You might also like
- Six Weeks Industrial Training ReportDocument27 pagesSix Weeks Industrial Training ReportGagan Deep100% (2)
- Training Report of Mechanical EngineerDocument20 pagesTraining Report of Mechanical Engineerpatel ketan60% (5)
- Summer Training Report CastingDocument29 pagesSummer Training Report CastingFaisal Bin Shabbir100% (1)
- Plastic Injection Moulding Dies - Mechanical Engg. (ME) Summer Industrial Training Project ReportDocument58 pagesPlastic Injection Moulding Dies - Mechanical Engg. (ME) Summer Industrial Training Project ReportVinnie Singh50% (2)
- A Project Report On Automatic Hammering MachineDocument17 pagesA Project Report On Automatic Hammering MachineLipsha75% (12)
- Internship ReportDocument28 pagesInternship ReportSobia Jamil100% (3)
- Press Tool ReportDocument40 pagesPress Tool ReportIshu Bassan100% (2)
- Mechanical Engineering Internship ReportDocument66 pagesMechanical Engineering Internship ReportJob Lazarus Okello Sr.74% (39)
- Six Weeks Training ReportDocument63 pagesSix Weeks Training ReportAjay Verma83% (6)
- 18R11A04P6 INTERNSHIP REPORT - (1) (2) WDocument70 pages18R11A04P6 INTERNSHIP REPORT - (1) (2) WSharath Chandra100% (4)
- Mechanical Summer Training ReportDocument53 pagesMechanical Summer Training Reportishidewan40% (5)
- Industrial Training Report InsightsDocument36 pagesIndustrial Training Report InsightsShashank Pathak33% (3)
- PROJECT Mini Saw MachineDocument32 pagesPROJECT Mini Saw MachineGolu Sam75% (4)
- Multipurpose Mechanical Machine Project ReportDocument41 pagesMultipurpose Mechanical Machine Project ReportAbhishek Sharma78% (9)
- Mini Project Final ReportDocument37 pagesMini Project Final ReportSamanth Kumar Vasam86% (14)
- Internship ReportDocument18 pagesInternship ReportKaran MadangeriNo ratings yet
- Mechanical Engineering Internship Report by Job Lazarus Okello.Document58 pagesMechanical Engineering Internship Report by Job Lazarus Okello.OKELLO JOB LAZARUS78% (18)
- Project Report On Screw JackDocument41 pagesProject Report On Screw JackVijay Raj Punia73% (40)
- Internship at GTTC, MysoreDocument57 pagesInternship at GTTC, MysoreDarshak Gowda44% (9)
- Project Report On GearsDocument40 pagesProject Report On Gearsjai70% (27)
- Internship ReportDocument37 pagesInternship ReportSunil Rai100% (1)
- Multipurpose Mechanical Machine Project ReportDocument25 pagesMultipurpose Mechanical Machine Project ReportAnonymous K3eHpXfsh83% (52)
- AMP MicroprojectDocument13 pagesAMP Microprojectprasad patil33% (3)
- Internship Report on Press Tools and Tool DesignDocument40 pagesInternship Report on Press Tools and Tool DesignAbdul MuieezNo ratings yet
- Cipet Training ReportDocument34 pagesCipet Training ReportBABLU SHAIKH56% (9)
- Basic Manufacturing ProcessesDocument72 pagesBasic Manufacturing ProcessesPartho Roychoudhury67% (6)
- Internship Presentstion On: "CNC Programming and Operation"Document18 pagesInternship Presentstion On: "CNC Programming and Operation"Rathan Kumar SMNo ratings yet
- GNA Duraparts Industrial Training ReportDocument48 pagesGNA Duraparts Industrial Training ReportVishnu Kamal67% (3)
- Makerere University Mechanical Engineering Student's Industrial Training Report at Kampala Capital City AuthorityDocument58 pagesMakerere University Mechanical Engineering Student's Industrial Training Report at Kampala Capital City Authoritynufaza97100% (6)
- Minor Project Report MechanicalDocument26 pagesMinor Project Report MechanicalVaibhav Soni82% (28)
- GRATIS Foundation ReportDocument11 pagesGRATIS Foundation ReportAmen Adjinon82% (17)
- Foundry &forging Viva 3&4th Sem VtuDocument11 pagesFoundry &forging Viva 3&4th Sem VtuMahesh B R Mysore100% (11)
- 19M024 Internship ReportDocument59 pages19M024 Internship ReportEALMER100% (1)
- PDF - Report Automatc Portable Hammering Machine 111Document44 pagesPDF - Report Automatc Portable Hammering Machine 111mmv 7100% (6)
- Press Tool Design PPT Module 1Document48 pagesPress Tool Design PPT Module 1janak100% (1)
- Industrial Training Report (1) HemantDocument42 pagesIndustrial Training Report (1) HemantPrabhat Upadhyay60% (5)
- Pneumatic Vice Project ReportDocument58 pagesPneumatic Vice Project ReportEKAM Automation75% (4)
