You might also like
- 4 CVP AnalysisDocument36 pages4 CVP AnalysisBibaswan BanerjeeNo ratings yet
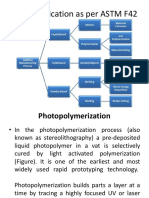
- AM Classification As Per ASTM F42Document19 pagesAM Classification As Per ASTM F42RajijackNo ratings yet
- Supplier Integration, Mass Customization, Issues To Customer ValueDocument43 pagesSupplier Integration, Mass Customization, Issues To Customer Valuebalaji suryaNo ratings yet
- Online Mid-Term POM May-Aug 2020 G-6Document5 pagesOnline Mid-Term POM May-Aug 2020 G-6Hossain TanjilaNo ratings yet
- Just in TimeDocument4 pagesJust in TimeMariano RodriguezNo ratings yet
- Cycle Time Calculation-Unit - 15 - Flexible - Manufacturing - Systems PDFDocument38 pagesCycle Time Calculation-Unit - 15 - Flexible - Manufacturing - Systems PDFzainikamal1975No ratings yet
- Polymeric MaterialsDocument79 pagesPolymeric Materialsamor20006No ratings yet
- B2B Class 1Document51 pagesB2B Class 1Siddhartha GhoshNo ratings yet
- 1 Manufacturing Systems Introduction Components Classification and Current Trends PDFDocument44 pages1 Manufacturing Systems Introduction Components Classification and Current Trends PDFRishabh HanseliaNo ratings yet
- Automation and FMSDocument63 pagesAutomation and FMSSaurav GuptaNo ratings yet
- Session 9 - Positioning, Applied DifferentiatorDocument3 pagesSession 9 - Positioning, Applied DifferentiatorDiego Benavente PatiñoNo ratings yet
- American Box Company Case AnalysisDocument9 pagesAmerican Box Company Case AnalysisPranav JainNo ratings yet
- 01Document53 pages01Kaliya PerumalNo ratings yet
- Mars Incorporated Is Interested in Going To Market With ADocument1 pageMars Incorporated Is Interested in Going To Market With AAmit PandeyNo ratings yet
- BCG Matrix AND: General Electric (GE) MatrixDocument38 pagesBCG Matrix AND: General Electric (GE) MatrixChandu SahooNo ratings yet
- BCGTM: Analyze Products Using Growth-Share MatrixDocument31 pagesBCGTM: Analyze Products Using Growth-Share MatrixAshirbad NayakNo ratings yet
- Extrusion ProcessDocument35 pagesExtrusion ProcessNam NguyenNo ratings yet
- Pricing and Revenue Management in The Supply ChainDocument21 pagesPricing and Revenue Management in The Supply ChainNeibaR.TorresNo ratings yet
- Chapter 9: The Capital Asset Pricing ModelDocument6 pagesChapter 9: The Capital Asset Pricing ModelJohn FrandoligNo ratings yet
- Dynamic Maturity TransformationDocument51 pagesDynamic Maturity Transformationvidovdan9852No ratings yet
- Suggested Homework AnsDocument6 pagesSuggested Homework AnsFeric KhongNo ratings yet
- Electric Military Vehicle (HMMWV) : Tomco's Innovative SolutionDocument7 pagesElectric Military Vehicle (HMMWV) : Tomco's Innovative SolutionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Thin Films 1Document24 pagesThin Films 1S shek DhavudNo ratings yet
- Just in TimeDocument12 pagesJust in TimeKeval Vaghela0% (1)
- Shimadzu AutoTestingDocument8 pagesShimadzu AutoTestingewfsdNo ratings yet
- Direct Product ProfitDocument5 pagesDirect Product Profitahmed_23zulfiqarNo ratings yet
- Economies of ScaleDocument2 pagesEconomies of ScaleMilanBahel100% (1)
- Brosur Ekatalog 2023Document12 pagesBrosur Ekatalog 2023muhammad subhanNo ratings yet
- Analysis of Product Reliability Using Failure Mode Effect Critical Analysis (FMECA) - Case StudyDocument6 pagesAnalysis of Product Reliability Using Failure Mode Effect Critical Analysis (FMECA) - Case StudyInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Major Product Line Strategies Discussed by John Patrick ArazoDocument1 pageMajor Product Line Strategies Discussed by John Patrick ArazoPatrick ArazoNo ratings yet
