You might also like
- Counterfeit Guide 1Document6 pagesCounterfeit Guide 1Kayen80% (5)
- 10 Free Printable Productivity Planner TemplatesDocument7 pages10 Free Printable Productivity Planner Templatessoul. seeker lucy0% (5)
- Corrugated Packages PresentationDocument15 pagesCorrugated Packages Presentationعبد الرحمن100% (2)
- Box Basics: History of Corrugated BoxesDocument7 pagesBox Basics: History of Corrugated BoxesYasser Badr100% (1)
- Project Report Corrugated BoxesDocument80 pagesProject Report Corrugated Boxessomeonestupid196967% (3)
- CB Corrugated Technical OverviewDocument51 pagesCB Corrugated Technical OverviewMarcos Samsoniuk100% (1)
- Proof of Cash: Two-Date Bank ReconciliationDocument18 pagesProof of Cash: Two-Date Bank ReconciliationMcrislb0% (1)
- Corrugated Paper BoardDocument37 pagesCorrugated Paper BoardParveen ParveenNo ratings yet
- White Paper ISA101 - Maximize Operator Effectiveness Part 2Document30 pagesWhite Paper ISA101 - Maximize Operator Effectiveness Part 2benditasea3352No ratings yet
- Book - Paper Products Physics and Technology PDFDocument356 pagesBook - Paper Products Physics and Technology PDFVuNo ratings yet
- Box MakingDocument1 pageBox Makingchubchub100% (1)
- Corrugated Board Bonding Defect VisualizDocument33 pagesCorrugated Board Bonding Defect VisualizVijaykumarNo ratings yet
- FIRST The Scoop: Mark R. Mazur Joe TuccittoDocument124 pagesFIRST The Scoop: Mark R. Mazur Joe TuccittoEso PappasNo ratings yet
- Basic Testing and Design of Corrugated Board PDFDocument150 pagesBasic Testing and Design of Corrugated Board PDFUmair Younus100% (4)
- Adhesive ViscosityDocument4 pagesAdhesive ViscosityAnanth ChoudharyNo ratings yet
- Food Packaging TestingDocument45 pagesFood Packaging TestingRohit Chawla100% (2)
- Uncoated Paper Surface For Coldset Web OffsetDocument175 pagesUncoated Paper Surface For Coldset Web OffsetHuy Nguyen100% (1)
- Introduction To Corrugated PackagingDocument27 pagesIntroduction To Corrugated PackagingJohn Henry Wells100% (3)
- Film Quality ControlDocument30 pagesFilm Quality ControlShubham KumarNo ratings yet
- Printing ProcessDocument22 pagesPrinting ProcessPrashant SarfareNo ratings yet
- CorrugationDocument29 pagesCorrugationEngr Muhammad Asim Iqbal100% (2)
- Corrugated BoardDocument5 pagesCorrugated Boardoanne_08No ratings yet
- Corrugated Boxes ManufacturingDocument45 pagesCorrugated Boxes ManufacturingAkash PatelNo ratings yet
- 3 Board Quality - Kopie PDFDocument38 pages3 Board Quality - Kopie PDFAdrienne Rivera100% (1)
- QMS Test Submission (FFF Client) User Guide - 920 - 2019 - April - LetterDocument34 pagesQMS Test Submission (FFF Client) User Guide - 920 - 2019 - April - LetteredsonpelegriniNo ratings yet
- Tests Related To Box in PackagingDocument23 pagesTests Related To Box in PackagingSnehal Chaudhari100% (2)
- Carton Board Detail With OffsetDocument7 pagesCarton Board Detail With OffsetIzhar ShaikhNo ratings yet
- Printing TechnologyDocument40 pagesPrinting TechnologyQuý Đình Mai MaiNo ratings yet
- CHAPTER 3.0 - GravureDocument10 pagesCHAPTER 3.0 - GravureGiha Tardan100% (1)
- 01.3 Corrugated Carton BoxesDocument46 pages01.3 Corrugated Carton Boxesh4n1_chan100% (1)
