You might also like
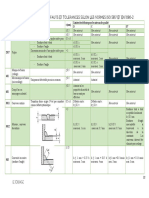
- Defauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Document10 pagesDefauts Et Tolerances Selon Les Normes Iso 5817 Et en 1090-2Veintidós Marzo100% (1)
- Soudure Representation SymboliqueDocument6 pagesSoudure Representation Symboliquezzrakoto0% (1)
- Controle Des SouduresDocument3 pagesControle Des SouduresAmir Dalam100% (1)
- Contrôle Visuel Des Soudures PDFDocument2 pagesContrôle Visuel Des Soudures PDFgueridi100% (2)
- Contraintes Et Déformaitions Dues Au SoudageDocument15 pagesContraintes Et Déformaitions Dues Au Soudagedleroux96100% (1)
- Rep SouduresDocument25 pagesRep Souduresmaryjube100% (2)
- Introduction Au Soudage A ArcDocument99 pagesIntroduction Au Soudage A ArcGilles Dum Dumay100% (1)
- Taches de Controle Qualite de Travaux de SoudageDocument9 pagesTaches de Controle Qualite de Travaux de SoudageMohamedkheireddine100% (3)
- Qualite Des Assemblages SoudesDocument30 pagesQualite Des Assemblages SoudesMECANOKIT100% (1)
- Contrôle Soudage 4Document13 pagesContrôle Soudage 4fed0% (1)
- RepresenationdestuyaucorrigeDocument4 pagesRepresenationdestuyaucorrigeprofmeca13100% (1)
- Soudage Avec DMOS 111 135Document61 pagesSoudage Avec DMOS 111 135soufianesaniNo ratings yet
- Manuel de Soudure PDFDocument28 pagesManuel de Soudure PDFslimamriNo ratings yet
- Cahier de Soudage ImportantDocument74 pagesCahier de Soudage ImportantSara Swikira100% (2)
- Cotation Pour Les SouduresDocument3 pagesCotation Pour Les SouduresPierre Henninger100% (1)
- CE0045-Procedure de Contrôle Visuel Et Dimensionnel Des SouduresDocument8 pagesCE0045-Procedure de Contrôle Visuel Et Dimensionnel Des SouduresKhaled Bouhlel100% (7)
- Problèmes Et Défauts de Soudage - Causes Et Remèdes PDFDocument1 pageProblèmes Et Défauts de Soudage - Causes Et Remèdes PDFmail_younes6592100% (1)
- Calcul de Dimensionnement DDocument3 pagesCalcul de Dimensionnement DAmin Thabet50% (2)
- Les Principaux Défauts de SoudureDocument7 pagesLes Principaux Défauts de SoudureAli Clubist100% (3)
- ASME IX Qualification de SoudeursDocument2 pagesASME IX Qualification de SoudeursFethi BELOUIS100% (2)
- Rediger Et Verifier Un Cahier de SoudageDocument2 pagesRediger Et Verifier Un Cahier de SoudageTeam QuestIn100% (2)
- Norme Soudage 01-50-026Document22 pagesNorme Soudage 01-50-026mariuswolf10100% (2)
- REPRESENTATION SYMBOLIQUE Soudures (Mode de Compatibilité) PDFDocument25 pagesREPRESENTATION SYMBOLIQUE Soudures (Mode de Compatibilité) PDFhocimtm100% (2)
- Lecture de PlansDocument44 pagesLecture de PlansTuan Nguyen78% (9)
- Qualite en SoudageDocument44 pagesQualite en Soudagemodza2383% (12)
- Qualification ASME IX (1) - CopieDocument59 pagesQualification ASME IX (1) - Copiewalid walidNo ratings yet
- 8634 Chaine Numerique en Chaudronnerie PDFDocument17 pages8634 Chaine Numerique en Chaudronnerie PDFOmarNo ratings yet
- Assemblages Soudés Et Controlés Non DestructisDocument20 pagesAssemblages Soudés Et Controlés Non Destructissteeleng100% (1)
- Guide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1Document45 pagesGuide D'utilisation Des Normes NF en 287-1 Et NF en ISO 15614-1asta57100% (1)
- M11 - Technologie en Chaudronnerie Et en Tuyauterie PDFDocument153 pagesM11 - Technologie en Chaudronnerie Et en Tuyauterie PDFbenayedbouraoui100% (15)
