You might also like
- UF1213 - Técnicas de mecanizado y metrologíaFrom EverandUF1213 - Técnicas de mecanizado y metrologíaRating: 4 out of 5 stars4/5 (5)
- Dados MecánicosDocument3 pagesDados Mecánicosbetza100% (2)
- Diseño mecánico imperfecciones superficialesDocument20 pagesDiseño mecánico imperfecciones superficialesNoel HerreraNo ratings yet
- Pasos para el trabajo en el torno tradicionalDocument2 pagesPasos para el trabajo en el torno tradicionalNero Boanerges67% (9)
- OCW Rugosidades Sup PDFDocument20 pagesOCW Rugosidades Sup PDFjenny castro villcaNo ratings yet
- Checklist taller torno y soldaduraDocument6 pagesChecklist taller torno y soldaduraLuar Rojas100% (3)
- Informe RoscadoDocument3 pagesInforme Roscadoluis97250% (1)
- Bombas Multietapas VerticalesDocument8 pagesBombas Multietapas Verticalesjose antonioNo ratings yet
- Medición con micrómetro: características y usosDocument8 pagesMedición con micrómetro: características y usoshmanzillaNo ratings yet
- Manual CNC - FINAL Version 1Document170 pagesManual CNC - FINAL Version 1Angel Ortiz HurtadoNo ratings yet
- Medicion Con Calibrador PieDocument23 pagesMedicion Con Calibrador PieCamilo VásquezNo ratings yet
- Catalogo General Clemco 2012Document103 pagesCatalogo General Clemco 2012pepgote100% (1)
- MakersDocument7 pagesMakersJosé León Barranco100% (1)
- Biografia George DevolDocument4 pagesBiografia George DevolCachas ZG EspaNo ratings yet
- Rugosidad superficial: medición y factoresDocument3 pagesRugosidad superficial: medición y factoresraul lipaNo ratings yet
- 374 SP Cr128 Es Voith Acoplamientos Hidraulicos Con Llenado ConstanteDocument14 pages374 SP Cr128 Es Voith Acoplamientos Hidraulicos Con Llenado Constantesolidsnake019No ratings yet
- AccionamientosDocument80 pagesAccionamientosMarcelo Elicer Hernandez DazaNo ratings yet
- PETS - CF009 - Herramientas Manuales y Eléctricas1Document9 pagesPETS - CF009 - Herramientas Manuales y Eléctricas1Cesar Brian Lozada100% (1)
- ANDAMIOSDocument2 pagesANDAMIOSKatherineAlejandraArayaPizarro100% (1)
- Tesis - Isai Estudio de TiemposDocument157 pagesTesis - Isai Estudio de TiemposAlan Isai Valdez Castrejón100% (1)
- Manual Hurricane M3737ESDocument56 pagesManual Hurricane M3737ESSergio López DocioNo ratings yet
- ManualIngenieria NLCKDDocument44 pagesManualIngenieria NLCKDurlcrNo ratings yet
- Catalogo Bomba Sumergible J205HDDocument16 pagesCatalogo Bomba Sumergible J205HDMarcosMarcosLimaPeruNo ratings yet
- WEG Motores Electricos de Induccion Trifasicos para Atmosferas Explosivas Alta y Baja Tension Linea M Rotor de Jaula Verticales 12352530 Manual EspanolDocument71 pagesWEG Motores Electricos de Induccion Trifasicos para Atmosferas Explosivas Alta y Baja Tension Linea M Rotor de Jaula Verticales 12352530 Manual EspanolEduardo Abendaño EspinozaNo ratings yet
- Vi LTDocument43 pagesVi LTখ্রিস্টান ক্রুশ থেকেNo ratings yet
- ABB General Performance M2QA MotorsDocument13 pagesABB General Performance M2QA MotorseddyjohanNo ratings yet
- UNIDAD1 InstalacionesDocument33 pagesUNIDAD1 InstalacionesOscar RodriguezNo ratings yet
- Accionamiento Analogo de SeñalDocument13 pagesAccionamiento Analogo de SeñalALEXANDER CHOQUEHUANCA APAZANo ratings yet
- Vibracheck 100Document6 pagesVibracheck 100chandira4411No ratings yet
- ABB GuardamotorDocument20 pagesABB GuardamotorDanos PintoNo ratings yet
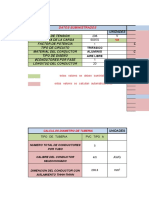
- Calculo ConductoresDocument25 pagesCalculo Conductoresbrayan gutierrezNo ratings yet
