Professional Documents
Culture Documents
ASME Y14.43-2003 (R2008) Dimensioning and Tolerancing Principles For Gages and Fixtures
Uploaded by
Cesar ArellanoOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
ASME Y14.43-2003 (R2008) Dimensioning and Tolerancing Principles For Gages and Fixtures
Uploaded by
Cesar ArellanoCopyright:
Available Formats
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
Errata
to
ASME Y14.43-2003
Dimensioning and Tolerancing Principles
for Gages and Fixtures
The following figures have been revised: Fig. I1; Fig. II1; Fig. Al (Workpiece); Fig. A, illustra
tions (c) and (d); Fig. B13(b); Fig. B18; Fig. B19; Fig. BI9(a); Fig. B20(f). Revisions appear on the
following pages.
THE AMERI CAN SOCI El OF MECHANI CAL ENGI NEERS
Three Park Avenue, New York, NY 10016-5990
July 2005
1 11111111 111 11111 11111 11111 111111 111 1111
N0170E
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
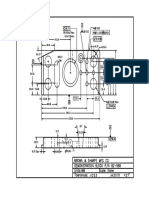
Workpiece
Inner Boundar
MMC Hole 12.0
- Geo Tol at MMC - 0.2
-
Inner Boundary Hole 11
.
8
WORKPI ECE
2X 12
+
0.2
o
I -I
0.2
@1
A l B
1
C
'
Outer Boundar
LMC Hole 12.2
+ Geo Tol at LMC + 0.4
Outer Boundary Hole 12.6
WORKPI ECE APPLI ED TO GAGE
Fig. 1 1
Datum Feature C
Simulator
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
--KP,EcE
.95 -=- __ -
_
.
=-
Fig. 1 1 1
2X
:
11.8-12.2-
:
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
WORKPI ECE
|/|
0. 1
NOTE See Tables A1 - A3 for gage pin
i
.
zes, .
f ton and material cnditions. tolerancs 0 POSI I ,
2X See Note
GAGE
Fig. At
2X 1 1 .8-12.2
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
-..
I
_,
0C|ICC
C Siza\
.___ ________________________ .___________j
kJ.d
.YO|[tC
0lt|8U6
(Ho|oSiz}
|117
I^)
=Q6'H |C!6f l`d1'l.OZ
...........................................................................................
1`.cJ LUI6| CCU0d|jGagoP|n)
I c
, OacIH I7 LJI'JJZ 2.5%)jBef|eWear)
e
'|'`n
J.
; OageTol
racc V(
H
_
...
.....................L .................................................................................................................................................. .
V
---
ll'
!JU P0CId0undary,6e|raWear)
lI
Fig. A2
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
Fig. B1 3(a)
GAGE
TO BE INTERPRETED PER ASME Y14.43-2003
THI S DRAWI NG UTILIZES THE PRACTICAL ABSOLUTE GAGING POLICY
Fig. B1 3(b)
Datum Feature
A Simulator
WORKPI ECE APPLIED TO GAGE
Fig. 813
2X 10.09 - 1 0. 10
1 -I o
@I
A
I
B
I
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
/
!
8--
\
WORKPI ECE
99-100
UI
A
I
4X 8.66-8.90
1 -1
0.22
@I
A
I
B
@1
Fig. B18
WORKPI ECE
1 1 0 1
1 -1 1 @I A
I
B @1
SEP REQT
1 00 0.5
I
..II
A
I
4X M8X1 .25 - 6H
I -1 0.44
@ 1 9.3
1
Al B
@ 1
SEP REQT
Fig. B19
1 2.83 j
1 2.00
0
0.5
1 2.83
1 2.00
31 .88 --
31 .62
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
Fig. B1 9(a)
4X 8.40-8.44
1 -I
o @I
A
I
B
I
FUNCTIONAL GAGE
A gripping handle is optional for ease of
gage use. It may be of any diameter, but
must be di mensioned and toleranced if added
to the gage drawing.
99.5-99.6
1 9.32
1 9.30
t
I _
@I
A
I
I I
32. 1 5 MIN
Maximum thickness of the gage
plate (19.32) plus the maximum
+ IIIIIII
fUdepth oflha II" .... , ho (1 2.83)
-:IIIII:Im THREADED GAGE SCREW
M8 X 1.25-6G
TO BE INTERPRETED PER ASME Y14.43-2003
THIS DRAWING UTILIZES THE PRACTICAL ABSOLUTE GAGING POLICY
Fig. 819 (Cont'd)
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
Fig. B20(d)
WORKPIECE APPLIED TO GAGE
>
Datum Feature
Fig. B20(e)
Fig. B20(f)
See Setup Figure 1
for Gaging Example
12.006-12.024
I
-
.0.OS
16.
s l A
I
(Receives Datum
Feature B Simulator)
6.01 MI N
NOTE: All fts per ASME B4.2
Preferred Metric Li mits and Fits
(sliding ft - h6 shaft mates
with G7 hole)
Simulator C
7.9 Virtual Condition
Step 4.
