You might also like
- Dmaic Standard Work Template: ControlDocument17 pagesDmaic Standard Work Template: Controlbbolden1100% (1)
- Project Reviews and Examples: © 2001 Conceptflow 0Document36 pagesProject Reviews and Examples: © 2001 Conceptflow 0Michael WuNo ratings yet
- Reliability Analysis and Plans for Successive Testing: Start-up Demonstration Tests and ApplicationsFrom EverandReliability Analysis and Plans for Successive Testing: Start-up Demonstration Tests and ApplicationsNo ratings yet
- The Ten Commandments of Quality Management: Best Practices to Develop New Leaders and Create a Quality EnvironmentFrom EverandThe Ten Commandments of Quality Management: Best Practices to Develop New Leaders and Create a Quality EnvironmentNo ratings yet
- Cost of Poor QualityDocument19 pagesCost of Poor QualityAnkur DhirNo ratings yet
- DMAIC TemplateDocument39 pagesDMAIC Templateunknown139No ratings yet
- Mistake-Proofing (Poka-Yoke) : Presented To: Prof. Raj Mukundan Group Number-12Document25 pagesMistake-Proofing (Poka-Yoke) : Presented To: Prof. Raj Mukundan Group Number-12resho87100% (1)
- Lean ImplementationDocument28 pagesLean ImplementationJacob EdwardsNo ratings yet
- Basic 7 Tools of QualityDocument31 pagesBasic 7 Tools of Qualityapi-3835934100% (2)
- 1.5 LSS Quality Files Bus. Risk ManagementDocument81 pages1.5 LSS Quality Files Bus. Risk ManagementMurrell J RizonNo ratings yet
- World Cls MFGDocument40 pagesWorld Cls MFGHarshad SawantNo ratings yet
- KPMG Lean Six Sigma CDP - Institutes - 2Document23 pagesKPMG Lean Six Sigma CDP - Institutes - 2sharlinsdgmailcomNo ratings yet
- 5) Business Objectives As Notes 2018 (D)Document13 pages5) Business Objectives As Notes 2018 (D)CRAZYBLOBY 99No ratings yet
- Problem Solving - PdcaDocument61 pagesProblem Solving - PdcaNurul HidayahNo ratings yet
- MSA Case StudiesDocument10 pagesMSA Case StudiesMuthuswamyNo ratings yet
- Bonacorsi Consulting Improve Master TemplateDocument30 pagesBonacorsi Consulting Improve Master TemplateSteven Bonacorsi100% (5)
- 6 Sigma Project Selection GuidelinesDocument7 pages6 Sigma Project Selection Guidelineschteo1976No ratings yet
- Six SigmaDocument7 pagesSix SigmaDipak SharmaNo ratings yet
- Six Sigma LEANDocument7 pagesSix Sigma LEANAkshita MuskanNo ratings yet
- Bonacorsi Consulting Control Master TemplateDocument23 pagesBonacorsi Consulting Control Master TemplateSteven Bonacorsi100% (4)
- Six Sigma (Green BeltDocument18 pagesSix Sigma (Green BeltKrish0% (1)
- 07-Customer Supplier Relationship-Quality PurchasingDocument25 pages07-Customer Supplier Relationship-Quality PurchasingadilnaseemNo ratings yet
- 7QC ToolsDocument36 pages7QC Toolssweety1188100% (1)
- Master Black Belt Statistician in USA Resume John DubucDocument2 pagesMaster Black Belt Statistician in USA Resume John DubucJohnDubucNo ratings yet
- Understanding Iso 9000 Understanding Iso 9000 Quality Management System QDocument24 pagesUnderstanding Iso 9000 Understanding Iso 9000 Quality Management System QManikandan100% (2)
- Lean Sigma Project: DatedDocument46 pagesLean Sigma Project: DatedBALACHANDAR SNo ratings yet
- Basic Statistical Process ControlDocument30 pagesBasic Statistical Process ControlStephen DeasNo ratings yet
- CPK TrainingDocument147 pagesCPK TrainingRefNo ratings yet
