You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Moldavite Ukazka PDFDocument15 pagesMoldavite Ukazka PDFNeven Žižić100% (1)
- Evapco Evaporative Condenser Engineering ManualDocument32 pagesEvapco Evaporative Condenser Engineering Manualrodolfocv923590% (1)
- En 1011 2 Welding RecommendationsDocument2 pagesEn 1011 2 Welding RecommendationsRam TN100% (1)
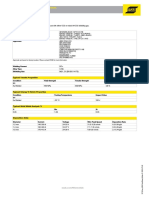
- Stainless steel solid rod for welding 316LDocument1 pageStainless steel solid rod for welding 316LVVan TanNo ratings yet
- Inertfil 308lsi: MIG-MAG Wires Stainless and Heat Resistant SteelsDocument1 pageInertfil 308lsi: MIG-MAG Wires Stainless and Heat Resistant SteelsEdison CheongNo ratings yet
- Kms-308Lsi: Gmaw Solid Wire For Stainless SteelDocument1 pageKms-308Lsi: Gmaw Solid Wire For Stainless SteelStefanoTampieriNo ratings yet
- K-308LT Austenitic Stainless Welding WireDocument1 pageK-308LT Austenitic Stainless Welding WireJoni HartonoNo ratings yet
- CSF-71T en 2014Document1 pageCSF-71T en 2014HoangNo ratings yet
- CSF-71T en 2014Document1 pageCSF-71T en 2014Yousab CreatorNo ratings yet
- Coremax 308LP DataDocument1 pageCoremax 308LP DataLIM hoon boonNo ratings yet
- Technical data sheet for rutile flux cored welding wireDocument1 pageTechnical data sheet for rutile flux cored welding wireawNo ratings yet
- Lnm309h-Eng Stainless Steel Solid WireDocument1 pageLnm309h-Eng Stainless Steel Solid WiredantegimenezNo ratings yet
- FCAW - Flux Coredpowder Cored WiredDocument40 pagesFCAW - Flux Coredpowder Cored WiredGabor VatoNo ratings yet
- ALTIGDocument5 pagesALTIGbokugairuNo ratings yet
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanNo ratings yet
- TUV Hakc CE CWB ABS Rina DB DNV-GL TL TSE: Gas Metal Arc (MAG) Welding Wire Non Alloyed SteelsDocument4 pagesTUV Hakc CE CWB ABS Rina DB DNV-GL TL TSE: Gas Metal Arc (MAG) Welding Wire Non Alloyed SteelsKhaled GamalNo ratings yet
- Tetra S 316L-G: Technical Data Sheet Cored Welding WireDocument1 pageTetra S 316L-G: Technical Data Sheet Cored Welding WirePeter TvardzíkNo ratings yet
- Classifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni-Mo)Document1 pageClassifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni-Mo)felipeNo ratings yet
- Hyundai Welding Co., LTDDocument4 pagesHyundai Welding Co., LTDGerry Dan ChanliongcoNo ratings yet
- Kiswel K-309LTDocument1 pageKiswel K-309LTOmer IkhlasNo ratings yet
- Thermanit 22/09 Solid Wire For Joining Duplex Stainless SteelsDocument1 pageThermanit 22/09 Solid Wire For Joining Duplex Stainless SteelsbrayanNo ratings yet
- STAINLESS STEEL WIRE TITLEDocument1 pageSTAINLESS STEEL WIRE TITLEVVan TanNo ratings yet
- 31102015000000B - Boehler E 308 H PW-FD - CWDocument1 page31102015000000B - Boehler E 308 H PW-FD - CWKARLNo ratings yet
- Ficha Técnica CarborodDocument1 pageFicha Técnica CarborodAndres NuñezNo ratings yet
- DATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Document2 pagesDATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Dries VandezandeNo ratings yet
- Bavaria en BA-TIG 308LDocument1 pageBavaria en BA-TIG 308LcocoNo ratings yet
- Shield - Bright 2209 FCAW (!)Document2 pagesShield - Bright 2209 FCAW (!)rajNo ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- Manual Metal-Arc Welding Product Data SheetDocument2 pagesManual Metal-Arc Welding Product Data SheetC7 TGNo ratings yet
- Fincord DB: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageFincord DB: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNo ratings yet