The Tertiary Datum Feature Simulator C is
insered into the Gage which restricts the
rotation of the part about Datum Feature
Simulator B. The amount the part may rotate is
equivalent to the clearanc between Datum
Features B and C and their 12.3 and 7.9
Virtual Condition Simulator, respectively.
WORKPIECE APPLI ED TO GAGE
10 =48.2
Virtual Condition
of 00
GAGE BASE
7.00S - 7.020
Step S.
Virtual Condition pins are inserted into the
Functional Gage to verify hole locations and a
Virtual Condition cyl inder is inserted to verify
the 00 location. The 00 must be within its
Virtual Condition with all pins inserted since all
controlled features are related to Datums A, B
at MMC, and C at MMC. The size of Datum
Feature B, Datum Feature C, the holes, and
the 00 must be verified separately.
I-I
0.1 16.s l A l B 1
9.0 - 9.SI
(Receives Datum
Feature C Simulator)
60.01 - 60.04
Datum Feature
A Simulator
1-1
0.OS16.
s l A l B
1
C
1
(Receives 00 Gage)
4X 4.004 - 4.01 6
1 -1 0.OS1 6.s l A l B
1
C
1
(Receives VC Pins)
Datum Feature A on the Gage is the simulator for Datum Feature A on the part. The Gage also contains receiver
(holes and slots) for pins that simulate Datum Features B and C on the part as well as receivers fr the Virual
Condition pins and 00 Gage. Gage feature tolerances are 1 0% of the associated part feature tolerances.
Fig. 820
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43
ADOPTION NOTICE
ASME Y14.43, Dimensioning and Tolerancing Principles for Gages and Fixtures, was adopted on 28 January 2003
for use by the Department of Defense, DoD. Proposed changes by DoD activities must be submitted to the DoD
Adopting Activity: Commander, u.s. Army TACOM-ARDEC, ATTN: AMSTA-AR-QAW-E, Picatinny Arsenal, NJ
07806-5000. Copies of this document may be purchased from The American Society of Mechanical Engineers
(ASME), 22 Law Drive, PO Box 2900, Fairfield, NJ 07007-2900; http: //www.asme. org.
Custodians:
Army -AR
Navy -SA
Air Force - 16
DLA - DH
Review Activities:
Army -AT, AV, CE, CR, EA, MI, SM, TE
Navy -AS, CH, EC, MC, OS, SH, TD, YD
Air Force - 11, 13, 19, 68, 70, 71, 84, 99
DLA - CC, GS, IS
NSA -NS
AMSC N/A
DISTRIBUTION STATEMENT A. Approved for public release; distribution is unlimited.
Adopting Activity:
Army -AR
(Project DRPR-0382)
AREA DRPR
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
The Ameri Society o.
Mechanical Engineers
A N A M E RIC A N N ATIO N AL S TA N D A R D
DIMENSIONING AND
TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
Date of I ssuance: September 12, 2003
The next edition of this Standard is scheduled for publication in 2008. There will be no addenda or
written interpretations of the requirements of this Standard issued to this edition.
ASME is the registered trademark of The American Society of Mechanical Engineers.
This code or standard was developed under procedures accredited as meeting the criteria for American National
Standards. The Standards Committee that approved the code or standard was bal anced to assure that individual s from
competent and concerned interests have had an opportunity to participate. The proposed code or standard was made
avail abl e for publ ic review and comment that provides an opportunity for additional publ i c i nput from i ndustry, academia,
regulatory agencies, and the pUblic-at-large.
ASME does not "approve," "rate," or "endorse" any item, construction, proprietary device, or activity.
ASME does not take any position with respect to the validity of any patent rights asserted in connection with any
items mentioned in this document, and does not undertake to insure anyone utilizing a standard against liabi lity for
infringement of any appl icable letters patent, nor assumes any such liabi lity. Users of a code or standard are expressly
advised that determination of the validity of any such patent rights, and the risk of infringement of such rights, is
entirely their own responsibi lity.
Participation by federal agency representative(s) or person(s) affi liated with i ndustry is not to be interpreted as
government or i ndustry endorsement of this code or standard.
ASME accepts responsibi lity for only those interpretations of this document issued in accordance with the established
ASME procedures and policies, which precludes the issuance of interpretations by in dividual s.
No part of thi s document may be reproduced in any form,
in an electroni c retrieval system or otherwise,
without the prior written permission of the publ isher.
