Professional Documents
Culture Documents
Lean
Uploaded by
Nilson De Freitas BittencourtCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Lean
Uploaded by
Nilson De Freitas BittencourtCopyright:
Available Formats
REVISTA CINCIAS EXATAS UNIVERSIDADE DE TAUBAT (UNITAU) BRASIL VOL. 17, N.
1, 2011
BALANCEAMENTO DA PRODUO EM UMA CLULA DE MANUFATURA DE AUTOPEAS TUBULARES DE UMA INDSTRIA METALRGICA
Rafael Gussoni (rafaelgussoni@hotmail.com) Giorgio Eugenio Oscare Giacglia (giorgio@unitau.br) Jos Rubens de Camargo (cfbrbi@confab.com.br) UNITAU - Engenharia Mecnica, R. Daniel Danelli, s/n, Jardim Morumby, 12060-440, Taubat/SP
Resumo. O propsito desse artigo servir como um modelo de estudo de caso, onde se mostra por intermdio de melhorias no processo, como o balanceamento enxuto pode ajudar as empresas na busca de um diferencial competitivo frente aos concorrentes. A metodologia consistiu no levantamento de ndices que refletissem a condio inicial, onde se apresenta o balanceamento e a eficincia das operaes. Posteriormente ao levantamento dos ndices, foram pesquisados referenciais tericos, identificadas e implantadas as melhorias e, por fim, analisada a nova condio do balanceamento e eficincia da linha aps a implantao das tcnicas. Como resultado, o material evidencia principalmente as melhorias na produtividade das operaes e eliminao dos gargalos que essas operaes apresentavam. Por meio da aplicao da metodologia enxuta para o balanceamento celular, concluiu-se que a aplicao das melhorias aumentou a produtividade da clula em 8,9% e a mdia da eficincia dos operadores em 5,8% e eliminou 8 horas extras realizadas anteriormente e que passaram a ser desnecessrias. Palavras-Chave: Balanceamento, Produo, Metalrgica, Autopeas tubulares.
1. INTRODUO Slack et al (1999), mostra que nas ltimas dcadas, a globalizao trouxe para os grupos empresariais uma grande possibilidade de expanso em seu mercado consumidor, porm, ao mesmo tempo forou-as a competirem entre si, resultando em uma busca incessante por menores custos e maior qualidade nos produtos e servios. Essa competitividade acarretou vantagens para o consumidor, j que passou a contar com uma gama maior de produtos e servios com menores preos propiciando s empresas uma maior modernizao e desenvolvimento de conceitos antes no praticados. A rea de produo que era considerada apenas como um objeto do planejamento operacional, tornou-se importante na elaborao das estratgias empresariais, buscando vantagens competitivas, onde as organizaes passaram a investir em processos produtivos que alm de atender as expectativas dos clientes, aumentassem a qualidade e eliminassem os desperdcios. fato que a globalizao obriga as empresas a aperfeioarem seus sistemas produtivos, buscando tcnicas mais modernas para melhorarias constantes na qualidade e aumento de produtividade. Obtero maiores condies de sobreviver e ampliar sua atuao no mercado, aquelas empresas que possurem maior flexibilidade para se adequarem s mudanas, aplicando tcnicas de melhoria contnua na produo e desenvolvimento de seus produtos, no deixando de lado a motivao de seus funcionrios. Esse trabalho foi desenvolvido com o foco voltado para reduo de custo por meio da eliminao de desperdcios, para esse caso, utilizada uma ferramenta da manufatura enxuta (balanceamento da linha de produo). Na manufatura enxuta, o balanceamento orienta a distribuio dos elementos de trabalho e procura ocupar todos os operadores durante todo o tempo disponvel takt-time (ritmo de produo), com exceo de um operador em alguns casos. Essa opo enxuta procura concentrar todo o tempo disponvel em apenas um operador, que por sua vez responsvel pela substituio de qualquer outro em sua ausncia. 2. BALANCEAMENTO DE LINHA DE PRODUO E ESTUDO DE TEMPO De acordo com Moreira (1998), balanceamento da linha de produo o fluxo de operaes em uma linha, onde o produto (ou parte dele) dividido e distribudo para que as pessoas executem determinadas operaes em seus postos de trabalho, e esses postos de trabalho, so ocupados por um