- Corr Starch AdhesivemanDocument44 pagesCorr Starch AdhesivemankreeshnuNo ratings yet
- Printing Inks - Issues, Guidance and RegulationsDocument93 pagesPrinting Inks - Issues, Guidance and RegulationsDinesh RajputNo ratings yet
- Unit-4 Roto PDFDocument70 pagesUnit-4 Roto PDFKristianto Mathers IIINo ratings yet
- Flexo Printing GlosseryDocument58 pagesFlexo Printing GlosseryMansour Soliman100% (1)
- Fundamentals of Packaging TechnologyDocument731 pagesFundamentals of Packaging TechnologyRohit Chawla94% (17)
- 001 SOP For Housekeeping in PlantDocument6 pages001 SOP For Housekeeping in PlantOperations Ahan ChemicalsNo ratings yet
- Corrugated BoardDocument8 pagesCorrugated Boardmynym100% (1)
- Single FacerDocument16 pagesSingle FacerNikodimusAgnesWicaksonoNo ratings yet
- Parallel Check of Corrugating RollsDocument4 pagesParallel Check of Corrugating RollsRaji VijayanNo ratings yet
- Technical Explanation of Corrugated BoardDocument2 pagesTechnical Explanation of Corrugated BoardCraig DaughertyNo ratings yet
- Carton Packaging KnowledgeDocument93 pagesCarton Packaging KnowledgeAlex Xiao100% (5)
- Defects in Corrugated BoardDocument4 pagesDefects in Corrugated BoardMuhammad Imran100% (6)
- Corrugated Industry Part 2Document12 pagesCorrugated Industry Part 2Ananth ChoudharyNo ratings yet
- Alm PDFDocument369 pagesAlm PDFJefferson Poletto100% (1)
- WetEnd Operation Task ListDocument5 pagesWetEnd Operation Task ListRajalakshmi GajapathyNo ratings yet
- Bhs D - FluteDocument22 pagesBhs D - FluteMl Agarwal100% (3)
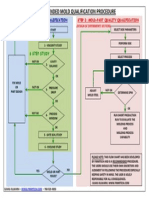
- Mold Qualification FLowchart - FIMMTECH INCDocument1 pageMold Qualification FLowchart - FIMMTECH INCCuco Martinez100% (1)
- Effect of Moisture Content On Printability PDFDocument7 pagesEffect of Moisture Content On Printability PDFRohit SinghNo ratings yet
- Instruction Manual On Corrugated BoxesDocument10 pagesInstruction Manual On Corrugated BoxesHussain100667% (3)
- Tissue Paper PDFDocument44 pagesTissue Paper PDFLaura-AndreeaCondreaNo ratings yet
- Carton IndustryDocument16 pagesCarton Industryjohanna sequeira100% (3)
- Corrugated Industry Part 1Document10 pagesCorrugated Industry Part 1Ananth ChoudharyNo ratings yet
- About Paper CoatedDocument39 pagesAbout Paper Coatedbobokor100% (1)
- The Corrugated Process - Rick Duke Presentation 4-8-20Document29 pagesThe Corrugated Process - Rick Duke Presentation 4-8-20GTpianomanNo ratings yet
- LUC ChecklistDocument4 pagesLUC ChecklistGerrick TagamolilaNo ratings yet
- Wrinkles & Piping in Paper Reels: By: D K SinghalDocument45 pagesWrinkles & Piping in Paper Reels: By: D K SinghalLaboratorio PapelesRegionales100% (1)
- Paper in the Printing Processes: Proceedings of the Eighth International Conference of Printing Research Institutes Held at Aulanko, Finland, 1965From EverandPaper in the Printing Processes: Proceedings of the Eighth International Conference of Printing Research Institutes Held at Aulanko, Finland, 1965W. H. BanksRating: 5 out of 5 stars5/5 (1)
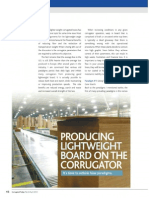
- Light WT Board PoductionDocument3 pagesLight WT Board PoductionMl Agarwal100% (1)
