You might also like
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- StandardsDocument74 pagesStandardsFlo Mirca0% (1)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- StandardsDocument74 pagesStandardsGaurav Kumar100% (1)
- Intro To Electrical Apparatus and DevicesDocument57 pagesIntro To Electrical Apparatus and Devicesrjaymigrins30No ratings yet
- High Voltage Direct Current Transmission: Converters, Systems and DC GridsFrom EverandHigh Voltage Direct Current Transmission: Converters, Systems and DC GridsNo ratings yet
- Power Inverter: Inverter (Logic Gate) Inverter (Disambiguation) Improve This Article Adding Citations To Reliable SourcesDocument20 pagesPower Inverter: Inverter (Logic Gate) Inverter (Disambiguation) Improve This Article Adding Citations To Reliable Sourcesaravindan476No ratings yet
- AcDocument57 pagesAcgalaforniaNo ratings yet
- Specifier's Guide: Line Installation and Protective Equipment Master Catalog 5 KV - 35 KV Electrical Distribution SystemsDocument64 pagesSpecifier's Guide: Line Installation and Protective Equipment Master Catalog 5 KV - 35 KV Electrical Distribution Systemssincos1983No ratings yet
- PSBDDocument7 pagesPSBDKartik KhergadeNo ratings yet
- Chattishgarh State Power: Transmission Company LimitedDocument32 pagesChattishgarh State Power: Transmission Company LimitedMohit ThakurNo ratings yet
- Course: Manufacturing Science Lecture No.: 15 Arc Welding Power SourceDocument10 pagesCourse: Manufacturing Science Lecture No.: 15 Arc Welding Power SourcezombieNo ratings yet
- Ac To DC Converter WITH CKTDocument46 pagesAc To DC Converter WITH CKTRitesh Gupta100% (3)
- SMPS SowmiyaDocument24 pagesSMPS SowmiyaAntoro Toro0% (1)
- Variable Transformers for Large KVA RequirementsDocument9 pagesVariable Transformers for Large KVA RequirementsKptt LogeswaranNo ratings yet
- Arc Welding Power SourceDocument22 pagesArc Welding Power SourceMayank SinglaNo ratings yet
- Miller Submerged Arc HandbookDocument32 pagesMiller Submerged Arc Handbookbjrhunter0% (1)
- InverterDocument15 pagesInverterSarmista SenguptaNo ratings yet
- 4-Applying VFD On A Generator Power Source-75 KBDocument8 pages4-Applying VFD On A Generator Power Source-75 KBGORANVEL100% (1)
- Topic 4 - InverterDocument9 pagesTopic 4 - InverterAvinesh ChandNo ratings yet
- Introduction Power SupplyDocument46 pagesIntroduction Power SupplyYsrael M. TatlonghariNo ratings yet
- Brushless ALTERNATOR Customer TrainingDocument61 pagesBrushless ALTERNATOR Customer TrainingSunny Yadav100% (1)
- Resonant DC-DC ConvertingDocument21 pagesResonant DC-DC ConvertingSanthoshNo ratings yet
- Disconnectors and Earthing Switches: For Applications From 72.5 KV To 420 KVDocument36 pagesDisconnectors and Earthing Switches: For Applications From 72.5 KV To 420 KVAndrea AtzeniNo ratings yet
- ARC WELDING POWER SOURCES EXPLAINEDDocument16 pagesARC WELDING POWER SOURCES EXPLAINEDFahad AliNo ratings yet
- Selecting and Using Transducers For The Measurement of Electric Power, Voltage, and CurrentDocument34 pagesSelecting and Using Transducers For The Measurement of Electric Power, Voltage, and CurrentPAUL BALLARTANo ratings yet
- Asterion Ac Series Datasheet Rev 062922Document33 pagesAsterion Ac Series Datasheet Rev 062922ahs23No ratings yet
- Introduction To Ac Apparatus and DevicesDocument57 pagesIntroduction To Ac Apparatus and Devicesteodoro berouNo ratings yet
- Fcaw & Saw W: EldingDocument47 pagesFcaw & Saw W: Eldingprabhatkumar_6657012No ratings yet
- HVDC Lecture HighlightsDocument69 pagesHVDC Lecture HighlightsabhilashNo ratings yet
- Introduction To Power Electronics ConvertersDocument31 pagesIntroduction To Power Electronics Convertersحسن علي جاسمNo ratings yet
- Presented By: Sibaram Padhy Konark Institute of Science and Technology (Kist) REGD NO:-0801214280Document16 pagesPresented By: Sibaram Padhy Konark Institute of Science and Technology (Kist) REGD NO:-0801214280Dev KumarNo ratings yet
- Power Source Lecture 1Document8 pagesPower Source Lecture 1Sutanwi LahiriNo ratings yet