REVISTA CINCIAS EXATAS, UNITAU. VOL 17, N. 1, P. 45-53, 2011. Disponvel em http://periodicos.unitau.br/
45
REVISTA CINCIAS EXATAS UNIVERSIDADE DE TAUBAT (UNITAU) BRASIL VOL. 17, N. 1, 2011
determinado nmero de funcionrios responsveis pela execuo de tarefas conforme os estudos de tempos previamente realizados. Para produo enxuta, o incio da produo dado a partir do momento que o cliente solicita o produto. Como lgica, verifica-se que o ritmo da produo enxuta parte da demanda do cliente e repercuti por toda a cadeia de valor do produto, desde os fornecedores de matria-prima at os armazns de produtos acabados. Sendo assim, a principal vantagem que o sistema puxado proporciona a produo somente do que est vendido. Segundo Barnes (1977), o estudo do tempo premissa bsica para balanceamento da linha de produo, pois, por meio dele que se determina o tempo que uma pessoa qualificada, trabalhando em condies normais e num cenrio real, necessita para realizar uma determinada atividade. Esse tempo gasto e normalmente apresentado em minutos chamado de ritmo normal e determinado como tempo padro para as operaes. Com a utilizao do mtodo enxuto, o trabalho fica distribudo uniformemente entre os operadores, com exceo de um cuja carga reduzida zero ou prximo disso. Essa situao concentra e expe o desperdcio em apenas um funcionrio e o torna mais fcil de ser eliminado. Para a distribuio do tempo nas operaes, obtido o tempo de ciclo, ou seja, a mdia dos tempos gerados nas operaes e comparados com o takt-time. Espera-se que o tempo de ciclo tenha a maior eficincia possvel com relao ao takt-time, mesmo que para isso, seja necessria uma redistribuio de operadores na clula durante o processo. Aguiar, Peinado e Graeml (2007), afirmam que a principal dificuldade em balancear uma linha de produo, est na formao de tarefas, ou conjunto de tarefas, que possuam o mesmo tempo de formao. Muitas vezes algumas tarefas no podem ser divididas e algumas tarefas curtas no podem ser agrupadas, o que dificulta o balanceamento. Para Rother e Shook (1998), na produo enxuta o balanceamento das operaes est ligado ao ritmo de produo, que acompanha a velocidade das vendas e conhecido como takt-time. Ou seja, o takt-time o tempo necessrio para produzir um conjunto completo ou um componente, baseado na demanda do cliente. Segundo Iwayama (1997), o takt-time o tempo alocado para a produo de uma pea ou produto em uma clula ou linha. A idia de alocao de um tempo para produo pressupe, naturalmente, que algum aloca; o takt-time no dado absoluto, mas sim determinado. Guinato (2001), mostra conforme mostra a Fig. (1), que o balanceamento tradicional procura igualar os tempos de ciclo de cada trabalhador, dessa forma, cada trabalhador recebe cargas semelhantes de trabalho. O tempo de ciclo o tempo total que um trabalhador necessita para executar todas as operaes alocadas a ele.
Figura 1. Balanceamento das operaes Guinato (2000). O balanceamento das quantidades e dos tipos chamado de uniformizao da carga, no sistema Toyota. A uniformizao da carga do sistema de produo o principal fator para eliminao do desperdcio. Conforme Guinato (2000), um ponto importante na focalizao da produo diz respeito a quanto do processo produtivo pode ser efetivamente organizado por produto dentro de uma estrutura verticalizada. Essa questo est ligada ao balanceamento entre a capacidade de recursos, e a demanda esperada pelos produtos que utilizam esses recursos. Em fbricas novas, esse balanceamento pode ser alcanado com um projeto voltado para o equilbrio dos recursos produtivos, com a demanda negociada com clientes.
