You might also like
- 4 Sheet MetalDocument54 pages4 Sheet MetalShashank PansariNo ratings yet
- Metal FormingDocument6 pagesMetal FormingHarish Kumar SNo ratings yet
- Production Process.II (CBCGS) Module.1 Metal CuttingDocument24 pagesProduction Process.II (CBCGS) Module.1 Metal CuttingOmkar BedadeNo ratings yet
- 243.424 DE4303 - Material PropertiesDocument12 pages243.424 DE4303 - Material Propertiesabhishek chibNo ratings yet
- Abrasive Jet Machining (AJM) Process OverviewDocument31 pagesAbrasive Jet Machining (AJM) Process OverviewAbhishek KumarNo ratings yet
- Unit IIIDocument167 pagesUnit IIIJG MohanNo ratings yet
- Tut Sheet Mcm01Document3 pagesTut Sheet Mcm01Dhruvay JainNo ratings yet
- Lecture 03 - Bulk-Forming Processes PDFDocument22 pagesLecture 03 - Bulk-Forming Processes PDFMohamed Galal MekawyNo ratings yet
- Lecture Slide Metrology and Inspection - PPT PDFDocument30 pagesLecture Slide Metrology and Inspection - PPT PDFEdo EdgarNo ratings yet
- Metal Cutting: Machining & Machining Tools Unit-1Document90 pagesMetal Cutting: Machining & Machining Tools Unit-1Joao PedroNo ratings yet
- Döküm Ödevi: Fundamentals of Metal CastingDocument6 pagesDöküm Ödevi: Fundamentals of Metal CastingHân NguyễnNo ratings yet
- ch21 Fundamentals of MachiningDocument25 pagesch21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Design of Circular Form Tool Graphical MethodDocument9 pagesDesign of Circular Form Tool Graphical MethodDIPAK VINAYAK SHIRBHATE100% (1)
- Theory of Metal Cutting ProcessesDocument46 pagesTheory of Metal Cutting ProcessesRaju MathewNo ratings yet
- Thermal Aspects of Machining Module 1Document75 pagesThermal Aspects of Machining Module 1Libin AbrahamNo ratings yet
- Abrasive Jet MachiningDocument37 pagesAbrasive Jet MachiningPola Vamsi RahulNo ratings yet
- Books:: Machining Technology & MetrologyDocument8 pagesBooks:: Machining Technology & MetrologyaritraNo ratings yet
- Production Question and Answer All 2012Document149 pagesProduction Question and Answer All 2012AnshulJainNo ratings yet
- 4 - Cutting Tool GeometryDocument21 pages4 - Cutting Tool GeometryFebry Risky Jr.No ratings yet
- Sheet Metal Shop GuideDocument37 pagesSheet Metal Shop Guideeafz111No ratings yet
- Production Technology-I Unit No. 1: Cutting ToolDocument15 pagesProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraNo ratings yet
- Laser Beam Machining: Done By: MuradDocument15 pagesLaser Beam Machining: Done By: MuradAl Mutiry MuardNo ratings yet
- MM223 Assignment 1: Casting and Forming Process CalculationsDocument3 pagesMM223 Assignment 1: Casting and Forming Process CalculationsMartinNo ratings yet
- Unit-I Theory of Metal CuttingDocument73 pagesUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- Production Technology Lab FileDocument45 pagesProduction Technology Lab FileSakshi RoyNo ratings yet
- Principle Angle Single Point Cutting ToolsDocument16 pagesPrinciple Angle Single Point Cutting ToolsSoumik DasNo ratings yet
- Joining Part2Document27 pagesJoining Part2Dune StarlightNo ratings yet
- MP-1 Tut SheetDocument11 pagesMP-1 Tut SheetAnkur ChelseafcNo ratings yet