- Exercice Prof Le Soudage M.A.GDocument1 pageExercice Prof Le Soudage M.A.Ggastronomica50% (2)
- Assemblages Par SoudureDocument38 pagesAssemblages Par Souduresegla2100% (1)
- DIV0105 - Le Contrôle Visuel Et Les Critère D'acceptation D'une Soudure - CopieDocument3 pagesDIV0105 - Le Contrôle Visuel Et Les Critère D'acceptation D'une Soudure - Copiedarouich100% (1)
- Le Contrôle Visuel D'un Cordon de Soudure Et Les Critères D'acceptation Selon La Normalisation EuropéenneDocument1 pageLe Contrôle Visuel D'un Cordon de Soudure Et Les Critères D'acceptation Selon La Normalisation Européennexth568dmzyNo ratings yet
- Plaq FibresOptiques Silec FrpapDocument12 pagesPlaq FibresOptiques Silec FrpapAymen Ben zinebNo ratings yet
- Bornes P CircDocument2 pagesBornes P Circdocent72No ratings yet
- FJ Fiche Bande de Guidage Beca 006b 057759500 1645 06052015Document4 pagesFJ Fiche Bande de Guidage Beca 006b 057759500 1645 06052015DarkedgeNo ratings yet
- Profils Filetages ISODocument17 pagesProfils Filetages ISOXavierNo ratings yet
- Le Soudage - Le Controle Visuel PDFDocument13 pagesLe Soudage - Le Controle Visuel PDFYas SineNo ratings yet
- 1 PDFDocument3 pages1 PDFAnis Ben Farhat100% (1)
- Falnge Facing FinishDocument1 pageFalnge Facing Finishbardianabavi.bnNo ratings yet
- Plaquette FTTH 2019 20190913 Pgo FRDocument16 pagesPlaquette FTTH 2019 20190913 Pgo FRHalil FaridNo ratings yet
- Operation and Maintenance Manual of SD22 Shantui (200 230)Document31 pagesOperation and Maintenance Manual of SD22 Shantui (200 230)Jonathan WENDTNo ratings yet
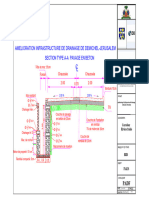
- Dessin Zone 2-Section 2 Demichel JerusalemDocument1 pageDessin Zone 2-Section 2 Demichel Jerusalemfedor remyNo ratings yet
- 1d Coupage Plasma860120655780167276 PDFDocument14 pages1d Coupage Plasma860120655780167276 PDFMohamed Ben AbdallahNo ratings yet
- Resultat Essai de Traction Mag Sarl Avril 2023Document5 pagesResultat Essai de Traction Mag Sarl Avril 2023bertrand mbiakop ngniadjoNo ratings yet
- Probo 60-80 FDocument12 pagesProbo 60-80 FthierryM30100No ratings yet
- Fiche D'étalonnage Interne Du RégletDocument10 pagesFiche D'étalonnage Interne Du RégletNabil EL AtfaouiNo ratings yet
- Fil D'acier À Faible Teneur en CarboneDocument6 pagesFil D'acier À Faible Teneur en CarbonebenoiNo ratings yet
- BOTTERO LAM 520 BisDocument11 pagesBOTTERO LAM 520 BisFranck ChampionNo ratings yet
- Bureau Des M Thodes FRDocument10 pagesBureau Des M Thodes FRMhamad TaklaNo ratings yet
- Moules Bride Fixe DN1100 PN10Document1 pageMoules Bride Fixe DN1100 PN10Ben Abdallah BecemNo ratings yet
- Extrait de Normes - XP A 87 - 005Document1 pageExtrait de Normes - XP A 87 - 005DEFOULOUNOUX ThierryNo ratings yet
- Détecteur Inductif NBB20-U1-UUDocument4 pagesDétecteur Inductif NBB20-U1-UUBOURICHNo ratings yet
- Schema FTTH 2019 Branchement FRDocument1 pageSchema FTTH 2019 Branchement FRHalil FaridNo ratings yet
- Arval - Panneaux Sandwiches de Bardage Janvier 2010Document52 pagesArval - Panneaux Sandwiches de Bardage Janvier 2010bakkali_bilalNo ratings yet
- HSL HiltiDocument4 pagesHSL Hiltiabdelkader benabdallahNo ratings yet
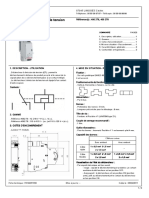
- Court-Circuiteur D'intensité: FonctionDocument2 pagesCourt-Circuiteur D'intensité: FonctionCharaf BelNo ratings yet