REVISTA CINCIAS EXATAS, UNITAU. VOL 17, N. 1, P. 45-53, 2011. Disponvel em http://periodicos.unitau.br/
46
REVISTA CINCIAS EXATAS UNIVERSIDADE DE TAUBAT (UNITAU) BRASIL VOL. 17, N. 1, 2011
Kamada (2007), afirma que, todo esse sistema se estabiliza quando a produo ocorre conforme planejado, ou seja, determina-se o takt-time e os recursos de pessoal, mquina e materiais, necessrios para maior eliminao possvel do desperdcio, sem afetar a segurana ou garantia da qualidade. Para Alvarez e Antunes (2001), o takt-time funciona como elemento central, em dois subsistemas da manufatura que trabalham com fluxos unitrios: na montagem (agregao dos componentes) e internamente nas clulas de produo. O funcionamento da fbrica orquestrado pelo takt-time depende em ambos os subsistemas, da presena de dois elementos: um sistema para comunicao e controle, e um marcador para o ritmo definido pelo takt-time. Segundo Rocha (2005), todo posto operativo ou estao de trabalho, necessita de um determinado tempo para executar sua tarefa, quando os tempos gastos nessas operaes so iguais, podemos dizer que a linha est balanceada, pois, o aumento ou diminuio da produo depende apenas da cadncia ou velocidade definida no sistema, porm, quando esses tempos so diferentes necessrio um estudo adicional. 3. MEDODOLOGIA Para essa pesquisa, foram organizadas etapas orientadas pelas referncias bibliogrficas. Desse modo a estruturao das etapas apresenta-se da seguinte forma: 1- Verificao da condio inicial do balanceamento da clula; 2- Pesquisa bibliogrfica e identificao das tcnicas adequadas para o cenrio estudado; 3- Definio do takt-time, dos gargalos, da eficincia das operaes e implantao das melhorias; 4- Clculo da nova condio da linha aps a implantao das melhorias e anlise dos resultados. Na etapa inicial, foram analisadas as limitaes do estudo, e que nesse caso, foi trabalhar sem a possibilidade de investimentos e, a manuteno da carga horria dos trabalhadores. Nessa etapa ainda foram determinados os ndices a ser estudado de acordo com a bibliografia pesquisada e com os objetivos da empresa. Os dados relativos aos estudos de tempo foram obtidos diretamente na produo, os demais dados foram fornecidos pela empresa. O processamento das informaes foi realizado utilizando como ferramenta uma planilha eletrnica. A etapa seguinte consistiu em analisar a situao inicial, identificar o takt-time, os gargalos que consequentemente so os pontos a serem melhorados, analisar a melhoria possvel no processo visando aumento da produtividade e aplicao das melhorias. A ltima etapa do estudo consistiu em reavaliar o processo, medindo novamente os ndices por meio dos mesmos indicadores, e comparar os resultados obtidos antes e aps a aplicao das melhorias. 4. ESTUDO DE CASO 4.1. Produto O produto estudado um conjunto soldado composto por duas peas tubulares de ao carbono e que, ao seguir por sua linha de manufatura, sofrem diversas transformaes mecnicas, onde o resultado apresentado na Fig. (2). A manufatura do produto realizada em uma linha de uma indstria metalrgica de mdio porte e com aproximadamente 350 funcionrios, localizada na regio da grande So Paulo.