- Substation Overview: Power System Analysis Seminar Prepared By:barhav Sarbast Date:14/1/2014Document13 pagesSubstation Overview: Power System Analysis Seminar Prepared By:barhav Sarbast Date:14/1/2014Barhav SarbastNo ratings yet
- MTG 5MW Technical Specifications EFE 10292016Document1 pageMTG 5MW Technical Specifications EFE 10292016Anonymous wze4zUNo ratings yet
- Module 4 (A) : Controlled RectifiersDocument22 pagesModule 4 (A) : Controlled RectifiersAishwarya PKamatagiNo ratings yet
- AT3600 Strength To StrengthDocument13 pagesAT3600 Strength To StrengthUbaldo Juarez0% (1)
- 11 SubstationDocument13 pages11 SubstationYogesh BadheNo ratings yet
- Everything about invertersDocument21 pagesEverything about invertersSuneet MalhotraNo ratings yet
- Arteche Ds Trfmvguide enDocument248 pagesArteche Ds Trfmvguide enKim ChanNo ratings yet
- Welding Power SupplyDocument3 pagesWelding Power SupplyDeepak Kumar Kant KesriNo ratings yet
- EE122 - Chapter 1Document16 pagesEE122 - Chapter 1k tine23No ratings yet
- Z-Source Converters Overcome LimitationsDocument12 pagesZ-Source Converters Overcome Limitationsravirnjn88No ratings yet
- EASUN REYROLLE CAPACITOR BANK PROTECTIONDocument32 pagesEASUN REYROLLE CAPACITOR BANK PROTECTIONnadeem Uddin100% (1)
- Reactive Power VmanagementDocument6 pagesReactive Power VmanagementKOLANJINATHANNo ratings yet
- Mini Cat STD 2010Document6 pagesMini Cat STD 2010trash54No ratings yet
- Assignment 04Document3 pagesAssignment 04Ali MoaazNo ratings yet
- Online UPSDocument25 pagesOnline UPSاحمد العبيديNo ratings yet
- Types of Arc Welding Power Sources - 0Document7 pagesTypes of Arc Welding Power Sources - 0Faiz AhmedNo ratings yet
- L33A - Power CharacteristicsDocument19 pagesL33A - Power CharacteristicsArshpreet SinghNo ratings yet
- Cooper 5 KV35 KVElectrical Distrib SysDocument64 pagesCooper 5 KV35 KVElectrical Distrib Sysjahosolaris5512No ratings yet
- T 670Document2 pagesT 670istenicNo ratings yet
- Electrical System DesignDocument8 pagesElectrical System DesignTihomir MarkovicNo ratings yet
- Arteche Ds Trfmvguide enDocument199 pagesArteche Ds Trfmvguide enthyago_hcNo ratings yet
- DR TutkaneDocument66 pagesDR Tutkanesaisrikanths5168No ratings yet
- 3 Level InverterDocument63 pages3 Level InverterThirumal ValavanNo ratings yet
- Manual Metal Arc WeldingDocument12 pagesManual Metal Arc WeldingShashank SalunkheNo ratings yet
- An Ode To SilenceDocument1 pageAn Ode To SilenceSamNo ratings yet
- Turbine ErectionDocument131 pagesTurbine ErectionSam92% (12)
- Recording, Reporting of OutputDocument30 pagesRecording, Reporting of OutputSam100% (3)
- NeedsDocument66 pagesNeedsSamNo ratings yet
- User PPT Acmotors1Document88 pagesUser PPT Acmotors1SamNo ratings yet
- L-2 Presentation Gen Mech AuxDocument36 pagesL-2 Presentation Gen Mech AuxSam100% (1)
- Design & Construction Features of TurbogeneratorsDocument92 pagesDesign & Construction Features of TurbogeneratorsArpit Kumar100% (1)
- Water Circulation SystemDocument37 pagesWater Circulation SystemSam50% (2)
- Water Circulation SystemDocument37 pagesWater Circulation SystemSam50% (2)
- StepsDocument62 pagesStepsSam100% (1)
- Overview of Hydro Power ProjectDocument21 pagesOverview of Hydro Power ProjectSamNo ratings yet
- Ppe DisDocument12 pagesPpe DisSam100% (1)
- Turbine ErectionDocument131 pagesTurbine ErectionSam92% (12)
- L-03 Spring Loaded Foundation-PresentationDocument34 pagesL-03 Spring Loaded Foundation-PresentationSam100% (1)
- Automatic Turbine Tester EeDocument17 pagesAutomatic Turbine Tester EeSam100% (1)
- Infrastructure in Power Project 1Document51 pagesInfrastructure in Power Project 1SamNo ratings yet
- Introduction To Turbovisory InstrumentsDocument40 pagesIntroduction To Turbovisory InstrumentsSam0% (1)
- Generator CommissioningDocument90 pagesGenerator CommissioningSam94% (18)
- Generator ClassDocument93 pagesGenerator ClassSam100% (5)
- Boiler Erection PDFDocument44 pagesBoiler Erection PDFShankar Jha100% (1)
- Feedwater SystemDocument70 pagesFeedwater SystemishanpahwaNo ratings yet