- L1 8581 en Diamondspark 44 BC CU03100F 3379759 ENDocument1 pageL1 8581 en Diamondspark 44 BC CU03100F 3379759 ENRaviTeja BhamidiNo ratings yet
- CHS29 9Document1 pageCHS29 9sulis setiawanNo ratings yet
- Valve Material Equivalents PDFDocument3 pagesValve Material Equivalents PDFmahdi.guidara100% (1)
- Tig Welding W19 12 3 LSiDocument2 pagesTig Welding W19 12 3 LSiKoen BidlotNo ratings yet
- Ok 347 AutrodDocument2 pagesOk 347 Autrodjoao guilhermeNo ratings yet
- RepTec-cast IronDocument2 pagesRepTec-cast IronSDS MANINo ratings yet
- Avesta Tig 316-SiDocument1 pageAvesta Tig 316-SiMarco Andres Gonzalez SaavedraNo ratings yet
- BOHLER GMA 308LSi ER308LSiDocument1 pageBOHLER GMA 308LSi ER308LSibrayanNo ratings yet
- Bohler Aws Er308lDocument1 pageBohler Aws Er308lJuan ShunaNo ratings yet
- Bohler AWS ER308LDocument1 pageBohler AWS ER308LbrayanNo ratings yet
- TDS - ER80S-B6.GTAW Rev1Document1 pageTDS - ER80S-B6.GTAW Rev1Erick VazquezNo ratings yet
- Classifications: For Atmospheric Corrosion Resisting SteelDocument1 pageClassifications: For Atmospheric Corrosion Resisting Steelhuynh thanh truongNo ratings yet
- Ultramag Sg3: Mild Steel Solid WireDocument1 pageUltramag Sg3: Mild Steel Solid Wireabidaliabid1No ratings yet
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Document2 pagesUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNo ratings yet
- Böhler Eas 2 PW-FDDocument1 pageBöhler Eas 2 PW-FDHAKANNo ratings yet
- BOEHLER Q T 309L TIG RodDocument1 pageBOEHLER Q T 309L TIG RodbrayanNo ratings yet
- Electrodes Hilchrome 308rDocument1 pageElectrodes Hilchrome 308rManu NistorNo ratings yet
- item8-LNT NiCro60.20Document1 pageitem8-LNT NiCro60.20VVan TanNo ratings yet
- en WW FactSheet Main 01Document1 pageen WW FactSheet Main 01Samuel TanNo ratings yet
- Stainarc 308L-17 (Rev 1)Document1 pageStainarc 308L-17 (Rev 1)LIM hoon boonNo ratings yet
- Type 307 Flux Cored Wire for Austenitic Stainless Steel WeldingDocument3 pagesType 307 Flux Cored Wire for Austenitic Stainless Steel WeldingMiguel BentoNo ratings yet
- Your Reliable Welding Business Partner Worldwide"Document70 pagesYour Reliable Welding Business Partner Worldwide"Anonymous SLI4aGNo ratings yet
- EN 10152 Grade DC01Document3 pagesEN 10152 Grade DC01Vanesh KumarNo ratings yet
- en - WW FactSheet - Main 01Document1 pageen - WW FactSheet - Main 01Mario FuentesklrlyNo ratings yet
- T - Thermanit 304 H Cu - Gtaw - 01 - 01 - en PDFDocument1 pageT - Thermanit 304 H Cu - Gtaw - 01 - 01 - en PDFnebojsa70No ratings yet
- Rod - Union I Crmo 910Document1 pageRod - Union I Crmo 910Rushita SolankiNo ratings yet
- Filcord D: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsDocument2 pagesFilcord D: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsPavelNo ratings yet
- ER316L Ss en 1Document1 pageER316L Ss en 1brayanNo ratings yet
- 2 Fcaw-AllDocument51 pages2 Fcaw-AllAhmad ShaheenNo ratings yet
- Stick Electrode For Mild Steel: ClassificationDocument1 pageStick Electrode For Mild Steel: Classificationmohamed AdelNo ratings yet
- Cswip 3.1 New BookDocument342 pagesCswip 3.1 New BookMohsin Rasul90% (52)
- Lifting Bars and Spreaders Load Test Report: 6.0/12911e051.pdf 1 (07/2007)Document1 pageLifting Bars and Spreaders Load Test Report: 6.0/12911e051.pdf 1 (07/2007)bhichaiNo ratings yet
- HSS DimensionsDocument28 pagesHSS DimensionsRichard StratulakNo ratings yet
- CWI SCWI Renewal PKGDocument4 pagesCWI SCWI Renewal PKGbhichaiNo ratings yet
- HDmini HTC WWE QSGDocument28 pagesHDmini HTC WWE QSGbhichaiNo ratings yet
- Norsok Standard M-501: Rev. 5, June 2004Document24 pagesNorsok Standard M-501: Rev. 5, June 2004Nelson Matos100% (1)