- Quality - Management - Dr. Attia Gomaa-09!09!2019Document410 pagesQuality - Management - Dr. Attia Gomaa-09!09!2019Abdulrahman100% (1)
- Sensors and RFID: The Unbeatable Team For Advanced Error ProofingDocument13 pagesSensors and RFID: The Unbeatable Team For Advanced Error ProofingRamasubramanian SankaranarayananNo ratings yet
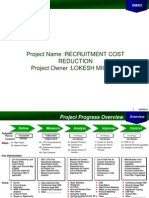
- DMAIC Cost ReductionDocument50 pagesDMAIC Cost Reductionrahulkaushikddps365No ratings yet
- WCM ChecklistDocument13 pagesWCM ChecklistYurdun OrbakNo ratings yet
- Kamishibai - Golden TriangleDocument12 pagesKamishibai - Golden TriangleMadhavaKrishnaNo ratings yet
- BROCHURE Certified Lean Six Sigma Yellow Belt Course Sept 2019Document2 pagesBROCHURE Certified Lean Six Sigma Yellow Belt Course Sept 2019Chuckie GarciaNo ratings yet
- Root Cause Analysis 27.3.19Document43 pagesRoot Cause Analysis 27.3.19Musical CorruptionNo ratings yet
- ASQ Quality Progress Magazine May 2009Document84 pagesASQ Quality Progress Magazine May 2009Juan GarciaNo ratings yet
- World Class Manufacturing, 16Document14 pagesWorld Class Manufacturing, 16Santhilal S Pillai100% (1)
- Zero DefectDocument1 pageZero DefectadobactNo ratings yet
- Dr. Ramakrishnan Nara V.P. Product Safety & Research Perry Johnson Registrar Food Safety Inc., (PJR, USA)Document30 pagesDr. Ramakrishnan Nara V.P. Product Safety & Research Perry Johnson Registrar Food Safety Inc., (PJR, USA)Yoga PradanaNo ratings yet
- ASQ Process Capbility Overview Mar 10Document66 pagesASQ Process Capbility Overview Mar 10MuthuswamyNo ratings yet
- Training Programme - On POKA YOKE - 12th March 2010Document93 pagesTraining Programme - On POKA YOKE - 12th March 2010ranydi0% (2)
- MSA Sample PresentationDocument9 pagesMSA Sample PresentationTom@GGCNo ratings yet
- 7 Basic Qualty Tools Root Cause Analysis PDFDocument42 pages7 Basic Qualty Tools Root Cause Analysis PDFgabao123100% (1)
- Lean Six Sigma Black Belt Outline PDFDocument4 pagesLean Six Sigma Black Belt Outline PDFYo GoldNo ratings yet
- Applying The DMAIC Steps To Process Improvement ProjectsDocument13 pagesApplying The DMAIC Steps To Process Improvement ProjectsPeter CalvoNo ratings yet
- Training Quality, QIP & RCADocument41 pagesTraining Quality, QIP & RCASandeepNo ratings yet
- 6 Sigma Green Belt Test ReviewDocument3 pages6 Sigma Green Belt Test Reviewmajid4uonlyNo ratings yet
- VariationsDocument11 pagesVariationsPradeep SinghaNo ratings yet
- Failure Mode Effects Analysis (FMEA) - ASQDocument3 pagesFailure Mode Effects Analysis (FMEA) - ASQUr Friend0% (1)
- Value Stream MappingDocument40 pagesValue Stream Mappingjinyue7302No ratings yet
- PPAPDocument16 pagesPPAPRohit JanardananNo ratings yet
- Improving 3D Printing Laboratory Operations: A Case Study of Lean Six Sigma ImplementationDocument10 pagesImproving 3D Printing Laboratory Operations: A Case Study of Lean Six Sigma ImplementationBOHR International Journal of Operations Management Research and Practices (BIJOMRP)No ratings yet
- Kaizen Tool Kit: Mistake Proofing - PokayokeDocument8 pagesKaizen Tool Kit: Mistake Proofing - PokayokeJohn P. BandoquilloNo ratings yet
- MSA WebinarDocument104 pagesMSA WebinarSudhagarNo ratings yet
- Kaizen PrincipleDocument14 pagesKaizen PrinciplebiftuNo ratings yet