- Fte 201 063 C GlaDocument6 pagesFte 201 063 C GlaKushalKallychurnNo ratings yet
- Le Double Coated Electrodes Brochure FRDocument4 pagesLe Double Coated Electrodes Brochure FRjdelouardNo ratings yet
- FrançaisDocument24 pagesFrançaisALP69No ratings yet
- Cour Diagnostic Et SurveillanceDocument35 pagesCour Diagnostic Et Surveillancemouaadh100% (2)
- QCM HTMLDocument16 pagesQCM HTMLZidan DidiNo ratings yet
- 5 AjaxDocument19 pages5 AjaxALP69No ratings yet
- French5ap-Sous Main PDFDocument2 pagesFrench5ap-Sous Main PDFALP69No ratings yet
- ASP Creer Base de Donnees FilmDocument17 pagesASP Creer Base de Donnees FilmALP69No ratings yet
- Guides Utilisation Renault Media NavDocument14 pagesGuides Utilisation Renault Media NavmnawarNo ratings yet
- La CorrosionDocument73 pagesLa CorrosionSaidou Gaye67% (3)
- 2935 2747 31 - L - tcm823-1697401Document2 pages2935 2747 31 - L - tcm823-1697401ALP69No ratings yet
- ASP NET MVC 4 (Extrait Du Livre)Document6 pagesASP NET MVC 4 (Extrait Du Livre)ALP69No ratings yet
- Developpement D Applications Web Avec ASP Net MVC 5Document3 pagesDeveloppement D Applications Web Avec ASP Net MVC 5ALP69No ratings yet
- Create A Secure ASP - Net MVC 5 Web App With Log In, Email Confirmation and Password Reset (C#) - The ASPDocument13 pagesCreate A Secure ASP - Net MVC 5 Web App With Log In, Email Confirmation and Password Reset (C#) - The ASPALP69No ratings yet
- Asp Net MVC 4 Developpement Anna 14874482 PDFDocument2 pagesAsp Net MVC 4 Developpement Anna 14874482 PDFALP69No ratings yet
- Prechauffage - Soudage EquipementDocument9 pagesPrechauffage - Soudage EquipementALP69No ratings yet
- French5ap-Sous Main PDFDocument2 pagesFrench5ap-Sous Main PDFALP69No ratings yet
- Procédure de DuretéDocument6 pagesProcédure de DuretéALP69No ratings yet
- Protection Contre Les Rayonnements Ionisants, Déchets RadioactifDocument27 pagesProtection Contre Les Rayonnements Ionisants, Déchets RadioactifALP69No ratings yet
- Correspondance AdministrativeDocument19 pagesCorrespondance AdministrativeALP69No ratings yet
- Le Film RadiographiqueDocument2 pagesLe Film RadiographiqueALP69No ratings yet
- Photos Cales ReferencesDocument0 pagesPhotos Cales ReferencesALP69No ratings yet
- ProverbsDocument3 pagesProverbsSami AissaouiNo ratings yet
- Poseur de Canalisations Par Forage HorizontalDocument4 pagesPoseur de Canalisations Par Forage HorizontalALP69No ratings yet
- 2935 2697 31 FRDocument2 pages2935 2697 31 FRALP69No ratings yet
- Catalogue Systeme D'alarme ELKRON SDocument54 pagesCatalogue Systeme D'alarme ELKRON SALP69No ratings yet
- IPN BeamsDocument2 pagesIPN BeamszcontrolNo ratings yet
- Choix D'un Réflectomètre Optique (Optical Time Domain Reflectometer, OTDR) Pour Le Test Et Le Dépannage Sur SiteDocument7 pagesChoix D'un Réflectomètre Optique (Optical Time Domain Reflectometer, OTDR) Pour Le Test Et Le Dépannage Sur SiteALP69No ratings yet
- Plomb AccessoiresDocument3 pagesPlomb AccessoiresALP69No ratings yet
- Brochure CambriolageFRDocument32 pagesBrochure CambriolageFRALP69No ratings yet
- Produit 1732082Document1 pageProduit 1732082ALP69No ratings yet
- Théorie de L'Document11 pagesThéorie de L'ALP69No ratings yet
- CF2 CorrigeDocument5 pagesCF2 Corrigemtaallah amalNo ratings yet
- TP3 SujetDocument2 pagesTP3 SujetVictoria NNo ratings yet