- Structural Steel Design and Construction 2Document30 pagesStructural Steel Design and Construction 2qea_renNo ratings yet
- HDmini HTC WWE QSGDocument28 pagesHDmini HTC WWE QSGbhichaiNo ratings yet
- Z Plate TestingDocument2 pagesZ Plate TestingdutahoratiuNo ratings yet
- Welding Duplex and Superduplex Stainless SteelDocument12 pagesWelding Duplex and Superduplex Stainless SteelbhichaiNo ratings yet
- Gcse 239/01 Additional Science: Foundation Tier Biology 2 A.M. THURSDAY, 13 January 2011 45 MinutesDocument12 pagesGcse 239/01 Additional Science: Foundation Tier Biology 2 A.M. THURSDAY, 13 January 2011 45 MinutessureshthevanNo ratings yet
- Practical Proteins and Amino Acids Identification PDFDocument23 pagesPractical Proteins and Amino Acids Identification PDFFarahDeebaNo ratings yet
- Flow of Fluids ReportDocument21 pagesFlow of Fluids ReportalyssaNo ratings yet
- Xperia™Z: Environmental Declaration ForDocument4 pagesXperia™Z: Environmental Declaration ForandreskalikasansaraNo ratings yet
- Boscoseal Torch OnDocument3 pagesBoscoseal Torch OnjbonvierNo ratings yet
- Dietrich 2017Document10 pagesDietrich 2017Zulfi Nur Amrina RosyadaNo ratings yet
- Alpacon Altreat 400Document12 pagesAlpacon Altreat 400EmadNo ratings yet
- Test # 12.1 Physics-Ii: Superb in EducationDocument8 pagesTest # 12.1 Physics-Ii: Superb in EducationKamran AliNo ratings yet
- G 010715 RDocument1 pageG 010715 RLiva DesnaNo ratings yet
- Material BalancesDocument15 pagesMaterial BalancesHalil İbrahim ÖzdemirNo ratings yet
- Research Programmes: EligibilityDocument14 pagesResearch Programmes: Eligibilitysatyakrishna1234No ratings yet
- Dual Plate Check ValveDocument38 pagesDual Plate Check ValveVikas Kumar PathakNo ratings yet
- Determination of sulphites in water and wastewater by iodide-iodate titrationDocument2 pagesDetermination of sulphites in water and wastewater by iodide-iodate titrationHimanshu ChaturvediNo ratings yet
- Mutu Manajemen PDFDocument238 pagesMutu Manajemen PDFirdawanNo ratings yet
- Masatoshi Imada, Atsushi Fujimori and Yoshinori Tokura - Metal-Insulator TransitionsDocument225 pagesMasatoshi Imada, Atsushi Fujimori and Yoshinori Tokura - Metal-Insulator TransitionsPo48HSDNo ratings yet
- Solutions To Heat TransferDocument7 pagesSolutions To Heat TransferCharisse MadiaNo ratings yet
- Spray Shine Car WaxDocument1 pageSpray Shine Car Waxyilmaz_uuur100% (3)
- Lec34 Soil P and KDocument24 pagesLec34 Soil P and KDIBINo ratings yet
- U4 - WeldingDocument59 pagesU4 - WeldingAnonymous LM9RaUA4yNo ratings yet
- تسير كهربائيDocument95 pagesتسير كهربائيaaNo ratings yet
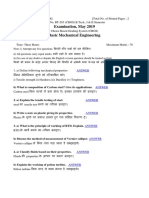
- BT 203 Basic Mechanical Engineering May 2019 PDFDocument2 pagesBT 203 Basic Mechanical Engineering May 2019 PDFKunta PatleNo ratings yet
- Sect 5Document25 pagesSect 5PuneetNo ratings yet
- 50 Years After The Nobel Prize Ziegler Natta Catalysis - Claverie2013Document6 pages50 Years After The Nobel Prize Ziegler Natta Catalysis - Claverie2013Erika AndradeNo ratings yet
- Stowa 2002-11B PDFDocument155 pagesStowa 2002-11B PDFKahl YeongNo ratings yet
- Syed Sabir - The Recovery of Gold From Secondary Sources-Imperial College Press (2016)Document233 pagesSyed Sabir - The Recovery of Gold From Secondary Sources-Imperial College Press (2016)RODRIGO ARTURO BORJA CALDERÓNNo ratings yet
- AQA CHEM5 W MS Jan11Document15 pagesAQA CHEM5 W MS Jan11fukhrajNo ratings yet
- Cooling System of TransformerDocument6 pagesCooling System of TransformerFaiza RafliNo ratings yet
- Confined Space EntryDocument15 pagesConfined Space EntryEnginnering Section100% (1)