- Bursting Strength Vs Edge Crush TestDocument3 pagesBursting Strength Vs Edge Crush TestJosé Luis Pacheco JürgensNo ratings yet
- Screen Printing Defects 01Document1 pageScreen Printing Defects 01Azizul Hoque RanaNo ratings yet
- Flexography Troubleshooting GuideDocument27 pagesFlexography Troubleshooting GuideAnan KempanichkulNo ratings yet
- United Kotak Berhad: Continuous Improvement On Corrugator's Performance (MT Per Hour)Document31 pagesUnited Kotak Berhad: Continuous Improvement On Corrugator's Performance (MT Per Hour)Shukor AzNo ratings yet
- DryEnd Operation Task ListDocument8 pagesDryEnd Operation Task ListRajalakshmi GajapathyNo ratings yet
- Smell in PET ContainersDocument2 pagesSmell in PET ContainersSomasundaram YamarajaNo ratings yet
- Starch For CorrugatingDocument20 pagesStarch For Corrugatingsyifa latifa zahidaNo ratings yet
- Doublefacer Zone Operational Task ListDocument6 pagesDoublefacer Zone Operational Task ListRajalakshmi GajapathyNo ratings yet
- LaminationDocument18 pagesLaminationSiddharth SaxenaNo ratings yet
- Guidance Test SpecimensDocument10 pagesGuidance Test SpecimensferrarifanaticNo ratings yet
- Making Skis and Snowboard How To Guide 2Document24 pagesMaking Skis and Snowboard How To Guide 2slobodan milosavljevicNo ratings yet
- Vibration TesterDocument2 pagesVibration TesterRohit ChawlaNo ratings yet
- Brief Description of Vibration TestsDocument2 pagesBrief Description of Vibration TestsRohit ChawlaNo ratings yet
- Packaging Testing EquipmentDocument76 pagesPackaging Testing EquipmentRohit ChawlaNo ratings yet
- Difference Between Flat Crush Test and Radial Crush Test of Paper Tubes & Paper CoresDocument1 pageDifference Between Flat Crush Test and Radial Crush Test of Paper Tubes & Paper CoresRohit ChawlaNo ratings yet
- Tube Burst Tester - P6D-MHDocument1 pageTube Burst Tester - P6D-MHRohit ChawlaNo ratings yet
- Aluminum Calibration Foils For Bursting Strength TesterDocument2 pagesAluminum Calibration Foils For Bursting Strength TesterRohit ChawlaNo ratings yet
- Slip Friction TesterDocument1 pageSlip Friction TesterRohit ChawlaNo ratings yet
- Tensile Tester (GP Series)Document1 pageTensile Tester (GP Series)Rohit ChawlaNo ratings yet
- Texture AnalyserDocument2 pagesTexture AnalyserRohit ChawlaNo ratings yet
- Torque Tester M50 ML50Document1 pageTorque Tester M50 ML50Rohit ChawlaNo ratings yet
- Scuff Tester - HXDocument1 pageScuff Tester - HXRohit ChawlaNo ratings yet
- Scuff Tester - HXDocument1 pageScuff Tester - HXRohit ChawlaNo ratings yet
- Ply Bond Tester (Z-Direction Tensile)Document1 pagePly Bond Tester (Z-Direction Tensile)Rohit ChawlaNo ratings yet
- Piercing Force Tester - Ampule Snap TesterDocument1 pagePiercing Force Tester - Ampule Snap TesterRohit ChawlaNo ratings yet
- Pouch Compression Tester - P1500DDocument1 pagePouch Compression Tester - P1500DRohit ChawlaNo ratings yet
- Rolling Ball Tack TesterDocument1 pageRolling Ball Tack TesterRohit ChawlaNo ratings yet
- Ring Crush Tester (RCT)Document1 pageRing Crush Tester (RCT)Rohit ChawlaNo ratings yet
- Pouch Burst Tester - H300DDocument1 pagePouch Burst Tester - H300DRohit ChawlaNo ratings yet
