You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Industrial Packaging Machines Used in BakeriesDocument3 pagesIndustrial Packaging Machines Used in BakeriesbakerybazarNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Indian Bread Equipment Manufacturers & SuppliersDocument2 pagesIndian Bread Equipment Manufacturers & Suppliersbakerybazar100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Biscuit Manufacturing EquipmentsDocument4 pagesBiscuit Manufacturing EquipmentsbakerybazarNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Electrical Energy Savings For Manufacturing UnitsDocument3 pagesElectrical Energy Savings For Manufacturing Unitsbakerybazar100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Wheat Flour Milling ProcessDocument1 pageWheat Flour Milling Processbakerybazar33% (3)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Industrial Dough MixersDocument2 pagesIndustrial Dough MixersbakerybazarNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- List of Major Indian Biscuit Equipment ManufacturersDocument3 pagesList of Major Indian Biscuit Equipment ManufacturersbakerybazarNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Business Opportunities For Bakery ProductsDocument10 pagesBusiness Opportunities For Bakery ProductsbakerybazarNo ratings yet
- List of Major Bakery EquipmentsDocument4 pagesList of Major Bakery Equipmentsbakerybazar57% (7)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Solar Water Heating SystemDocument1 pageSolar Water Heating SystembakerybazarNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Value Analysis ConceptsDocument24 pagesValue Analysis ConceptsDMastermindNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Lean ManufacturingDocument6 pagesLean ManufacturingbakerybazarNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Various Biscuit Packaging FormatsDocument7 pagesVarious Biscuit Packaging FormatsbakerybazarNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Factory Cost Reduction StrategiesDocument29 pagesFactory Cost Reduction Strategiesbakerybazar100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Energy Savings in Prime Movers - MotorsDocument32 pagesEnergy Savings in Prime Movers - Motorsbakerybazar100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Biscuit Plant and Machinery AssemblyDocument1 pageBiscuit Plant and Machinery AssemblybakerybazarNo ratings yet
- Enhance Profitability Through Energy ConservationDocument3 pagesEnhance Profitability Through Energy ConservationbakerybazarNo ratings yet
- Natural Gas - Alternative EnergyDocument4 pagesNatural Gas - Alternative EnergybakerybazarNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Tips For Energy ConservationDocument11 pagesTips For Energy Conservationsunjoy1234No ratings yet
- Energy Saving in Air CompressorsDocument6 pagesEnergy Saving in Air CompressorsbakerybazarNo ratings yet
- Waste ReductionDocument8 pagesWaste ReductionbakerybazarNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Top 70 Cost Reduction StrategiesDocument11 pagesTop 70 Cost Reduction StrategiesbakerybazarNo ratings yet
- Biscuit Manufacturing Flow ChartDocument1 pageBiscuit Manufacturing Flow Chartbakerybazar100% (1)
- Bread Plant LayoutDocument1 pageBread Plant LayoutbakerybazarNo ratings yet
- A Career As A BakerDocument30 pagesA Career As A BakerbakerybazarNo ratings yet
- Safe Food GuideDocument56 pagesSafe Food GuidebakerybazarNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Food Safety FrostDocument2 pagesFood Safety FrostPepe ValdiviaNo ratings yet
- 6506 2Document11 pages6506 2Sajjad KhanNo ratings yet
- Python - PPT CieDocument18 pagesPython - PPT CieSurisetty ManjuNo ratings yet