- Project Report PDFDocument39 pagesProject Report PDFTejas Inamdar67% (3)
- Gna Training ReportDocument63 pagesGna Training ReportPradeep Adhikari100% (3)
- Report Fabrication of Pipe Bending MachineDocument38 pagesReport Fabrication of Pipe Bending MachineJilly Arasu82% (11)
- Internship Report On Foundry TechnologyDocument27 pagesInternship Report On Foundry TechnologyPavan Kalyan80% (5)
- MSME Tool Room Project Report on Press Tool DesignDocument33 pagesMSME Tool Room Project Report on Press Tool DesignBharat SinghNo ratings yet
- Project Report: Design of Mould & Press ToolDocument67 pagesProject Report: Design of Mould & Press ToolBharat SinghNo ratings yet
- Solid Works Lab ManualDocument57 pagesSolid Works Lab Manualbalusharma121288% (8)
- Internship Report MFDocument55 pagesInternship Report MFMebitNo ratings yet
- Chaff CutterDocument6 pagesChaff Cuttertibem100% (6)
- Summer Training Project ReportDocument25 pagesSummer Training Project ReportAbhijeet DudhpuriNo ratings yet
- Mini Project ReportDocument37 pagesMini Project ReportPRAVIN KUMAR NNo ratings yet
- My Internship Report Y2Document24 pagesMy Internship Report Y2Nji Munang OfMbamluNo ratings yet
- Internship Report FINALDocument50 pagesInternship Report FINALvishwas67% (3)
- Solid Works Training ReportDocument48 pagesSolid Works Training ReportShubhan Singh63% (24)
- Ciht Industrial Training FileDocument48 pagesCiht Industrial Training FileRishabNo ratings yet
- Presentation On Heavy Engineering Corporation LimitedDocument20 pagesPresentation On Heavy Engineering Corporation LimitedSandeepRajNo ratings yet
- Chittagong Independent University LFE PresentationDocument23 pagesChittagong Independent University LFE PresentationMd. SazzadNo ratings yet
- CNC Wire Cut Edm: 1. Non Traditional Machining LaboratoryDocument5 pagesCNC Wire Cut Edm: 1. Non Traditional Machining LaboratoryAkash KumarNo ratings yet
- Unit I Part 1 Manufacturing ProcessesDocument75 pagesUnit I Part 1 Manufacturing ProcessesArvind BangotraNo ratings yet
- Edm NewDocument39 pagesEdm Newvani0% (1)
- EDM Lab ReportDocument12 pagesEDM Lab ReportAli Hassan100% (1)
- Electro-Discharge Machining - Deep Drilling ReportDocument7 pagesElectro-Discharge Machining - Deep Drilling Reportedgarinox.davidNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Design of Anti Frost Irrigator Using Embedded SystemDocument64 pagesDesign of Anti Frost Irrigator Using Embedded SystemCutieNo ratings yet
- Database Administrator File MCA Semester 3Document70 pagesDatabase Administrator File MCA Semester 3CutieNo ratings yet
- Lab File - Micro Controllers (8051) & Embedded SystemsDocument17 pagesLab File - Micro Controllers (8051) & Embedded SystemsCutieNo ratings yet
- Network Operating Systems (File)Document8 pagesNetwork Operating Systems (File)CutieNo ratings yet
- Project Report On Computer NetworksDocument45 pagesProject Report On Computer NetworksCutie81% (59)
- The TeacherDocument1 pageThe TeacherCutieNo ratings yet
- Implementation of Fast Fourier Transform (FFT) Using VHDLDocument71 pagesImplementation of Fast Fourier Transform (FFT) Using VHDLCutie93% (30)
- Java File PGDCA Second SemesterDocument84 pagesJava File PGDCA Second SemesterCutieNo ratings yet
- Lab File - Digital Signal Processing Using MATLABDocument32 pagesLab File - Digital Signal Processing Using MATLABCutie100% (2)
- Completely Organize Your Room or HouseDocument4 pagesCompletely Organize Your Room or HouseCutieNo ratings yet
- Lab File Basics of Electronics & Electrical Engg. (For PTU B.Tech. 1st Year)Document49 pagesLab File Basics of Electronics & Electrical Engg. (For PTU B.Tech. 1st Year)Cutie33% (3)
- Introduction to Sockets in Unix: A Concise GuideDocument8 pagesIntroduction to Sockets in Unix: A Concise GuideCutieNo ratings yet
- Data Structures & System Programming Lab FileDocument29 pagesData Structures & System Programming Lab FileCutie0% (1)
- Pspice TutorialDocument56 pagesPspice TutorialCutie0% (1)
- DebateDocument2 pagesDebateCutieNo ratings yet
- Physics ExperimentDocument3 pagesPhysics ExperimentCutie50% (2)
- Why MBA ? "Want To Be An MBA ?"Document11 pagesWhy MBA ? "Want To Be An MBA ?"CutieNo ratings yet
- Web Design in 7 DaysDocument69 pagesWeb Design in 7 DaysCutie100% (2)