- Causes, Factors, CostDocument37 pagesCauses, Factors, CostSamNo ratings yet
- Equipment at HPSDocument60 pagesEquipment at HPSSam100% (1)
- Automatic Turbine TestorDocument26 pagesAutomatic Turbine TestorSam100% (2)
- KWU Turbine SystemDocument90 pagesKWU Turbine Systemvenukumare100% (6)
- DuctDocument100 pagesDuctSam100% (2)
- Accident - Causes & FactorsDocument38 pagesAccident - Causes & FactorsSam100% (1)
- 1 Elect ActuatlorDocument29 pages1 Elect ActuatlorSamNo ratings yet
- KWU Text GoverningDocument43 pagesKWU Text GoverningSam100% (2)
- Electrical-Engineering-portal.comDocument5 pagesElectrical-Engineering-portal.comJayadevDamodaranNo ratings yet
- Fotovoltaica de Acuerdo A NECDocument27 pagesFotovoltaica de Acuerdo A NECarmisterioNo ratings yet
- ps100 User Manual en - v7Document70 pagesps100 User Manual en - v7diogo_airjNo ratings yet
- Advantage & Technical DataDocument7 pagesAdvantage & Technical Dataratneshsrivastava7No ratings yet
- Product Data Sheet: Busbars - B80 - Sepam Series 80Document2 pagesProduct Data Sheet: Busbars - B80 - Sepam Series 80Gustavo SotoNo ratings yet
- Offshore Substations Electrical Equipment GL - Iv-7-5 - e PDFDocument90 pagesOffshore Substations Electrical Equipment GL - Iv-7-5 - e PDFluluNo ratings yet
- Wiring Electrical Circuits PDFDocument86 pagesWiring Electrical Circuits PDFaathavan1991100% (2)
- Chapter 6 WORK AND KINETIC ENERGYDocument4 pagesChapter 6 WORK AND KINETIC ENERGYThịnhh ĐứcNo ratings yet
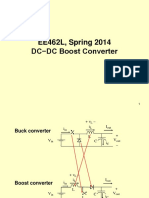
- DC DC Boost ConverterDocument21 pagesDC DC Boost Converterrokbraihan2No ratings yet
- FilterDocument8 pagesFilterVivek SanadhyaNo ratings yet
- ACTOM MV GMA - SingleDocument4 pagesACTOM MV GMA - SingleDevon Antony HeuerNo ratings yet
- Existing Primary Substation Plans: Cost (1000US$)Document80 pagesExisting Primary Substation Plans: Cost (1000US$)KelvinNo ratings yet
- Svs Modeling Wecc 2011Document91 pagesSvs Modeling Wecc 2011Mj Tichy H100% (1)
- Eaton 93PM UPS 30-200 KW Users and Installation Guide en P164000249 Rev 4 FinalDocument128 pagesEaton 93PM UPS 30-200 KW Users and Installation Guide en P164000249 Rev 4 FinalAugusto Francisco Diaz LaraNo ratings yet
- Waukesha LTC TheoryDocument60 pagesWaukesha LTC TheoryElafan100% (1)
- Lecture Note - Dr. KB Mohanty - Vector Control of Induction Generators in Wind Energy Conversion Systems PDFDocument61 pagesLecture Note - Dr. KB Mohanty - Vector Control of Induction Generators in Wind Energy Conversion Systems PDFMurli ManoharNo ratings yet
- DVRDocument18 pagesDVRSanjay GowdaNo ratings yet
- Toroidal Type: ARF5/N1 - ARF5/N2Document10 pagesToroidal Type: ARF5/N1 - ARF5/N2『ɠl』 ༒հedocᛝNo ratings yet
- Thota Praneeth: Areas of InterestDocument2 pagesThota Praneeth: Areas of InterestPraneeth ThotaNo ratings yet
- Capacitor Bank Installation and Maintenance ManualDocument9 pagesCapacitor Bank Installation and Maintenance Manualmel perezNo ratings yet
- Current BillDocument1 pageCurrent BillArvind KumarNo ratings yet
- Rme April 2019 Exam 3 Key PDFDocument7 pagesRme April 2019 Exam 3 Key PDFJevan CalaqueNo ratings yet
- Technical ProposalDocument42 pagesTechnical ProposalOanh Nguyen50% (2)
- Impact of Transformer Inrush Current On Grid CodeDocument7 pagesImpact of Transformer Inrush Current On Grid CodeUTSHAB GHOSHNo ratings yet
- Scott Transformer Application With Differential Protection SIPROTEC 7UT8Document17 pagesScott Transformer Application With Differential Protection SIPROTEC 7UT8Kanagaraj RaviNo ratings yet
- Catalogo 24kV 2008 PDFDocument42 pagesCatalogo 24kV 2008 PDFJuan E Torres MNo ratings yet
- CONTRIBUTE PATH - 514-FlickerDocument17 pagesCONTRIBUTE PATH - 514-FlickerMat MaxNo ratings yet
- 01 - Luzon GridDocument4 pages01 - Luzon Gridmommy uwuNo ratings yet
- Application of IBR to Equipment and PipelinesDocument3 pagesApplication of IBR to Equipment and PipelinesAlanka PrasadNo ratings yet
- Section 1-General InformationDocument1 pageSection 1-General InformationMaricruz RochaNo ratings yet