Figura 2. Conjunto soldado composto por duas peas tubulares de ao carbono. REVISTA CINCIAS EXATAS, UNITAU. VOL 17, N. 1, P. 45-53, 2011. Disponvel em http://periodicos.unitau.br/
47
REVISTA CINCIAS EXATAS UNIVERSIDADE DE TAUBAT (UNITAU) BRASIL VOL. 17, N. 1, 2011
4.2. Particularidades do Produto Todas as transformaes sofridas pela matria prima, desde o incio do processo at a manufatura do produto final, fazem com que essa pea tenha um nvel de dificuldade de manufatura elevado. O produto final um subcomponente de um conjunto maior. Nesse conjunto, so montadas vrias outras peas por todo o corpo do produto estudado, dessa forma, praticamente todo seu permetro deve ser cuidadosamente controlado. Grande parte do know-how necessrio para o processamento do produto est em prever o comportamento do produto aps as transformaes de cada operao, achatamento, expanso, estampagem, dobra e solda. 4.3. Processo de Manufatura Processo de manufatura do produto estudado composto por 12 operaes que agregam valor e so os focos do estudo, alm de mais 12 operaes de inspeo por poka-yoke, ou dispositivos de controle dimensional, subseqentes s operaes de manufatura, a fim de garantir a especificao dimensional realizada na operao, em 100% dos produtos. possvel visualizar rapidamente o processo de manufatura por meio do diagrama de fluxo de processo, conforme mostra a Fig. (3).
Figura 3. Fluxograma do processo de manufatura. 4.4. Aplicao das Tcnicas Enxutas Com o decorrer do tempo, comum encontrar as clulas de manufatura desbalanceadas, situao de certa forma esperada, pois, o balanceamento inicial idealizado de forma terica antes mesmo de a linha existir. Sendo assim, necessrio executar uma nova cronometragem dos postos operativos, evidenciando dessa forma, os gargalos e esperas do processo. Aps a nova cronometragem dos tempos de mquinas, em seus respectivos postos operativos, se obtem o balanceamento atual da clula conforme Fig. (4) e que representa tambm um ndice de REVISTA CINCIAS EXATAS, UNITAU. VOL 17, N. 1, P. 45-53, 2011. Disponvel em http://periodicos.unitau.br/ 48
REVISTA CINCIAS EXATAS UNIVERSIDADE DE TAUBAT (UNITAU) BRASIL VOL. 17, N. 1, 2011
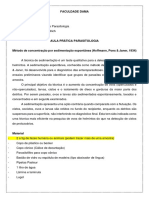
produtividade. O grfico mostra tambm o takt-time para as 2200 peas solicitadas pelo cliente e produzidas em um turno de 7,3 horas dirias em seis dias por semana de trabalho. Utilizando o conceito enxuto, a carga de trabalho para os operadores deve ser distribuda igualmente e com eficincia prxima a do takt-time, isso, eventualmente com exceo de um operador, que assume a responsabilidade de substituir quando necessrio os demais operadores em descansos peridicos ou afastamentos por necessidades pessoais. No caso dessa clula essas atividades so realizadas por um lder de produo.
Figura 4. Balanceamento da clula (peas produzidas por operao por hora). O grfico mostra que as operaes 30-40, 60, 90 e 120 apresentam valores de produtividade muito abaixo do takt-time. A Fig. (5) apresenta o grfico de eficincia atual dos operadores em cada posto operativo. Por meio desse grfico, verifica-se que alguns postos tm baixa eficincia e que atualmente so cobertos por horas-extras dirias, que formam um pulmo e abastecem a produo durante o processo.
Figura 5. Balanceamento da clula (peas produzidas por operao por hora). Nota-se na Fig. (5) que os colaboradores das operaes 30-40, 60, 90 e 120, trabalham com eficincia mais prxima de 100%, isso porque so mais exigidos durante a produo, sendo uma forma de compensar a menor produtividade nessas operaes. O balanceamento celular pode ser aplicado em uma linha de produo, assim como em uma linha de montagem, com o objetivo comum de eliminar os gargalos e esperas durante o processo, alm de evitar doenas do trabalho por esforos repetitivos que afetam de maneira negativa a produo, gerando um ndice elevado de absentesmo e sobrecarregam demais os operadores influenciando dessa forma em sua eficincia. Quando essa tcnica aplicada em uma linha de montagem, predominam os tempos manuais (ritmo dos operadores) e conseqentemente mais flexvel o balanceamento. Para a aplicao em uma linha de produo, os tempos de mquina nem sempre podem ser alterados e so determinantes para definir o tempo da operao exigindo maior eficincia dos operadores.