- Mini Carton Compression TesterDocument1 pageMini Carton Compression TesterRohit ChawlaNo ratings yet
- Moisture OvenDocument1 pageMoisture OvenRohit ChawlaNo ratings yet
- Moisture Meter (IMM-200)Document1 pageMoisture Meter (IMM-200)Rohit ChawlaNo ratings yet
- Leakage Tester - DLXDocument1 pageLeakage Tester - DLXRohit ChawlaNo ratings yet
- Dart Impact TesterDocument1 pageDart Impact TesterRohit ChawlaNo ratings yet
- Mini UTMDocument1 pageMini UTMRohit ChawlaNo ratings yet
- GSM IndicatorDocument1 pageGSM IndicatorRohit ChawlaNo ratings yet
- Rub / Abrasion Resistance: Confirms To ASTM D-5264 and TAPPI T-830Document1 pageRub / Abrasion Resistance: Confirms To ASTM D-5264 and TAPPI T-830Rohit ChawlaNo ratings yet
- Crush Tester (RCT Ect FCT Pat)Document1 pageCrush Tester (RCT Ect FCT Pat)Rohit ChawlaNo ratings yet
- Core Compression - P1000ADocument1 pageCore Compression - P1000ARohit ChawlaNo ratings yet
- Ebert Griffin PP07Document20 pagesEbert Griffin PP07cheqjiejaNo ratings yet
- 2015 11 SP Accountancy Unsolved 05 PDFDocument4 pages2015 11 SP Accountancy Unsolved 05 PDFcerlaNo ratings yet
- Ir98 4 7Document8 pagesIr98 4 7Bedri MuktarNo ratings yet
- Paper Cup Machine DetailsDocument7 pagesPaper Cup Machine DetailsTushar NakhateNo ratings yet
- Cambridge International Advanced LevelDocument8 pagesCambridge International Advanced LevelMovies PointNo ratings yet
- Pencil GuideDocument7 pagesPencil GuideJunior CoelhoNo ratings yet
- Involvement in Socio-Cultural EventsDocument10 pagesInvolvement in Socio-Cultural EventsMARCIANO A. PAROY JR.No ratings yet
- Tender FormDocument7 pagesTender Formaharish_iitkNo ratings yet
- 03/27/2013 14:15:32 AP1011: Bill List by Vendor - Detail 1 Tracy DavisDocument79 pages03/27/2013 14:15:32 AP1011: Bill List by Vendor - Detail 1 Tracy DavisMahmoofNo ratings yet
- Babylon Garments Limited: Page - 1Document61 pagesBabylon Garments Limited: Page - 1Shubro BaruaNo ratings yet
- Question Paper1 2005 AccountsDocument12 pagesQuestion Paper1 2005 Accountspankhaniahirensv150No ratings yet
- References .Document5 pagesReferences .hatdogNo ratings yet
- Anggaran Yuran Universiti MalayaDocument2 pagesAnggaran Yuran Universiti MalayaIzhh RazaaNo ratings yet
- Ponte RolanteDocument28 pagesPonte Rolantefernandonascime7325No ratings yet
- How To Print Purchase Orders in X3Document6 pagesHow To Print Purchase Orders in X3caplusincNo ratings yet
- List of Acceptable Supporting Documents For Verification: POI (Proof of Identity) Documents Containing Name and PhotoDocument6 pagesList of Acceptable Supporting Documents For Verification: POI (Proof of Identity) Documents Containing Name and PhotoGautam BhallaNo ratings yet
- ZanacoDocument923 pagesZanacoNdokwaNo ratings yet
- Estimates-Questions-MME 231027 124221Document7 pagesEstimates-Questions-MME 231027 124221Prince AddoNo ratings yet
- CHUMISMITA DAS - DTP & Xerox ShopDocument15 pagesCHUMISMITA DAS - DTP & Xerox Shophiranyadas611No ratings yet
- Advanced Practice English Worksheets1Document72 pagesAdvanced Practice English Worksheets1sonu75100% (2)
- Printmaking in Europe, 1Document11 pagesPrintmaking in Europe, 1PriscilaNo ratings yet