- Welcome To Potential Failure Modes AND Effect Analysis Process FMEA-4 EditionDocument68 pagesWelcome To Potential Failure Modes AND Effect Analysis Process FMEA-4 EditionSundaramoorthy ArumugamNo ratings yet
- Project 2Document16 pagesProject 2e-space e-spaceNo ratings yet
- © The Institute of Chartered Accountants of IndiaDocument40 pages© The Institute of Chartered Accountants of Indiaकनक नामदेवNo ratings yet
- For Any Reference Visit: Https://sarathi - Parivahan.gov - In/sarathiserviceDocument1 pageFor Any Reference Visit: Https://sarathi - Parivahan.gov - In/sarathiserviceswarnaprava juedNo ratings yet
- Factors For Financial EngineeringDocument8 pagesFactors For Financial EngineeringMuhaiminul IslamNo ratings yet
- Change ChangeDocument196 pagesChange ChangeHriday BuyakarNo ratings yet
- Financial Applications of Machine Learning A Literature ReviewDocument33 pagesFinancial Applications of Machine Learning A Literature Reviewzhaofengtian123No ratings yet
- Cash App - Apps On Google PlayDocument1 pageCash App - Apps On Google PlayMr McMahonNo ratings yet
- Islamco Yasmein 24-12-2023Document2 pagesIslamco Yasmein 24-12-2023Aly Gaber ElkhoulyNo ratings yet
- Fabrication Procedure For StructuralDocument14 pagesFabrication Procedure For StructuralDanang Edi Prasetyo70% (10)
- Answer Q2 Test June 2020Document8 pagesAnswer Q2 Test June 2020FaridahJamaludinNo ratings yet
- Korea Visa RequirementsDocument1 pageKorea Visa RequirementsLOIDA M. OPENANo ratings yet
- Long Quiz: Teacher: Hanelyn H. EscalonaDocument8 pagesLong Quiz: Teacher: Hanelyn H. EscalonaHanelyn HenryNo ratings yet
- HOBA - Practice SetDocument5 pagesHOBA - Practice SetCarl Dhaniel Garcia SalenNo ratings yet
- 290Document172 pages290Meet PatelNo ratings yet
- Corporate Tax Planning and Corporate Tax Disclosure (SKIRPSI)Document38 pagesCorporate Tax Planning and Corporate Tax Disclosure (SKIRPSI)oneNo ratings yet
- Joinder in International Commercial Arbitration PDFDocument27 pagesJoinder in International Commercial Arbitration PDFisadora pazNo ratings yet
- How To Use The Flash Tool For Xperia PDFDocument12 pagesHow To Use The Flash Tool For Xperia PDFjefferstevenNo ratings yet
- Chu de 3 Nhom 6 Hay PDFDocument10 pagesChu de 3 Nhom 6 Hay PDFNhư NhưNo ratings yet
- Program of WorksDocument3 pagesProgram of WorksElizabethNo ratings yet
- Treasury Instructions 2017Document604 pagesTreasury Instructions 2017JP NkeraNo ratings yet
- NSI Financial Statement Q1 2020 (Signed)Document63 pagesNSI Financial Statement Q1 2020 (Signed)Trip RudraNo ratings yet
- Neelakantam GaneshDocument3 pagesNeelakantam GaneshMaheshReddyBandiNo ratings yet
- Eps2004045org 9058920712 MulderDocument262 pagesEps2004045org 9058920712 MulderK57.CTTT BUI NGUYEN HUONG LYNo ratings yet
- 2022 1st Semester TimeDocument31 pages2022 1st Semester TimeAzeez AzeezNo ratings yet
- Fac4863 103-2021, UnisaDocument135 pagesFac4863 103-2021, UnisasamNo ratings yet
- AregawiDocument6 pagesAregawiወዲ ተስፋይ ገብረዮሱስNo ratings yet
- Morning: BriefDocument25 pagesMorning: BriefQuint WongNo ratings yet
- 11 - Chapter 1 PDFDocument20 pages11 - Chapter 1 PDFPraveena CNo ratings yet
- Canva: Giải thích Monopolistic CompetitionDocument5 pagesCanva: Giải thích Monopolistic CompetitionHoa PhươngNo ratings yet