The American Society of Mechanical Engineers
Three Park Avenue, New York, NY 10016-5990
Copyright 2003 by
THE AMERI CAN SOCI ETY OF MECHANI CAL ENGI NEERS
All rights reserved
Printed in U.s.A.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
CONTENTS
Foreword . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . iv
Committee Roster . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . v
Summary of Changes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vi
1 Ge ne ral............................................................................ 1
2 Principle s. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3 Gage De sign ....................................................................... 7
4 D ime nsioning and Tole rancing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
5 U sage ............................................................................. 17
6 Fixture s. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
F igures
1 Diamond Pin Construction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2 Fixed Pin Construction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3 Pushpin Construction - Type 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
4 Pushpin Construction - Type 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Mandatory Appe ndices
I Illustrations of Gaging Policy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
II Material Condition Explanation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Nonmandatory Appe ndice s
A Examples of Gage Characteristics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
B Examples and Illustrations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
C Regardless of Feature Size . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
iii
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
FOREWORD
This Standard contains information showing methods for creating gages and fixtures for features
that use principles found in ASME Y14.5M-1994, Dimensioning and Tolerancing. It addresses
GO gages for measuring maximum material condition and NOGO gages for measuring least
material condition. This material was developed from ANSI B4.4M-1981, Inspection of Work pieces,
which has since been retired. This Standard also addresses, for the first time, functional gages
used for the measurement of geometric tolerances specifically for the verification of virtual
condition boundaries (MMC concept). GO, NOGO, and functional gages are primarily utilized
for the collection of attribute data.
Fixtures are also addressed. Fixtures are used to properly simulate datum features while an
end product is being measured for variable data collection and in certain stages of manufacturing.
This Standard shows the principles and choices available to design, dimension, and tolerance
gages and fixtures in compliance with the principles in ASME Y14.5M-1994. The gages and
fixtures displayed in this Standard represent the physical embodiment of the theory shown in
ASME Y14.5M-1994 for the simulation of (MMC concept) virtual condition boundaries, and
proper datum feature simulation.
The gages discussed in tis Standard deal wit the collection of attribute data only (good vs.
bad information), while the fixtures are to be used in conjunction with variable data collection
devices. As illustrated in this Standard, the fixtures will difer from the gages in the respect that
the gages will represent referenced datum features and controlled features, while the fixtures will
represent only the referenced datum features.
The rules and principles in this Standard are consistent with te previously published informa
tion in ANSI B4.4M and ASME Y14.5M. Since this is the main focus of this Standard, more
information and many more examples of gages and fixtures are presented.
The understanding of gages and fixtures is the key to understanding dimensioning and toleranc
ing of products in accordance with ASME Y14.5M.
Thanks to the committee members responsible for developing and maintaining ANSI B4.4M
and ASME Y14.5M, and to Lowell Foster, for te help they have provided. Without it, we would
not have been able to complete this Standard.
Suggestions for improvement of this Standard are welcome. They should be sent to The Ameri
can Society of Mechanical Engineers; Attn: Secretary, Y14 Standards Committee; Three Park
Avenue; New York, NY 10016.
This Standard was approved as an American National Standard on January 28, 2003.
iv
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME STANDARDS COMMI TTEE Y14
Engineering Drawing and Related Documentation Practices
(he following is the roster of the Committee at the time of approval of this Standard.)
OFFICERS
F. Bakos, Chair
K. E. Wiegandt, Vice Chair
C. J. Gomez, Secretar
COMMITTEE PERS ONNEL
A. R. Anderson, Dimensional Control Systems, I nc.
J. B. Baker, Consultant
F. Bakos, Consultant
J. V. Burleigh, The Boeing Co.
R. A. Chadderdon, Southwest Consultants
M. E. Curtis, Jr., Rexnord I ndustries, I nc.
D. E. Day, Monroe Community Col lege
B. Dinardo, U.s. Department of the Army, ARDEC
C. W. Ferguson, WM Education Services
L. W. Foster, L. W. Foster Associates, I nc.
C. J. Gomez, The American Society of Mechanical Engineers
B. A. Harding, Purdue University
K. S. King, Naval Surface Warfare Center, Dahlgren Division
A. Krulikowski, General Motors Powertrain
H. S. Lachut, Alstom Power I nc.
P. J. McCuistion, Ohio University
E. Niemiec, MTD Products, I nc.
R. L. Nieukirk, Caterpil l ar, I nc.
G. H. Whitmire, Gary Whitmire Associates
K. E. Wiegandt, Sandia Nati onal Laboratory
B. A. Wilson, The Boeing Co.
P. Wreede, Consultant
SU BC OMMITTEE 43 - DIMENSI ONI NGAND TL ERANCING OF FUNCTI ONAL GAGES
J. D. Meadows, Chair, James D. Meadows & Associates, I nc.
R. A. Stickley, Vice Chair, Daimler Chrysler
P. J. McCuistion, Secretary, Ohio University
R. G. Campbell, Harper College
P. Hastie, Visteon Corp.
M. E. Hoganson, Visteon Corp.
v
R. Hughes, EI Cami no College
J. D. Keith, Boeing Commercial Airplane Group
P. Mares, Douglas Aircraft Co.
J. I . Miles, Sr., Lockheed Martin Aeronautics
R. A. Wheeler, Cymer I nc.
P. A. Zimmermann, Texas I nstruments
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
SUMMARY OF CHANGES
Following approval by the ASME YI4 Committee and ASME, and after public review, ASME
YI4.43-2003 was approved by the American National Standards Institute on January 28, 2003.