REVISTA CINCIAS EXATAS, UNITAU. VOL 17, N. 1, P. 45-53, 2011. Disponvel em http://periodicos.unitau.br/
49
REVISTA CINCIAS EXATAS UNIVERSIDADE DE TAUBAT (UNITAU) BRASIL VOL. 17, N. 1, 2011
Esse balanceamento quando em produo, realizado em funo do ritmo ou cadncia da produo, relacionado diretamente pelos equipamentos produtivos do setor. Dessa forma, foram realizados kaizens nos ferramentais referentes aos postos operativos onde a produtividade era menor. Os principais esforos para balanceamento da linha de produo foram direcionados pelos ndices de produtividade, cuja melhoria um dos focos principais do trabalho. A partir desse ponto, a linha foi balanceada analisando as medidas de desempenho da clula, ou seja, quantidade de peas produzidas por hora em cada operao, tomando aes para o balanceamento da linha e eliminao dos gargalos. Aps remanejamento da linha, agrupamento das operaes possveis, treinamento de operadores para trabalhar em multi-funes e definio do takt-time com a mdia de produo de encontrada de 302 peas por hora por operao, fica claro a necessidade de aes nos ferramentais dos postos operativos onde a produtividade estava muito abaixo de 302 peas por hora a fim de nivelar o balanceamento da linha. 4.4. Melhorias no Processo A Fig. (4) torna-se a mais representativa na escolha das melhorias a serem executadas na operao de balanceamento, que apresentou uma produtividade bem abaixo da mdia nas operaes 30/40, 60, 90 e 120. Essas etapas do processo so os focos das melhorias, onde se procura alcanar um balanceamento celular mais uniforme. 4.4.1. Melhoria no processo de estampagem OP 30 e 40 Essa operao inicialmente era realizada em duas etapas, onde na primeira etapa o produto era posicionado na ferramenta, e em um ciclo de operao da prensa o ferramental executa um pr-furo, em seguida a pea retirada, rotacionada 180 graus, reposicionada e a operao finalizada executando a furao completa da pea, dessa forma, so necessrios dois ciclos da prensa para obter uma pea com a operao completa. A melhoria executada nessa operao trata-se da execuo da operao completa utilizando apenas um ciclo da prensa. Para isso foi projetado novo ferramental, onde so posicionadas duas peas ao mesmo tempo, nesse ciclo nico, o ferramental executa o pr-furo na primeira pea e a concluso do furo da segunda pea simultaneamente. 4.4.2. Melhoria no processo de curvamento da pea OP 60 A operao responsvel pela execuo da curva da pea apresentava baixa produtividade e um ndice elevado de retrabalhos e consequentemente refugos. A curvadeira utilizada nessa operao uma mquina dedicada, foi realizada uma manuteno completa do equipamento e implantado dispositivos posicionadores pneumticos de rpida operao. Esses posicionadores pneumticos aumentaram a rapidez com que a mquina era preparada para processamento, alm de garantir a fixao adequada, no permitindo a movimentao da pea antes ou no incio da operao, melhorando tambm a qualidade dos produtos manufaturados. 4.4.3. Melhoria na operao de rebarbao. OP 90 Do mesmo modo como a operao 60, a operao de rebarbar a pea era carente de melhorias para aumentar a produtividade e qualidade dos produtos. A rebarbao apresentava baixa produtividade e nvel elevado de refugo, pois dependia unicamente da habilidade dos operadores que hora poderiam rebarbar exageradamente uma pea ou deixar pontos falhos. Foi implantada nessa operao uma mesa com eixos fixos que referenciam a montagem da pea no dimetro rebarbado, dessa forma os operadores podem conferir instantaneamente se o material que necessita ser retirado foi removido, e no desperdiam tempo rebarbando onde no necessrio. Para essa operao foram realizados estudos a fim de execut-la por meio de um dispositivo automtico, porm essa alternativa foi descartada pela necessidade de investimentos. 