- Speaker Style and ResponsibilitiesDocument7 pagesSpeaker Style and ResponsibilitiesCutieNo ratings yet
- Syllabus For PTU ECE Branch (All Sems)Document66 pagesSyllabus For PTU ECE Branch (All Sems)Cutie0% (2)
- FCPIT File (For PTU B.Tech 1st Yr Students)Document105 pagesFCPIT File (For PTU B.Tech 1st Yr Students)Cutie83% (6)
- Basic Electronic Components (Post 1st Year Training ECE)Document23 pagesBasic Electronic Components (Post 1st Year Training ECE)Cutie100% (4)
- Production Technology - GATE 2020Document54 pagesProduction Technology - GATE 2020Saravana Mahe-ShanNo ratings yet
- Feasibility Biomass Fuel Briquettes From Banana Plant WasteDocument21 pagesFeasibility Biomass Fuel Briquettes From Banana Plant WasteTuan Pham100% (1)
- Rugged AC Magnetic Particle Inspection ProbeDocument2 pagesRugged AC Magnetic Particle Inspection ProbeNubia BarreraNo ratings yet
- Prelim CMTDocument18 pagesPrelim CMTDeadlyDagger2No ratings yet
- DM-PH&SD-P4-TG13 - (Guidelines For Personal Protective Equipment-Foot Protection) PDFDocument5 pagesDM-PH&SD-P4-TG13 - (Guidelines For Personal Protective Equipment-Foot Protection) PDFdemie figueroaNo ratings yet
- Method Statement For Rehabilitation WorksDocument11 pagesMethod Statement For Rehabilitation WorksNordin Yunus88% (34)
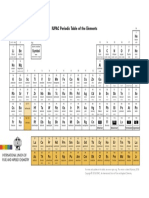
- IUPAC Periodic Table of The Elements: Ti CRDocument1 pageIUPAC Periodic Table of The Elements: Ti CRMargaux HidalgoNo ratings yet
- Composite Alloy Wear Parts For Use in The Mining IndustryDocument7 pagesComposite Alloy Wear Parts For Use in The Mining IndustryDon_GostavitoNo ratings yet
- VDM Metals Welding Consumables CatalogDocument140 pagesVDM Metals Welding Consumables CatalogVasantha KumarNo ratings yet
- Briquenol BB binder for pelletizationDocument1 pageBriquenol BB binder for pelletizationshrikrishna rathodNo ratings yet
- Grade 9 Integrated Science Summary and Exercise Chemistry 4 Chemical ReactionDocument5 pagesGrade 9 Integrated Science Summary and Exercise Chemistry 4 Chemical Reactionnana widyaNo ratings yet
- LGS system makes coal form steel sectionsDocument2 pagesLGS system makes coal form steel sectionsVigneshwarNo ratings yet
- 201 enDocument2 pages201 enRyan ZhangNo ratings yet
- Geberit Piping Catalogue 2019 PDFDocument142 pagesGeberit Piping Catalogue 2019 PDFargentum19619692No ratings yet
- Sigma Vyrobni Program enDocument12 pagesSigma Vyrobni Program enEntropay UserNo ratings yet
- Staining and Color Change of Single-Or Multicomponent Joint SealantsDocument2 pagesStaining and Color Change of Single-Or Multicomponent Joint SealantsĐường Nguyễn ThừaNo ratings yet
- Alpine Boiler ManualDocument100 pagesAlpine Boiler Manualsas999333No ratings yet
- Color Index Story PDFDocument4 pagesColor Index Story PDFAsim khandual50% (2)
- Concrete Works Method StatementDocument24 pagesConcrete Works Method Statementhossam eldin sobhyNo ratings yet
- Advances and Approaches For Chemical Recycling of Plastic Waste Timmy Thiounn Rhett C. SmithDocument18 pagesAdvances and Approaches For Chemical Recycling of Plastic Waste Timmy Thiounn Rhett C. SmithHozefa DhilaNo ratings yet
- Welding Procedure Specification RASCO-IMS-810-FM-05Document6 pagesWelding Procedure Specification RASCO-IMS-810-FM-05anasNo ratings yet
- Linda - Review W CKI - 04mar20 - Increasing 10percent of Contract Unit RateDocument54 pagesLinda - Review W CKI - 04mar20 - Increasing 10percent of Contract Unit RateoktianaNo ratings yet
- GrindingDocument60 pagesGrindingGaurav Yadav100% (1)
- Hmma 865-03Document24 pagesHmma 865-03eugenio.gutenbertNo ratings yet
- Electrozincados en 10152 (2009)Document18 pagesElectrozincados en 10152 (2009)joaopedrosousaNo ratings yet
- Different Grade of Crgo CoreDocument4 pagesDifferent Grade of Crgo CoreSUJIT KUMAR MONDALNo ratings yet
- Investment CastingDocument11 pagesInvestment CastingRahul LoharNo ratings yet
- Lect - 3 - Earthquake - Design - Philosophy - Part 1Document8 pagesLect - 3 - Earthquake - Design - Philosophy - Part 1jana ShmaysemNo ratings yet
- Acids and Bases Are Substance We Find in Our Every Day Life: Acid Base ChemistryDocument64 pagesAcids and Bases Are Substance We Find in Our Every Day Life: Acid Base ChemistryABDU EL RAHNo ratings yet