Page Location Change
2 Mandatory Appendix I Figure I1 revised
28 Mandatory Appendix II Figure II1 revised
35 Nonmandatory Appendix Figure Al revised
A
37 Nonmandatory Appendix Figure A2(c) and (d) revised
A
76 Nonmandatory Appendix B Figure B13(b) revised
87 Nonmandatory Appendix B Figure B18 revised
89 Nonmandatory Appendix B Figure B19 revised
90 Nonmandatory Appendix B Figure B19(a) revised
93 Nonmandatory Appendix B Figure B20(f) revised
vi
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
ENGINEERING DRAWING AND RELATED DOCUMENTATION PRACTICES
DI MENSI ONI NG AND TOLERANCI NG PRI NCI PLES FOR GAGES
AND FIXTURES
1 GENERL
1.1 Scope
This Standard presents the design practices for dimen
sioning and tolerancing of gages and fixtures used for
the verification of maximum material condition (MMC)
size envelopes and virtual condition boundaries gener
ated by geometric tolerances controlled at maximum
material condition. Examples of gages used to inspect
workpieces using regardless of feature size (RFS) are
shown in Appendix C.
These practices focus on the design of receiver-type
gages, which collect attribute data when used for the
verification of workpieces dimensioned and toleranced
in accordance with ASME Y14.5M-1994.
For gaging and fixturing principles and practices, see
paras. 2 through 6.
1.2 Units
The International System of Units (SI) is featured in
this Standard because SI units commonly supersede
United States (U.S.) customary units specified on engi
neering drawings. U.S. customary units could equally
well have been used without prejudice to the principles
established.
1.3 Fi gures
The figures in this Standard are in accordance with
ASME Y14.5M-1994. The figures are intended only as
illustrations to aid the user in understanding the design
principles and metods of gaging and fixturing design
described in the text. Figures may show added detail
for emphasis or be incomplete by intent. Numerical val
ues of dimensions and tolerances are illustrative only.
1.4 Reference to This Standard
Where drawings are based on this Standard, this fact
shall be noted on the drawing or in a document refer
enced on the drawing. Reference to this Standard shall
state ASME Y14.43-2003.
1
1. 5 Appendices
1. 5.1 Ma nda tor Appe nd ices. The following manda-
tory appendices are included in this Standard:
(a) I, Illustrations of Gaging Policy
(b) II, Material Condition Explanation
1. 5.2 No nma nda to r Appe nd ices. The following non-
mandatory appendices are included wit this Standard:
(a) A, Examples of Gage Characteristics
(b) B, Examples and Illustrations
(c) C, Regardless of Feature Size
1.6 References
The following documents form a part of this Standard
to the extent specified herein. Unless otherwise indi
cated, the latest edition shall apply.
ASME B4.2, Preferred Metric Limits and Fits
ASME B46.1, Surface Texture (Surface Roughness, Wavi
ness, and Lay)
ASME BS9.6.2, Temperature and Humidity Environment
for Dimensional Measurement
ASME BS9.7.2, Dimensional Measurement Planning
ASME Y14.5M-1994, Dimensioning and Tolerancing
ASME Y14. 5. 1M-1994, Mathematical Definition of
Dimensioning and Tolerancing Principles
Publisher: The American Society of Mechanical Engi
neers (ASME International), Three Park Avenue, New
York, NY 10016-5990; Order Department: 22 Law
Drive, Box 2300, Fairfield, NJ 07007-2300
1.7 Defi nitions
The following terms are defined as teir use applies
in this Standard.
1. 7.1 Ga ging
actual local size: the value of any individual distance at
any cross section of a feature (see ASME Y14.5M-1994).
attribute gage: the family of receiver gages used to collect
attributes data; for example, GO and functional gages.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
attributes data: information obtained from an inspection
process that indicates only whether a part is acceptable
or not acceptable.
calibration: the act of inspecting and subsequent
adjusting of a gage, where needed, to meet a specific
parameter.
certifcation: te act of documenting that a gage meets a
specific parameter.
datum feature simulator: a gage or fixture element (such
as a surface plate, gage surface, or mandrel) associated
with the datum feature(s) and used to establish the simu
lated datum(s).
fxed limit gage: a device of defined geometric form and
size used to assess the conformance of a feature(s) of a
workpiece to a dimensional specification. Also referred
to as a limit gage.
fxture: a device used to hold parts securely in te correct
position in a tool or gage during manufacturing, assem
bly, or inspection.
fnctional fxture: a device having integral gage elements
that make physical contact with part datum features.
It typically holds parts as they would be held when
assembled. The fixture and its gage elements represent
simulated datum features from the mating part and are
identified on gage drawings using techniques found in
ASME Y14.5M-1994.
fnctional gage: a fixed limit gage used to verify virtual
condition boundaries (MC concept) generated by the
collective effect of the feature's maximum material con
dition and the applicable geometric tolerance at the
MC size.
gage element: a physical feature of the gage used in the
verification of workpiece compliance to te associated
tolerance requirement. These physical features represent
datum feature simulators or virtual condition bound
aries.