4.4.4. Aumento de produtividade e eficincia de dispositivo de controle. OP 120 A operao de calibrao e inspeo final apresentava baixa produtividade na etapa de inspeo dos produtos, pois, aps posicionar a pea no dispositivo final, necessrio o controle de sete caractersticas diferentes, por meio de ferramentas passa-no-passa junto ao dispositivo. Com o objetivo de melhorar a produtividade nessa operao, foram realizadas alteraes no dispositivo facilitando seu REVISTA CINCIAS EXATAS, UNITAU. VOL 17, N. 1, P. 45-53, 2011. Disponvel em http://periodicos.unitau.br/ 50
REVISTA CINCIAS EXATAS UNIVERSIDADE DE TAUBAT (UNITAU) BRASIL VOL. 17, N. 1, 2011
manuseio e melhorando a vida til com a diminuio de seu desgaste. Foram adicionados rolamentos na parte mvel para facilitar a operao e diminuir o desgaste. A Fig. (6) mostra o grfico do balanceamento da clula aps aplicao do conceito enxuto e aplicao das melhorias nos ferramentais, verificando que o nivelamento est com a mdia mais prxima do takt time da produo. Com a flexibilizao de operadores na clula, as horas extras necessrias para formar um pulmo de peas que abasteceria a linha durante o processo foram eliminadas. A flexibilizao ocorreu principalmente nas etapas de inspeo das peas que so realizadas de acordo com um plano de amostragem, e em mdia so executadas em uma pea a cada 25 peas produzidas.
Figura 6. Balanceamento da clula (peas produzidas por operao por hora). Os operadores cuja eficincia tem melhor resultado (operaes 20, 30-40, 50, 80 e 110) devido s caractersticas da operao que realizam, executam a inspeo tanto em seus postos operativos, quanto em postos operativos que ainda apresentam eficincia menor (operaes 60, 70 90 e 120). A situao na clula tambm dinmica, pois so realizados rodzios em momentos preestabelecidos para minimizar os efeitos que a fadiga exerce nos operadores. Quando esse operador no est executando essas operaes, o seu tempo que seria ocioso tomado por atividades do programa 5S adotado pela empresa. Na Fig. (7) apresentado o grfico de eficincia dos operadores em seus respectivos postos operativos, aps a aplicao do conceito enxuto e melhorias no ferramental para 2200 peas produzidas por dia.
Figura 7. Eficincia operacional. Atribui-se ao melhor equilbrio e aumento da eficincia dos operadores da clula, os rodzios dos operadores nos postos operativos, fator que auxilia na diminuio da fadiga e, consequentemente, aumento da produtividade.
REVISTA CINCIAS EXATAS, UNITAU. VOL 17, N. 1, P. 45-53, 2011. Disponvel em http://periodicos.unitau.br/
51
REVISTA CINCIAS EXATAS UNIVERSIDADE DE TAUBAT (UNITAU) BRASIL VOL. 17, N. 1, 2011
Os principais resultados observados na prtica, aps a aplicao da metodologia enxuta foram: Flexibilidade dos operadores na clula, diminuindo os gargalos e as esperas entre as operaes; Melhoria na uniformizao da carga de trabalho dos operadores e aumento da eficincia nos postos operativos; Menor impacto negativo em situaes de absentesmo, pois vrios operadores poderiam assumir a mesma funo; Eliminao de horas extras que eram responsveis pelo suprimento de produtos em operaes cuja produtividade era menor; Aumento da produtividade, pois foi minimizado o fator de fadiga quando implantado o sistema de rodzio nos postos operativos. Como o tempo de mquina influi de forma limitante para o balanceamento celular em uma linha de produo, as melhorias nos ferramentais nas operaes 30/40, 60, 90 e 120, foram fundamentais para o aumento da produtividade nessas operaes, e possibilitaram uma suavizao do balanceamento, conforme mostra a Fig. (8).