- Sistemas de Instrumentación de Seguridad.Document115 pagesSistemas de Instrumentación de Seguridad.Oscar A PGNo ratings yet
- Desarrolo de Lab Nro 3Document13 pagesDesarrolo de Lab Nro 3Lu RangelNo ratings yet
- AMEF # 07 Falla de Eje en Transportador Helicoidal-MantenimientoDocument2 pagesAMEF # 07 Falla de Eje en Transportador Helicoidal-MantenimientoKarlos RudasNo ratings yet
- Mantenimiento Preventivo de Fuentes de Poder IIDocument11 pagesMantenimiento Preventivo de Fuentes de Poder IIjose luisNo ratings yet
- Mantenimiento Industrial: Semana: 5Document84 pagesMantenimiento Industrial: Semana: 5Jose ValenciaNo ratings yet
- Rele A Gas ComenDocument12 pagesRele A Gas ComenMarco GiraldoNo ratings yet
- Compresor Tipo TornilloDocument23 pagesCompresor Tipo TornilloMaicol AranibarNo ratings yet
- Memoria Cristián Montanares DefinitivaDocument35 pagesMemoria Cristián Montanares DefinitivaEsteban Sepúlveda SandovalNo ratings yet
- Beneficios de RCM Aplicado A Un Equipo CompresorDocument10 pagesBeneficios de RCM Aplicado A Un Equipo CompresorCarlosVelaNo ratings yet
- Bombas LodosDocument15 pagesBombas LodosAnonymous mlDdxero100% (1)
- Fundal Acoples Elasticos PDFDocument16 pagesFundal Acoples Elasticos PDFpabloNo ratings yet
- SOLDADURADocument10 pagesSOLDADURAMirian LuzNo ratings yet
- Laboratorio 3 Maquinas Eléctricas 2Document8 pagesLaboratorio 3 Maquinas Eléctricas 2Mark OnofreNo ratings yet
- Preinforme Transformador PDFDocument5 pagesPreinforme Transformador PDFAndres Felipe Higuera SanchezNo ratings yet
- Compresor de Aire A Tornillo Rotativo de Dos Etapas Serie Tándem TS-20 TS-32 TS-32S PDFDocument12 pagesCompresor de Aire A Tornillo Rotativo de Dos Etapas Serie Tándem TS-20 TS-32 TS-32S PDFjoseNo ratings yet
- Millermatic 300 MIG manualDocument32 pagesMillermatic 300 MIG manualjose guachallaNo ratings yet
- Presentación SERMA-NINCO S.C.R.L.Document41 pagesPresentación SERMA-NINCO S.C.R.L.mazalgarabNo ratings yet
- Procedimiento de pruebas de campo laser isocinéticoDocument9 pagesProcedimiento de pruebas de campo laser isocinéticoGsus ToledoNo ratings yet
- DiseñoPozoTierra40Document3 pagesDiseñoPozoTierra40luis fabbrizNo ratings yet
- Alta, Media y Baja TensionDocument1 pageAlta, Media y Baja TensionJaimeAravenaN100% (1)
- 7.-Manual de Transductores de Presion PDFDocument20 pages7.-Manual de Transductores de Presion PDFJhanCarlosCuri100% (2)
- Diseño Mecanico - Transportador de FajaDocument80 pagesDiseño Mecanico - Transportador de FajaLuis Alex GomezNo ratings yet
- Bombas de VacioDocument27 pagesBombas de VacioCesar Muñoz OssesNo ratings yet
- Manual KGMC 6Document12 pagesManual KGMC 6Mario Silva ZeaNo ratings yet
- La Granalla y Los Principios de Limpieza Por GranalladoDocument8 pagesLa Granalla y Los Principios de Limpieza Por GranalladoOrlando Arancibia GalvezNo ratings yet
- Control Demanda Factor Potencia Taller Ahorro Energía EléctricaDocument55 pagesControl Demanda Factor Potencia Taller Ahorro Energía EléctricaIsrael RoblesNo ratings yet
- Memoria de Calculo de BombasDocument86 pagesMemoria de Calculo de BombasPedro Miguel Espinoza Carrasco100% (1)
- Plan de Mantenimiento Preventivo para Los Procesos de Trituracion y Molienda de La Planta de Beneficio Maria Dama Frontino Gold MinesDocument46 pagesPlan de Mantenimiento Preventivo para Los Procesos de Trituracion y Molienda de La Planta de Beneficio Maria Dama Frontino Gold MinesJosé Luis TolaNo ratings yet
- Tema 12 SoldaduraDocument136 pagesTema 12 SoldaduraSicea IngenieriaNo ratings yet