GO gage: a fixed limit gage tat checks a feature of
size for acceptance within maximum material condition
perfect form boundary.
least material condition (LMC): the condition in which a
feature of size contains the least amount of material
within the stated limits of size (e.g., maximum hole
diameter, minimum shaft diameter). (See ASME
Y14.5M-1994.)
maximum material condition (MMC): the condition in
which a feature of size contains the maximum amount
of material within the stated limits of size (e.g., mini
mum hole diameter, maximum shaft diameter). (See
ASME Y14.5M-1994.)
NOGO gage: a fixed limit gage that checks a feature of
size for violation of the least material condition actual
local size. This gage is also referred to as a NOT GO gage.
2
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
separate gaging requirement: the condition where features
or patters of features that are located from a common
datum reference frame do not need to be inspected
together (tis does not afect te within-pattern require
ment). If simultaneous gaging is not required, the abbre
viation SEP RQT is placed under the feature control
frame. See definition for simultaneous gaging requirement.
simultaneous gaging requirement: the condition where all
of the features or patterns of features tat are located
from a common datum reference frame are inspected
together as a single patter relative to that common
datum reference frame. The lower segment of a compos
ite feature control frame does not share the requirement
unless specified by the abbreviation SI RQT.
variables data: information obtained from an inspection
process that indicates the level of acceptability of a part
by yielding a measured value. Therefore, the level of
acceptability is recorded as a numerical value.
virtual condition: the constant boundary generated by
te collective efects of a size feature's specified MMC
or LMC and the geometric tolerance for that material
condition.
virtual condition (MMC concept): for all internal features
of size, tis is calculated by subtracting the geometric
tolerance applicable at MC from the MC size of the
feature. For all exteral features of size, this is calculated
by adding the geometric tolerance applicable at MMC
to the MC size of te feature.
workpiece/part: the general term denoting a discrete end
product, subassembly, or final assembly.
1.7.2 Tole rancing
absolute tolerancing (pessimistic tolerancing): the policy of
tolerancing gages that ensures complete random ability
of parts assembly by applying gagemakers' tolerances,
wear allowances, measurement uncertainties, and form
controls, all within the workpiece limits of size and geo
metric controL See para. 2.3. 1.
gagemakers' tolerance: the manufacturing tolerance
allowed a gagemaker that is applied to gages and com
parator setting masters.
measurement uncertainty: the diference between the cor
rected measured size and the actual size. I cases where
tere is adequate information based on a statistical dis
tribution, the estimate may be associated wit a specific
probability. I oter cases, an alterative form of numeri
cal expression of the degree of confidence to be attached
to the estimate may be given.
optimistic tolerancing: the policy of tolerancing gages that
ensures all part features within tolerance that are gaged
are accepted by the gage. See para. 2.3.2.
practical absolute tolerancing: the policy of tolerancing
gages that predicts most part features within tolerance
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
will be accepted by the gage, some borderline part fea
tures within tolerance will not be accepted by the gage,
and a very low probability that some borderline part
features not within tolerance will be accepted by the
gage. See para. 2.3.4 and Appendix II.
tolerant tolerancing: the policy of tolerancing gages that
ensures most part features within tolerance that are
gaged are accepted by the gage and most part features
not within tolerance tat are gaged are rejected by the
gage. See para. 2.3.3.
wear allowance tolerance: an additional amount of size
tolerance applied to gage elements that accounts for the
wear of the gage over time.
workpiece/part tolerance: for tolerancing GO and NOGO
gages, this is the diference between the least material
condition and the maximum material condition. For tol
erancing functional gages, this is te difference between
the virtual condition (MMC concept) and te least mate
rial condition (LMC concept).
2 PRINCI PLES
2.1 Genera l
2. 1.1 Ga ge Des ign Principles. Gages that check enve
lopes or boundaries are all designed on similar princi
ples, wheter they inspect maximum material condition
(MMC) or virtual condition (MMC concept). GO gages
determine compliance with the MMC envelope that is
defined by ASME Y14.SM-1994, para. 2.7.1. Functional
gages are used to inspect for compliance with the virtual
condition boundary created by use of the MMC concept
defined by ASME Y14.SM -1994, paras. 2. 11 through 2.13.
2.1.2 G oa l of Ga ging. While the goal of gaging is to
accept all good parts and reject all bad parts, manufac
turing of gaging equipment introduces variability, mak
ing this impossible. Depending upon te tolerancing
policy chosen, the size range of gage elements may be
larger, smaller, or straddle the boundaries they are
inspecting. The tolerance policy chosen will determine
whether borderline part features are accepted or
rej ected. The practice of gage tolerancing requires a gage
designed wit size tolerances and/ or geometric toler
ances as small as economically feasible.