- Cutting Tool FundamentalsDocument25 pagesCutting Tool FundamentalssatenawuNo ratings yet
- BMP Assignment IIDocument3 pagesBMP Assignment IIShahminan ShahNo ratings yet
- CHAPTER 2 Press WorkingDocument29 pagesCHAPTER 2 Press WorkingDen Yogi HardiyantoNo ratings yet
- 15mec243 - Tool Design: VII Semester - Elective Mechanical EngineeringDocument17 pages15mec243 - Tool Design: VII Semester - Elective Mechanical Engineeringvignesh100% (1)
- Solutions Final Exam June 2019Document8 pagesSolutions Final Exam June 2019Shantha Kumar G CNo ratings yet
- Unit One Material and Geometry of Cutting Tools 2015Document46 pagesUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- CH 2 Metal Cutting ToolsDocument19 pagesCH 2 Metal Cutting ToolsAlex AdmasNo ratings yet
- Group Assignment on Cutting ToolsDocument29 pagesGroup Assignment on Cutting ToolsRahul Sharma100% (1)
- GEOMETRY OF SINGLE POINT TOOLSDocument13 pagesGEOMETRY OF SINGLE POINT TOOLSAkshay KakaniNo ratings yet
- MP-I - Unit 5 - Sheet Metal WorkingDocument60 pagesMP-I - Unit 5 - Sheet Metal WorkingTirumala Height Phase-INo ratings yet
- Machining Forces and Merchant's Circle Diagram (MCD)Document40 pagesMachining Forces and Merchant's Circle Diagram (MCD)AswinNo ratings yet
- Theory of Metal CuttingDocument3 pagesTheory of Metal CuttingGeorge Oliver100% (1)
- Theory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byDocument39 pagesTheory of Metal Cutting: Submitted To MR. GURPREET SINGH Submitted byamitNo ratings yet
- Tools, Jigs and Die Design GuideDocument2 pagesTools, Jigs and Die Design GuideTamirat Nemomsa100% (1)
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDocument16 pagesLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarNo ratings yet
- Module 1.2Document42 pagesModule 1.2jishnushankarNo ratings yet
- ME 2252 MANUFACTURING TECHNOLOGY – II: Abrasive Processes and Gear CuttingDocument87 pagesME 2252 MANUFACTURING TECHNOLOGY – II: Abrasive Processes and Gear CuttingTariq Aziz100% (2)
- RP Question BankDocument4 pagesRP Question BankAkshay IyerNo ratings yet
- Assembly Modeling ProcedureDocument2 pagesAssembly Modeling ProcedureKailas Sree ChandranNo ratings yet
- Projection Section of Solid Along With D.L.SDocument34 pagesProjection Section of Solid Along With D.L.SHemant HogadeNo ratings yet
- Presentation On Industry 4.0 - Anna UniversityDocument33 pagesPresentation On Industry 4.0 - Anna UniversityViraj ShiroleNo ratings yet
- Metal Forming & RollingDocument14 pagesMetal Forming & RollingAmmarNo ratings yet
- Solidification ShrinkageDocument16 pagesSolidification ShrinkageSherif El-soudyNo ratings yet
- Cutting Tool MaterialDocument90 pagesCutting Tool MaterialKuldeep SinghNo ratings yet
- Tooling and Work Holding Devices: Unit VDocument57 pagesTooling and Work Holding Devices: Unit VGowtham SakthivelNo ratings yet
- Design and Fabrication of Indexing Drill Jig For Inclined Profile ComponentDocument47 pagesDesign and Fabrication of Indexing Drill Jig For Inclined Profile ComponentANAND KRISHNANNo ratings yet
- Cutting Tool Materials of Common Use: Irshad K TDocument49 pagesCutting Tool Materials of Common Use: Irshad K TAswinNo ratings yet