- Foreign ExchangeDocument15 pagesForeign ExchangeanshpaulNo ratings yet
- Case Study Supplier Selection-1Document4 pagesCase Study Supplier Selection-1Tom JacksonNo ratings yet
- Castflex EngDocument12 pagesCastflex EngJuanNo ratings yet
- Nylon Water AbsorptionDocument2 pagesNylon Water Absorptionjohurul100% (1)
- Waiting Line ManagementDocument19 pagesWaiting Line ManagementStephAlvaradoBlanzaNo ratings yet
- Plastic Gear Sizing and Selection GuideDocument4 pagesPlastic Gear Sizing and Selection Guide28192175100% (1)
- Nonmetallic Materials: Plastics, Elastomers, Ceramics and CompositesDocument38 pagesNonmetallic Materials: Plastics, Elastomers, Ceramics and CompositesMariane Braganza100% (1)
- Extrusion Equipment: Tire and Rubber IndustryDocument36 pagesExtrusion Equipment: Tire and Rubber Industrythiagorep17No ratings yet
- Tensile properties of paper and paperboardDocument28 pagesTensile properties of paper and paperboardFERNANDO VALERA RUIZNo ratings yet
- Training Project UFLEX LIMITEDDocument30 pagesTraining Project UFLEX LIMITEDShubham KumarNo ratings yet
- Ultrasonic Welding: Search Products Markets Innovations Library Certificates SalesDocument2 pagesUltrasonic Welding: Search Products Markets Innovations Library Certificates SalessyuepiNo ratings yet
- Product - : Introduction To PLM and PDMDocument38 pagesProduct - : Introduction To PLM and PDMsayandh sp100% (1)
- AGV Bumper Test Method DevelopmentDocument20 pagesAGV Bumper Test Method DevelopmentManoj KumarNo ratings yet
- Continuous Improvement Toolkit - Fishbone DiagramDocument21 pagesContinuous Improvement Toolkit - Fishbone Diagramapurva SinghaiNo ratings yet
- An Overview of Computer Graphics Industry Standards.Document12 pagesAn Overview of Computer Graphics Industry Standards.Pallavi PatilNo ratings yet
- 1 - Guidelines For The Injection Molding of SarlinkDocument15 pages1 - Guidelines For The Injection Molding of SarlinkMirka LukicNo ratings yet
- Microsystem - Presentation - MICRO MOULDINGDocument70 pagesMicrosystem - Presentation - MICRO MOULDINGrameshNo ratings yet
- Assignment Week 4-Constructing and Analyzing Sellit Inc. Balance SheetDocument3 pagesAssignment Week 4-Constructing and Analyzing Sellit Inc. Balance SheetTarekYehiaNo ratings yet
- Pidilite Industries AnalysisDocument0 pagesPidilite Industries AnalysisAnitha Raja BNo ratings yet
- Computer Introduction To C ReportDocument6 pagesComputer Introduction To C ReportsrijaNo ratings yet
- Lim 6061Document3 pagesLim 606163ragtopNo ratings yet
- Products, Materials and Processes DatabaseDocument23 pagesProducts, Materials and Processes DatabaseCristobal MontalbaNo ratings yet
- Olaf Zöllner - ChupagemDocument41 pagesOlaf Zöllner - Chupagemkishxcx100% (1)
- Module 3 PDFDocument55 pagesModule 3 PDFSandeep VermaNo ratings yet
- Ratio AnalysisDocument33 pagesRatio AnalysisJhagantini PalaniveluNo ratings yet
- Fldbee 01Document12 pagesFldbee 01Halim Bessouf100% (2)
- Assignment On Management Information SystemmDocument3 pagesAssignment On Management Information Systemm2009saeed100% (2)
- Injection Molding AssignmentDocument8 pagesInjection Molding AssignmentaakshusabhNo ratings yet