2. 1. 3 E conomic Conte xt. The design and manufacture
of gages and fixtures takes place within a specific eco
nomic context. The smaller the allowed tolerances for
the gage, te more expensive it is to manufacture and
the larger the number of parts within specification it
will accept when used properly. However, smaller gage
tolerance allows less room for gage wear, therefore short
ening the life of the gage. As it wears beyond acceptable
limits, it begins to accept technically bad parts. Gages
shall be inspected periodically and replaced or repaired
before this happens.
3
ASME Y14.43-2003
Larger-toleranced gages will less reliably distinguish
in-tolerance parts from out-of-tolerance parts and may
reject more in-tolerance parts. The cost of the gage shall
be weighed against the cost of the workpiece accept/
reject rate. Therefore, the designer shall give consider
ation to the break-even point, and decide on the correct
balance between te gage with prohibitive up-front costs
and prohibitive long-range costs caused by rejection of
good (i.e., parts meeting drawing specification) parts
compared to the acceptance of bad parts.
2.2 Fun cti on and Use of Ga ges
Fixed limit gages, in teory, accept all workpieces
dimensionally conforming to specification and reject all
workpieces which do not conform. The GO gage and
the functional gage shall fully receive the workpiece
to be inspected. The NOGO gage shall not receive the
workpiece in any position.
2.2.1 G O Plu g Ga ges. A GO plug gage shall enter te
hole over its full lengt when applied by hand without
using excessive force. If it is not possible to use a full
form plug gage or if the rule concering perfect form
at MMC is not in efect, GO segmental gages, if used, are
applied to the hole in axial planes uniformly distributed
around the circumference. Unless otherwise specified,
perfect form is required at MMC for rigid features, neces
sitating the use of full-form MMC sized cylindrical plug
gages for holes and full-form MMC sized cylindrical
ring gages for shafts. When nonrigid workpieces such
as thin-walled parts are gaged, considerable care is
required to use zero force as this may distort the hole
and give a false result. For nonrigid features, perfect
form at MMC is not required.
2.2.2 NOG O Ga ges. The least material condition limit
of the workpiece is checked with a gage designed to
contact the workpiece, if a cylinder, at two diametrically
opposed points separated by a distance exactly equal
to the least material condition size limit. This NOGO
gage shall not pass into or over the workpiece at any
position. If it is determined that this two-point opposing
point type of measurement cannot be used, a NOGO
cylindrical or spherical plug gage shall not enter the
hole when applied by hand without using excessive
force. Excessive force shall be considered force that is
suficient to damage or deform either the workpiece or
the gage. The hole shall be checked from both ends, if
possible. A NOGO gage with segmental spherical gag
ing surfaces is introduced into the hole by tilting it and
it shall not be possible to erect the gage in the hole
witout using excessive force. The inspector is responsi
ble for all sets of opposing points witin the hole.
2. 2. 3 G O Cy lind rica l R i ng Ga ge. This gage shall
encompass the complete length of the shaft when
applied by hand using zero measuring force (or any
corrected value specified). If a cylindrical ring gage can-
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
not be used because the perfect form at MC rule has
been eliminated for a specific workpiece and a GO snap
gage is to be used, the GO snap gage shall
(a) pass over a dimensionally conforming shaft, the
axis of which is horizontal, under its own weight or the
force marked on the gage
(b) pass over a dimensionally conforming shaft, the
axis of which is vertical, when applied by hand without
using excessive force
2.2.4 NOGO S nap Gages. A NOGO snap gage shall
(a) not pass over a dimensionally conforming shaft,
the axis of which is horizontal, under its own weight or
the force marked on the gage
(b) not pass over a dimensionally conforming shaft,
the axis of which is vertical, when applied by hand
without using excessive force
2.2.5 F unc tional Gages. A functional gage pin shall
be able to enter the hole being gaged over the entire
depth of the hole without excessive force being applied.
A functional gage hole (ring) shall be able to receive the
shaft being gaged over the entire length of the shaft
without excessive force being applied. If planar datum
features are simulated on the gage, the datum features
on the workpiece shall contact the datum feature simula
tors on the gage as appropriate. (For example, a mini
mum of three points of high point contact on a primary
planar datum feature, a minimum of two points of high
point contact on a secondary planar datum feature, and
a minimum of one point of high point contact on a
tertiary planar datum feature. To construct a valid datum
plane where a datum rocker is an issue, see ASME
Y14.5.1M-1994.) If restraint is to be applied to the datum
features, it shall be specified on the workpiece drawing
or te workpiece shall be restrained so as not to alter
the measurement readings of the same part measured
in the free state.