- Production Audiovisuelle (PDFDrive)Document32 pagesProduction Audiovisuelle (PDFDrive)theo wilfriedNo ratings yet
- Formulaire PER MODELE CV-JERRYDocument3 pagesFormulaire PER MODELE CV-JERRYInnox Multi ServicesNo ratings yet
- TV Uhd 4k Polaroid 82uhdp Smart Wifi - Electro DépôtDocument1 pageTV Uhd 4k Polaroid 82uhdp Smart Wifi - Electro DépôtGomes FernandesNo ratings yet
- Briderie Scarabeu RozDocument5 pagesBriderie Scarabeu RozElisa VarhamNo ratings yet
- 7 Étapes Pour Créer Une Stratégie Webmarketing EfficaceDocument6 pages7 Étapes Pour Créer Une Stratégie Webmarketing EfficaceMokhtar SidiyaNo ratings yet
- Diagnostique Management CAS SMARTDocument8 pagesDiagnostique Management CAS SMARTsaidNo ratings yet
- Commerce Digital - Marketing Digital - S5 Stratégie de Communication DigitaleDocument12 pagesCommerce Digital - Marketing Digital - S5 Stratégie de Communication DigitaleIllia Souley Mahamadou MoubarakNo ratings yet
- SOMMAIREDocument4 pagesSOMMAIREZineb ShissahNo ratings yet
- Tier List - Honkai - Star Rail - Prydwen InstituteDocument8 pagesTier List - Honkai - Star Rail - Prydwen Institutej22hnzwbgnNo ratings yet
- Influence de La PubDocument6 pagesInfluence de La PubFujitsu EnergyNo ratings yet
- Storyboard BALLETDocument1 pageStoryboard BALLETBALNo ratings yet
- Rapport de Stage Version Finale CorrigéeDocument65 pagesRapport de Stage Version Finale CorrigéeBouchra Hadj amerNo ratings yet
- Partenariat Dans La Pratique Apprciation Des Attentes Des PartenairesDocument3 pagesPartenariat Dans La Pratique Apprciation Des Attentes Des Partenaireshoussem rebouhNo ratings yet
- FORMATIONDocument15 pagesFORMATIONsophie.bhm2017No ratings yet
- Activite Paques DebutantsDocument1 pageActivite Paques DebutantsSangeorzan IoanaNo ratings yet
- Projet de Fin Etude 611Document60 pagesProjet de Fin Etude 611YoussefNo ratings yet
- Exposé de Theorie MarketingDocument13 pagesExposé de Theorie MarketingMOUYOUME DIEUDONNENo ratings yet
- TP9 Web-FlexboxDocument8 pagesTP9 Web-FlexboxRoot TORNo ratings yet
- Exemples D'écriture de Scénario Pour Presque Chaque Partie D'un Scénario TraditionnelDocument1 pageExemples D'écriture de Scénario Pour Presque Chaque Partie D'un Scénario TraditionnelEmmanuel ENigNo ratings yet
- English Test Surf Safe DistancielDocument1 pageEnglish Test Surf Safe DistancielAdrienNo ratings yet
- (Free Scores - Com) Amenyido Rodrigues Nye 165889Document3 pages(Free Scores - Com) Amenyido Rodrigues Nye 165889OrnelaNo ratings yet
- C'était Hier Les Compagnons de La ChansonDocument1 pageC'était Hier Les Compagnons de La Chansonmhamad mustafaNo ratings yet
- Etude de Cas Méthodes-Agile SamehZaouiDocument11 pagesEtude de Cas Méthodes-Agile SamehZaouiZaoui SamehNo ratings yet
- MerchandisingDocument58 pagesMerchandisingLeila El KarkouriNo ratings yet
- Chapitre 4 Cours Com Com Licence PDFDocument6 pagesChapitre 4 Cours Com Com Licence PDFtafitaniaina herman RandrianarisonNo ratings yet
- Convocation: Société: ATMI 56 Allée Alessandro Volta 13500 - MARTIGUES Participant: RODRIGUEZ EricDocument2 pagesConvocation: Société: ATMI 56 Allée Alessandro Volta 13500 - MARTIGUES Participant: RODRIGUEZ EricRodriguezNo ratings yet
- CH 2Document31 pagesCH 2Bimi Djimi FettacheNo ratings yet
- Projet Econométrie Exemple 18 Sur 20Document53 pagesProjet Econométrie Exemple 18 Sur 20MARCO hoummadyNo ratings yet