- Tool SteelsDocument53 pagesTool SteelsMuhamad KahfaNo ratings yet
- Unit-4 Steels As Cutting Tool MaterialsDocument13 pagesUnit-4 Steels As Cutting Tool MaterialsItachi UchihaNo ratings yet
- Tool Steel Grade and Standard DesignationDocument7 pagesTool Steel Grade and Standard DesignationMustafa SevimliNo ratings yet
- Alloy Steels: Dr. Indika de SilvaDocument25 pagesAlloy Steels: Dr. Indika de SilvaChandima K PriyamalNo ratings yet
- Cutting Tool MaterialsDocument3 pagesCutting Tool MaterialsManish KumarNo ratings yet
- 1 2 Resistance and Special Welding Q A For StudentsDocument10 pages1 2 Resistance and Special Welding Q A For StudentsRavinder AntilNo ratings yet
- 1 1 Welding Q A For StudentsDocument10 pages1 1 Welding Q A For StudentsRavinder Antil100% (4)
- Gate 2005Document28 pagesGate 2005Pradeep RajputNo ratings yet
- Gate 2002Document9 pagesGate 2002Ranjay ShankarNo ratings yet
- GATEME 2008PaperSolutionDocument5 pagesGATEME 2008PaperSolutionAkash Km SinghNo ratings yet
- 'GATE - 2001: M"'E: Mech IcalDocument16 pages'GATE - 2001: M"'E: Mech IcalNikhil BathamNo ratings yet
- GATE 2008 Scan PDFDocument16 pagesGATE 2008 Scan PDFAkash Km SinghNo ratings yet
- 1.0 Intro Production EngineeringDocument9 pages1.0 Intro Production EngineeringNikhil Batham100% (1)
- GATE 2011 Q& A DraftDocument21 pagesGATE 2011 Q& A DraftNikhil BathamNo ratings yet
- Gate 2006Document25 pagesGate 2006Pradeep RajputNo ratings yet
- Gate 2003Document41 pagesGate 2003Nikhil BathamNo ratings yet
- Gate 2004 PDFDocument37 pagesGate 2004 PDFAkash Km SinghNo ratings yet
- Gate 1999Document14 pagesGate 1999Pradeep RajputNo ratings yet
- Gate 2000Document14 pagesGate 2000Pradeep RajputNo ratings yet
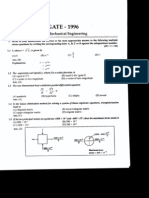
- Gate 1996Document13 pagesGate 1996Pradeep RajputNo ratings yet
- Gate 1997Document13 pagesGate 1997Pradeep RajputNo ratings yet
- Gate 1995Document12 pagesGate 1995Pradeep RajputNo ratings yet
- Gate 1998Document16 pagesGate 1998Pradeep RajputNo ratings yet
- Gate 1994Document16 pagesGate 1994Pradeep RajputNo ratings yet
- Gate 1993Document9 pagesGate 1993Nikhil BathamNo ratings yet
- Material ScienceDocument810 pagesMaterial ScienceNikhil Batham67% (3)
- Gate 1992Document7 pagesGate 1992Jyoti BhaghiNo ratings yet
- IC Engine IES GATE IAS 20 Years Question and AnswersDocument77 pagesIC Engine IES GATE IAS 20 Years Question and AnswersSaajal Sharma96% (26)
- Metrology Solved ExamplesDocument17 pagesMetrology Solved Examplesjoin2ravikantNo ratings yet
- Industrial Engineering by S K MondalDocument318 pagesIndustrial Engineering by S K MondalNikhil Batham100% (7)
- 1 2 Resistance and Special Welding Q A For StudentsDocument10 pages1 2 Resistance and Special Welding Q A For StudentsRavinder AntilNo ratings yet
- Material ScienceDocument810 pagesMaterial ScienceNikhil Batham67% (3)
- ThermoDocument121 pagesThermoNikhil Batham83% (6)
- NC CNC ConventionalDocument8 pagesNC CNC ConventionalNITIN KUMAR SHARMANo ratings yet
- Anderol General BrochureDocument12 pagesAnderol General BrochureepesanoNo ratings yet
- Coventya Pop Sempa 2015Document28 pagesCoventya Pop Sempa 2015LukeNo ratings yet