(a) When using functional gaging principles, it is rec
ommended that
(1) gages, production tooling, and parts (to include
tolerances and allowances) should be designed using a
concurrent engineering team
(2) gages be defined using the same geometric char
acteristics that define the part being gaged
(b) When using functional gaging principles, it is
required that
(1) gages simulate datum features as defined by
part datum features or datum targets
(2) functional gages that verify positional require
ments have gaging elements located at basic dimensions
conforming to feature locations dimensioned on the
product drawings
(3) gages simulate the MC concept of the con
trolled features virtual condition or MC, as applicable
4
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
(4) all functional gage elements go into or over the
part features simultaneously where simultaneous
requirements are invoked by the product specification
(c) When using functional gaging principles, it is
observed that specifying one datum reference frame per
part requires one gage to be used for acceptance. Any
increase in the number of datum reference frames will
increase te number of gages and inspection setups.
2.3 Gagin g Toler ance P olicies
The following subparagraphs explain alternative
forms of gage tolerancing policy (see para. 1. 7.2 for defi
nitions). A gage or fixture designer may select one of
te following policies for specific implementation.
2.3.1 Abs olute Tole ranc ing (Pess im is tic Tole ranc ing).
Gage tolerances add material to the gaging element,
beginning at the limit [e.g., MC or virtual condition
(MC concept)] of the feature being gaged. Gages pro
duced in accordance with this policy will accept most
part features that are within tolerance, reject all part
features not within tolerance, and reject a small percent
age of borderline part features tat are technically within
tolerance. See Appendix I, Fig. I.
2.3.2 Optim is tic Tole ranc ing. This is accomplished by
applying gagemakers' tolerances, wear allowances,
measurement uncertainties, and form controls all out
side of the workpiece limits of size and geometric con
troL Gage tolerances subtract material from te gage,
beginning at the limit [e.g., MC or virtual condition
(MC concept)] of the feature being gaged. Gages pro
duced in accordance with tis policy will accept part
features that are within tolerance, reject most features
not within tolerance, and accept a small percentage of
borderline part features that are technically not within
tolerance. See Appendix I, Fig. I3.
2.3.3 Tole rant Tole ranc ing. This is accomplished by
applying gagemakers' tolerances, wear allowances,
measurement uncertainties, and form controls in such
a manner that some of te tolerance on the gage is within
te workpiece limits of size and geometric control, and
some of the tolerance on the gage is outside the work
piece limits of size and geometric controL Gage toler
ances both add and subtract material from te gage,
beginning at the limit [e.g., MC or virtual condition
(MC concept)] of the feature being gaged. Gages pro
duced in accordance with this policy will accept most
part features that are within tolerance, reject most part
features not within tolerance, accept a small percentage
of borderline out-of-tolerance features, and reject a small
percentage of borderline within-tolerance features. See
Appendix I, Fig. I4.
2.3.4 Prac tic al Abs olute Tole ranc ing. This is accom
plished by applying gagemakers' tolerances, wear
allowances, measurement uncertainties, and form con-
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
trois in such a manner tat all of the tolerance on the
size of the gage is inside the workpiece limits of size,
but allows geometric tolerance a small infringement on
the acceptable virtual condition boundary of te work
piece. See Appendix II.
2.4 Statistics
Statistical tolerancing may be used to calculate toler
ances on parts that are to be gaged. This can have the
efect of increasing part yield. However, it shall be con
sidered that gages that use the absolute tolerancing
method will reject some borderline parts tat are techni
cally within drawing tolerances. This is to ensure ran
dom interchangeability of mating parts. Statistically
toleranced parts commonly use tolerances that allow
virtual condition boundaries (MMC concept) to be gen
erated on mating parts that reduce interchangeability.
GO and functional gages would then accept some parts
with statistically based tolerances that would not assem
ble in worst-case situations.
Actual value distribution is the term associated with
the amount a feature has deviated from its perfect geom
etry. As with the parts being toleranced, it is recom
mended that gage deviation be studied with respect to
a gage feature's manufacturing process capability and
that this be used for analysis and setting of gage toler
ances.
2.5 Gage Ge ometric Tolerances Ref lect Part
Ge ometric Tolerances
Each feature of the gage that represents a feature on
the workpiece is recommended to receive a tolerance
between 5% and 10% of the tolerance assigned to that
particular workpiece feature.
NOTE: This Standard recommends thatthe gage designer consider
5% of the part tolerance used as gage tolerance, with an additional
5% considered for wear allowance. These are intended as guidelines
from which to begin the gage design. Gage tolerance selection
shall take part function, safety, and economic ramifications into
consideration. Caution shall be used in consideration of accumu
lated error with te gage components.
Gages are to be dimensioned in the same manner as
the parts that they gage, using from 5% to 10% of the
tolerance assigned to te features being gaged. It is rec
ommended that basic dimensions be used to reduce
tolerance stack-up. If 5% to 10% of the tolerance on all
features being gaged is represented in the gage, consid
eration should be given to the entire gage tolerance that
has accumulated. It is recommended that this tolerance
not exceed 50% of the tolerance for the specific work
piece feature being gaged.
2.6 Gage Design Requirements
All workpieces being gaged shall be adequately
dimensioned and toler anced to enable a gage to be cre
ated and used to check features on the workpiece.