- IC-3005 Series Manual PDFDocument116 pagesIC-3005 Series Manual PDFDedu TelespanNo ratings yet
- Curtis Controller 1232-1238Document134 pagesCurtis Controller 1232-1238crash280467% (3)
- Literature SurveyDocument9 pagesLiterature SurveyifyNo ratings yet
- Sap C ts452 2022 Dumps by Odom 15 08 2023 7qa VceexamstestDocument9 pagesSap C ts452 2022 Dumps by Odom 15 08 2023 7qa VceexamstestLilian Michel Youssef MalekNo ratings yet
- Ppap Manual Qa3525 3.0Document17 pagesPpap Manual Qa3525 3.0CarlosQuelartNo ratings yet
- 00040900Document30 pages00040900asperfudNo ratings yet
- 10 MW Solar Thermal Power Project ReportDocument38 pages10 MW Solar Thermal Power Project ReportParv Arora67% (3)
- Arduino - Intelligent - Braking - Report1 PRAGADEESH1Document64 pagesArduino - Intelligent - Braking - Report1 PRAGADEESH1SURYA KumarNo ratings yet
- Chemical Industry Supply ChainDocument6 pagesChemical Industry Supply ChainSummerieNo ratings yet
- Engineering Drawings - GD&TDocument45 pagesEngineering Drawings - GD&TMichael Wood100% (1)
- Engineering Metallurgy by Higgins PDFDocument12 pagesEngineering Metallurgy by Higgins PDFSiddharthNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Heat Pump Standard EN 15316-4-2 - From Compliance To Real ConsumptionDocument5 pagesHeat Pump Standard EN 15316-4-2 - From Compliance To Real ConsumptionMarcin BobińskiNo ratings yet
- Embedded ControllerDocument2 pagesEmbedded ControllerjocastilloNo ratings yet
- The History of The Mohammedan Dynasties in SpainDocument695 pagesThe History of The Mohammedan Dynasties in SpainJesse Faulkner100% (4)
- ORACLE-BASE - Oracle Database 19c Installation On Oracle Linux 8 (OL8) - 2Document7 pagesORACLE-BASE - Oracle Database 19c Installation On Oracle Linux 8 (OL8) - 2Claude bernardNo ratings yet
- E85001-0543 - Synchronization Output ModuleDocument4 pagesE85001-0543 - Synchronization Output ModuleCoordinador TecnicoNo ratings yet
- A Model For The Lean IT Organization - Mark McDonaldDocument5 pagesA Model For The Lean IT Organization - Mark McDonaldLucianoNo ratings yet
- JVC KD-R820BTDocument51 pagesJVC KD-R820BTmark752No ratings yet
- ResearchDocument9 pagesResearchKYRAH MAE NICOLE DELACIONNo ratings yet
- FM400L PartsDocument18 pagesFM400L PartsЕвгений НалимовNo ratings yet
- ch-11 - Math FunctionsDocument16 pagesch-11 - Math FunctionsSwati MadheNo ratings yet
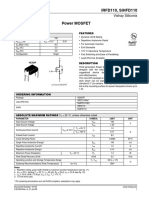
- Irfd110, Sihfd110: Vishay SiliconixDocument8 pagesIrfd110, Sihfd110: Vishay SiliconixJaviNo ratings yet
- Toshiba T1950 T1950CS T1950CT - Maintenance Manual AddendumToshiba T1950 T1950CS T1950CT - Maintenance Manual AddendumDocument18 pagesToshiba T1950 T1950CS T1950CT - Maintenance Manual AddendumToshiba T1950 T1950CS T1950CT - Maintenance Manual Addendumdeath914No ratings yet
- Visual Studio Professional 2013 For MAC Users With CoverDocument2 pagesVisual Studio Professional 2013 For MAC Users With CoverPingu3No ratings yet
- Aungate Investigator Product Brief 040804Document6 pagesAungate Investigator Product Brief 040804Mark AldissNo ratings yet
- Buku PUIL 2011 Edisi 2014Document3 pagesBuku PUIL 2011 Edisi 2014slamet_rNo ratings yet
- Nasscom Annual Strategic Review Executive Summary 2022Document14 pagesNasscom Annual Strategic Review Executive Summary 2022Tejas Sodha100% (1)
- 20480A ENU TrainerHandbookDocument627 pages20480A ENU TrainerHandbookMiticuta SurubNo ratings yet
- Arizona, Utah & New Mexico: A Guide to the State & National ParksFrom EverandArizona, Utah & New Mexico: A Guide to the State & National ParksRating: 4 out of 5 stars4/5 (1)
- The Bahamas a Taste of the Islands ExcerptFrom EverandThe Bahamas a Taste of the Islands ExcerptRating: 4 out of 5 stars4/5 (1)