- Vidya Jyothi Chem Mock TestDocument6 pagesVidya Jyothi Chem Mock TestArko SarkarNo ratings yet
- Chemolube H - Product DescriptionDocument6 pagesChemolube H - Product DescriptionJulio VargasNo ratings yet
- Treatment and Disposal of Residues From Aluminium Dross RecoveryDocument19 pagesTreatment and Disposal of Residues From Aluminium Dross RecoveryopiratsNo ratings yet
- Busgard Geo 15w40Document2 pagesBusgard Geo 15w40Kaly7No ratings yet
- Alkaline Earth MetalsDocument16 pagesAlkaline Earth MetalsSavio SibiNo ratings yet
- Us2160626 1Document3 pagesUs2160626 1خبر عاجل وتحليلاتNo ratings yet
- Pitting-Acceptance or Rejection Pitting-Acceptance or RejectionDocument24 pagesPitting-Acceptance or Rejection Pitting-Acceptance or Rejectionmohammed harrisNo ratings yet
- Synthesis of AspirinDocument3 pagesSynthesis of AspirinShoomyla RashidNo ratings yet
- TLE9 Q1 WK1-editedDocument26 pagesTLE9 Q1 WK1-editedMichael AmoresNo ratings yet
- Boiler Water TreatmentDocument50 pagesBoiler Water Treatmentak_thimiriNo ratings yet
- Organic Chemistry Some Basic Principles and Techniques - WatermarkDocument29 pagesOrganic Chemistry Some Basic Principles and Techniques - WatermarkPrathviraj SinghNo ratings yet
- Pko Cno PDFDocument26 pagesPko Cno PDFmindcrNo ratings yet
- PhysicalDocument70 pagesPhysicalGadde Gopala KrishnaNo ratings yet
- Effect of PH On Corrosion RateDocument8 pagesEffect of PH On Corrosion RateياسرشلالالحسنيNo ratings yet
- Form Four Mock Exams - Basic Math & BiologyDocument142 pagesForm Four Mock Exams - Basic Math & BiologydddNo ratings yet
- Experiment 3 KineticsDocument20 pagesExperiment 3 KineticsNItha100% (1)
- Mastication Is Process During Which The Elastic Rubber Achieves Plastic PropertiesDocument1 pageMastication Is Process During Which The Elastic Rubber Achieves Plastic PropertiesBhubanDip BisWasNo ratings yet
- Emulsified Acid Systems For Oil Well Stimulation A ReviewDocument12 pagesEmulsified Acid Systems For Oil Well Stimulation A ReviewVivek FinoricNo ratings yet
- PaperDocument48 pagesPaperAnonymous MHKrd6RNo ratings yet
- Amendment List-02 To IP 2022Document15 pagesAmendment List-02 To IP 2022SivaNo ratings yet
- Chap4 CALCULATIONS USED IN ANALYTICAL CHEMISTRYDocument20 pagesChap4 CALCULATIONS USED IN ANALYTICAL CHEMISTRYDave Marimon100% (1)
- DegradationDocument14 pagesDegradationEmharion DinNo ratings yet
- Pentose Phosphate PathwayDocument2 pagesPentose Phosphate PathwayIshita SinghNo ratings yet
- 45 - Miscible DisplacementDocument15 pages45 - Miscible Displacementrizal tri susilo67% (3)
- Pheonwj M Spe 0025 1Document48 pagesPheonwj M Spe 0025 1Iksan Adityo Mulyo100% (1)
- 11 Chemistry Notes ch12 Organic Chemistry PDFDocument3 pages11 Chemistry Notes ch12 Organic Chemistry PDFRangbaaz DA FIRENZENo ratings yet
- Stability of Phases The Si-C-N-0 System: Harue Wada, Ming-Jong Wang, and Tseng-Ying Tien"Document4 pagesStability of Phases The Si-C-N-0 System: Harue Wada, Ming-Jong Wang, and Tseng-Ying Tien"radoslavoffNo ratings yet
- Specification Data: Starquick® Self-Locking Pipe ClampDocument6 pagesSpecification Data: Starquick® Self-Locking Pipe ClampأبومحمدالزياتNo ratings yet