- Flexible Manufacturing Systems (F.M.S) : A WhitepaperDocument61 pagesFlexible Manufacturing Systems (F.M.S) : A WhitepaperLuptonga100% (4)
- Acknowledgement: Mrs - Maneet Kaur, LimDocument21 pagesAcknowledgement: Mrs - Maneet Kaur, LimKhalid ShahNo ratings yet
- Standard Test Method For Determining The Charpy Impact Resistance of Notched Specimens of Plastics1Document16 pagesStandard Test Method For Determining The Charpy Impact Resistance of Notched Specimens of Plastics1aarn1401100% (1)
- Catalog Utilaje Si MasinariiDocument494 pagesCatalog Utilaje Si MasinariiAndrei PoseaNo ratings yet
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDocument7 pagesTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesseventhsensegroupNo ratings yet
- Gate Valves Wellhead API 6ADocument20 pagesGate Valves Wellhead API 6ARicardo Paz Soldan100% (1)
- VARGUS - Gear Milling Catalog - MetricDocument12 pagesVARGUS - Gear Milling Catalog - MetricGilberto ManhattanNo ratings yet
- Special Flange Overview: 3 Locations, 81 Employees, 68K sqm FacilitiesDocument11 pagesSpecial Flange Overview: 3 Locations, 81 Employees, 68K sqm FacilitiesdzardoniNo ratings yet
- Double Decker CoachesDocument66 pagesDouble Decker CoachesAnkur MongaNo ratings yet
- Drill Collar LoresDocument4 pagesDrill Collar LoresAnsar AkhtarNo ratings yet
- Arc Gouging Process GuideDocument6 pagesArc Gouging Process GuideP Sandana NaraNo ratings yet
- Manufacture Terry Towels PakistanDocument10 pagesManufacture Terry Towels PakistanAli HaiderNo ratings yet
- Welding GrooveDocument8 pagesWelding GrooveTuTuy AnNo ratings yet
- Fermat 2012 Machine CatalogDocument34 pagesFermat 2012 Machine CatalogWalkerMachineryNo ratings yet
- InventorCAM 2014 Turning Mill-Turn Training CourseDocument272 pagesInventorCAM 2014 Turning Mill-Turn Training CourseKhai Huynh100% (1)
- Catia CNC Lathe Machining - (ComDocument82 pagesCatia CNC Lathe Machining - (ComiagomouNo ratings yet
- Rohm Lathe ChucksDocument91 pagesRohm Lathe ChucksNebojša ObradovićNo ratings yet
- ME6402 Manufacturing Technology IIDocument10 pagesME6402 Manufacturing Technology IIprasanthprpNo ratings yet
- BFW AiravatDocument4 pagesBFW Airavatyraju88No ratings yet
- Linear Guideway (EURO)Document195 pagesLinear Guideway (EURO)PanchoMiyamotoNo ratings yet
- Boring MachineDocument25 pagesBoring MachineSreedhar PugalendhiNo ratings yet
- Iko Combined Needle Roller Bearings PDFDocument5 pagesIko Combined Needle Roller Bearings PDFSamik MukherjeeNo ratings yet
- CNC DiyDocument15 pagesCNC DiyNimmala Ganesh0% (1)
- NclatheDocument16 pagesNclatheapi-356462562No ratings yet
- The NCT HandbookiDocument65 pagesThe NCT Handbookisssf-dobojNo ratings yet
- Concept TURN 250: Unbeatable Performance Under 40 CharactersDocument6 pagesConcept TURN 250: Unbeatable Performance Under 40 Charactersjose2525No ratings yet
- Industrial Sewing Machine Needle PolicyDocument4 pagesIndustrial Sewing Machine Needle PolicyVarun MehrotraNo ratings yet
- GW Wingle 2.8Document201 pagesGW Wingle 2.8Rodrigo100% (1)
- Ke ProfileDocument4 pagesKe Profilekermech21607No ratings yet
- Concept Mill 450 en PDFDocument6 pagesConcept Mill 450 en PDFLê TíNo ratings yet
- Product Leaflet - Portable CNC Cutting MachineDocument2 pagesProduct Leaflet - Portable CNC Cutting Machineabhics67No ratings yet
- Man Pro Lab Exp No. 7 Working Principle of A Shaper MachineDocument8 pagesMan Pro Lab Exp No. 7 Working Principle of A Shaper Machinefotick100% (1)