- Cálculo de conductores monofásicosDocument29 pagesCálculo de conductores monofásicosDavid Serpa GómezNo ratings yet
- Sistema de control para pesaje y enfundado de papa picadaDocument13 pagesSistema de control para pesaje y enfundado de papa picadaximena bermudezNo ratings yet
- Evaluación de Los Riesgos Excavadora Sobre Orugas.R1pdfDocument3 pagesEvaluación de Los Riesgos Excavadora Sobre Orugas.R1pdfRaul Oviedo SalasNo ratings yet
- S02 - Codigo ISO Placas y PortaherramientasDocument9 pagesS02 - Codigo ISO Placas y PortaherramientasSantiago Di NardoNo ratings yet
- Diseño de La Cuchara Zaranda Cribadora Rotativa Acoplable para La Selección de Residuos Sólidos en Los RíosDocument32 pagesDiseño de La Cuchara Zaranda Cribadora Rotativa Acoplable para La Selección de Residuos Sólidos en Los RíosCésar Cusi LazoNo ratings yet
- Árboles y EjesDocument25 pagesÁrboles y EjesAlex IrxNo ratings yet
- Plan de Mantenimiento A Bomba Centrifuga PDFDocument33 pagesPlan de Mantenimiento A Bomba Centrifuga PDFpapeleria 2101No ratings yet
- TribologiaDocument14 pagesTribologiaViktorEnriqueNMNo ratings yet
- Rugosidad SuperficialDocument3 pagesRugosidad SuperficialCharly Cabo100% (1)
- Calidades SuperficialesDocument8 pagesCalidades SuperficialesHernandez ReyesNo ratings yet
- Acabados SuperficialesDocument33 pagesAcabados SuperficialesCindy Castro CuelloNo ratings yet
- Acabados Superficiales 13.1 AsperezaDocument25 pagesAcabados Superficiales 13.1 AsperezaLibro AzulNo ratings yet
- Mercado Del Feldespato en AmericalatinaDocument23 pagesMercado Del Feldespato en AmericalatinaWarren CitoNo ratings yet
- Johan Barthold Jongkind - Collin - Tinta y Acuarela Sobre Papel - RestauraciónDocument2 pagesJohan Barthold Jongkind - Collin - Tinta y Acuarela Sobre Papel - RestauraciónRoberto Eduardo MacchiavelliNo ratings yet
- Fresadora y CepilladoraDocument13 pagesFresadora y CepilladoraEberth LimacheNo ratings yet
- Maquinas InyectorasDocument30 pagesMaquinas InyectorasJUANDI RODRIGUEZNo ratings yet
- Herrajes para Estructuras de MTDocument5 pagesHerrajes para Estructuras de MTCesar Vargas MedinaNo ratings yet
- Guía 1 Herramientas ManualesDocument4 pagesGuía 1 Herramientas ManualesGonzalo VillalobosNo ratings yet
- Enconado de Un BocinaDocument3 pagesEnconado de Un BocinaAlejandro Vela VillarealNo ratings yet
- Útiles 4 AñosDocument1 pageÚtiles 4 AñosJuan Carlos UbillusNo ratings yet
- Clases y operaciones de fresas enDocument7 pagesClases y operaciones de fresas engrancapo67No ratings yet
- Procedimiento Paso A Paso de HidrosiembraDocument8 pagesProcedimiento Paso A Paso de HidrosiembraRossy CastroNo ratings yet
- NTE INEN 522-2012fibra Cruda HarinaDocument9 pagesNTE INEN 522-2012fibra Cruda HarinaLilibeth CatotaNo ratings yet
- Catálogo Kits RepuestosDocument28 pagesCatálogo Kits RepuestosCapces FrostmooreNo ratings yet
- Sistema termoblok, construcción rápida y ahorroDocument2 pagesSistema termoblok, construcción rápida y ahorroramon_portillo_nd_64No ratings yet
- Guia de Trabajo 2Document4 pagesGuia de Trabajo 2anaNo ratings yet
- 1987 Mary Lujan Vargas Artesanía en Madera HuamangaDocument134 pages1987 Mary Lujan Vargas Artesanía en Madera HuamangaDavid Pilares Zúñiga50% (2)
- Control de Dos Pistones Mediante Cascada NeumáticaDocument6 pagesControl de Dos Pistones Mediante Cascada NeumáticaAndres SoriaNo ratings yet
- Cinta TransportadoraDocument10 pagesCinta TransportadoraMario Alfonso Maldonado BahamondeNo ratings yet