Figura 8. Comparao do balanceamento antes e depois das melhorias. 5. CONCLUSES Por meio da aplicao da metodologia enxuta para o balanceamento celular, concluiu-se: A aplicao das melhorias nas operaes 30-40, 60, 90 e 120, aumentou em 8,9% a produtividade na clula. A eficincia dos operadores aumentou em mdia de 84,5% para 89,4%, representando uma melhoria de 5,8% na mdia. Foram eliminadas em mdia 8 horas extras realizadas diariamente, que antes eram necessrias para abastecer a produo durante o processo. Este trabalho mostrou que o mtodo que utiliza as tcnicas enxutas e seus conceitos mais eficiente na busca pela eliminao de desperdcios no processo e aumento da produtividade, isso em comparao ao mtodo tradicional, que por sua vez, facilita a omisso de desperdcios durante o processo, dificultando assim sua eliminao. Fica claro tambm que a aplicao do conceito enxuto para efetuar o balanceamento orientado pelo takt-time um importante indicador que auxilia o atendimento da programao da produo. Apesar de se tratar de um caso especial, acredita-se que a metodologia e as tcnicas utilizadas possam ser aplicadas em cenrios industriais semelhantes, onde o objetivo principal do estudo seja a melhoria de um determinado processo produtivo. esperado que este trabalho tenha valia para aplicaes similares no mesmo setor ou mesmo em outros segmentos, visto que no cenrio industrial, a globalizao acirrou a concorrncia e no permite a sobrevivncia de empresas, cujo processo no seja o mais enxuto e produtivo possvel. REVISTA CINCIAS EXATAS, UNITAU. VOL 17, N. 1, P. 45-53, 2011. Disponvel em http://periodicos.unitau.br/
52
REVISTA CINCIAS EXATAS UNIVERSIDADE DE TAUBAT (UNITAU) BRASIL VOL. 17, N. 1, 2011
6. REFERNCIAS Aguiar G. F., Peinado J., Graeml A. R. (2007) Simulaes de arranjos fsicos por produto e balanceamento de linha de produo: O estudo de um caso real no ensino para estudantes de engenharia. XXXV Congresso Brasileiro de Educao em Engenharia. Alvarez R. R., Antunes J. A. V. (2001) Takt-time: Conceitos e Contextualizao Dentro do Sistema Toyota de Produo - GESTO & PRODUO v.8, n.1, p.1-18. Barnes R. M. (1977) Estudo de Movimentos e de Tempos. 6a. ed. So Paulo: Edgard Blucher. Guinato P. (2000) Produo & Competitividade: Aplicaes e Inovaes. Iwayama H. (1997) Basic Concept of Just-in-time System, mimeo, IBQP-PR, Curitiba, PR. Kamada S. (2007) Estabilidade na Produo da Toyota do Brasil. Acesso em: 06/maio/2007. Disponvel em www.lean.org.br/download/artigo_44.pdf. Moreira D. A. (1998) Administrao da Produo e Operaes. 3a. ed. So Paulo: Editora Pioneira. Rocha D. R. (2005) Balanceamento de linha Um enfoque simplificado: Material preparado por Dulio Reis da Rocha em 14/04/2005. Acesso em 20/abril/2008. Disponvel em http://www.fa7.edu.br.rea7/artigos/volume2/artigos/read3.doc. Rother M., Shook J. (1998) Learning to see Value Stream mapping to Add Value and Eliminate Muda. The Lean Enterprose Institue, MA, USA. Slack N., Chambers S., Harland C., Harison A., Johnston R. (2003) Administrao da Produo. 3. ed. So Paulo: Atlas. DIREITOS AUTORAIS O (s) autor (s) (so) o (s) nico (s) responsvel pelo contedo do material impresso includo neste trabalho.
REVISTA CINCIAS EXATAS, UNITAU. VOL 17, N. 1, P. 45-53, 2011. Disponvel em http://periodicos.unitau.br/
53
You might also like
- Manual Central Light CP2000 PDFDocument2 pagesManual Central Light CP2000 PDFAltair ChavesNo ratings yet
- Relatório de Estágio em Plantão Psicológico Escolar e SocialDocument9 pagesRelatório de Estágio em Plantão Psicológico Escolar e Socialanon_128150140No ratings yet
- Como criar seu primeiro site dinâmico com PHPDocument11 pagesComo criar seu primeiro site dinâmico com PHPCarlos Alberto M CostaNo ratings yet
- 293 Questões para PortuguesDocument273 pages293 Questões para PortuguesNilton Júnior100% (1)
- FSR500 ManualDocument148 pagesFSR500 ManualLeandro instruments musicNo ratings yet
- Mecanismo de Crise Psicológica Sílvia Campino P 2Document38 pagesMecanismo de Crise Psicológica Sílvia Campino P 2Carmo de SousaNo ratings yet
- Material 1 - 10-12-18Document4 pagesMaterial 1 - 10-12-18Larissa MesquitaNo ratings yet
- Procedimento: Rev. G Out / 99Document6 pagesProcedimento: Rev. G Out / 99Torus EngenhariaNo ratings yet
- Certificado Digital EmissãoDocument3 pagesCertificado Digital EmissãoNiltonNo ratings yet
- Relatório de Estágio NATALINA - 2023Document44 pagesRelatório de Estágio NATALINA - 2023Silvio MendesNo ratings yet
- Agravo de Instrumento sobre rescisão contratual e arresto de bens em caso de investimento em criptomoedasDocument11 pagesAgravo de Instrumento sobre rescisão contratual e arresto de bens em caso de investimento em criptomoedasgddcaNo ratings yet
- Circular InformativaDocument2 pagesCircular InformativaMarta SilvaNo ratings yet
- Matemática Básica (Nivelamento)Document158 pagesMatemática Básica (Nivelamento)Mag MagnocesarNo ratings yet
- 28 - EletroquímicaDocument21 pages28 - EletroquímicaLuis cordeiroNo ratings yet
- As Gurias Normais Do Curso NormalDocument103 pagesAs Gurias Normais Do Curso NormalPollyana Ribeiro FerrazNo ratings yet
- Fichamento o Capital II III IV VDocument4 pagesFichamento o Capital II III IV VGabriel SantosNo ratings yet
- Método de concentração por sedimentação espontânea para detecção de parasitas em amostras fecaisDocument6 pagesMétodo de concentração por sedimentação espontânea para detecção de parasitas em amostras fecaisBruno da Silva PrestesNo ratings yet
- (IME) Distribuição EletronicaDocument2 pages(IME) Distribuição Eletronicalia junsNo ratings yet
- 426 RevisaoDocument9 pages426 RevisaoFábio VinholyNo ratings yet
- Procuração para cobrança judicialDocument4 pagesProcuração para cobrança judicialJunior GlassNo ratings yet
- A visão futurista de Agostinho Neto refletida em seu discurso poéticoDocument11 pagesA visão futurista de Agostinho Neto refletida em seu discurso poéticoCordeiro De Mero El-TchissinguiNo ratings yet
- RPS emitido por serviços de processamento de dadosDocument1 pageRPS emitido por serviços de processamento de dadosRodrigo FerrariNo ratings yet
- ebcf6f3e493958134df9ff7bad003014Document21 pagesebcf6f3e493958134df9ff7bad003014guicqpNo ratings yet
- Processo de Extrusao de PlasticoDocument9 pagesProcesso de Extrusao de Plasticosfleandro_67No ratings yet
- Aula 1 Inicial e Introdução FenômenosDocument3 pagesAula 1 Inicial e Introdução FenômenosJaqueline SoaresNo ratings yet
- Reações e expectativas da família no primeiro contacto com o internamento psiquiátricoDocument141 pagesReações e expectativas da família no primeiro contacto com o internamento psiquiátricoMafaldaGomesNo ratings yet
- Avaliação autoavaliação Técnico Auxiliar SaúdeDocument2 pagesAvaliação autoavaliação Técnico Auxiliar SaúdeLeticia AraújoNo ratings yet
- Aula00 Information Week Brasil Ed.208Document100 pagesAula00 Information Week Brasil Ed.208Carlos Eduardo MoscardiniNo ratings yet
- Crown Xti PDFDocument14 pagesCrown Xti PDFTatty GonçalvesNo ratings yet
- Obso ResDocument3 pagesObso ResDeusirene AparecidaNo ratings yet