5
ASME Y14.43-2003
2.6.1 Gage Des ign C rite ria. It is te goal of each gage
to ensure the compliance of each feature being gaged.
Gages shall be designed in a manner that reflects the
workpiece specification. Therefore, the workpiece needs
to be specified such that the functional requirements are
defined.
2.6.2 Com ple te ness. All gages shall be fully dimen
sioned and toleranced.
2.7 Princi ples of Gage Size and Fu ll Engagement of
Features
2.7.1 Princ iple of G O a nd NOG O Gaging. MMC and
LMC are separately verifiable size requirements.
(a) The maximum material condition limit of the fea
ture being gaged is checked using a plug gage or ring
gage, with a length equal to the maximum length of te
feature or the maximum length of engagement of the
workpiece to its mating part, and a diameter equal to the
maximum material condition of the workpiece feature.
This GO gage should fully pass into or over an in-toler
ance workpiece feature with zero force.
(b) The least material condition limit of the workpiece
is checked with a gage designed to contact the workpiece
at two diametrically opposite points separated by a dis
tance equal to the least material condition limit of te
workpiece. This NOGO gage should not pass into or
over an in-tolerance workpiece feature at any position.
(c) Functional gaging of virtual condition boundaries
(MMC concept) is a separately verifiable requirement
from size limits, unless the MMC and virtual condition
boundary are the same (as is the case with zero toleranc
ing at MMC), wherein both the MMC envelope and the
virtual condition boundary may be verified with the
functional gage. The virtual condition boundary of te
feature or pattern of features being gaged is checked
wit a plug gage or ring gage of a diameter equal to
the virtual condition (MMC concept) and of length equal
to the maximum length of the feature(s) or the maximum
length of engagement of the feature to its mating part
(as indicated by feature length, partial feature control,
or projected tolerance zone, as applicable). These func
tional gage elements should be able to fully pass into or
over an in-tolerance workpiece feature with zero force.
2.7.2 De pa rtu re F rom P rinc iples
(a) Some examples of considerations of departure
from the principles given in paras. 2.7.1(a) and (c) [gag
ing maximum material condition and virtual condition
(MMC concept)] are
(1) the length of a GO or functional gage plug or
ring may be less than the lengt of engagement of the
mating workpieces if it is known that, with the manufac
turing process used, the error of straightness or orienta
tion (as applicable) of the hole, shaft, or other feature
of size is so small that it does not affect the character
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
of fit of the assembled workpieces. This deviation from
the ideal facilitates the use of standard gage blanks.
(2) for gaging a large hole, a GO or functional cylin
drical plug gage may be too heavy for convenient use
and it is permissible to use a segmental cylindrical bar
or spherical gage if it is known that, with te manufac
turing process used, the errors of roundness and
straightness of te hole are so small that they do not
afect te character of fit of the assembled workpieces.
(3) a GO or functional cylindrical ring gage is often
inconvenient for gaging shafts and may be replaced by
a snap-type gage if it is known that, with the manufac
turing process used, the errors of roundness and
straightness of the shaft are so small tat they do not
afect te character of fit of the assembled workpieces.
The straightness of long shafts that have small diameters
should be checked separately.
(b) Some examples of considerations of departure
from te principles given in para. 2. 7. 1(b) (gaging least
material condition) are as follows. Gaging te least mate
rial condition with a two-point checking device is not
always necessary or used if
(1) point contacts are subject to rapid wear, and in
most cases may be replaced, where appropriate, by small
planar, cylindrical, or spherical surfaces.
(2) for gaging very small holes, a two-point check
ing device is dificult to design and manufacture. A
NOGO plug gage of full cylindrical form may have to
be used, but the user shall be aware that there is a
possibility of accepting workpieces having diameters
outside te NOGO limit.
(3) nonrigid workpieces may be deformed to an
oval by a two-point mechanical contact device operated
under a finite contact force. If it is not possible to reduce
the contact force almost to zero, then it will be necessary
to use a NOGO ring or plug gage of full cylindrical form.
NOT: I should be remembered tat a dedicated NOCO gage to
check least material condition at every set of two opposing points
may often be simulated suficienty by simple inspection tools,
such as micrometers with appropriate measurement tips, vernier
calipers, or even small hole gages.
2.8 Dist orti on of a Workpiece During Gaging
A gage may distort a workpiece if used without proper
care. This shall be avoided by proper handling during
the gaging process. Distortion of eiter the part or the
gage during use will impair the correctness of the gaging
operation and can lead to acceptance of nonconform
ing parts.
2.8.1 All Chec ks F ree S ta te. Workpiece measurements
shall not be distorted to obtain compliant results. Unless
oterwise specified, all workpieces are to be inspected
in the free state. (See ASME Y14.5M-1994, para. 6.8.)
2.8.2 Res tra int. If a workpiece is to be inspected in
a restrained state (see ASME Y14.5M-1994, para. 6.8.2),
6
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
it shall be so noted on te design drawing and on the
inspection methods plan (ASME B89.7.2) for the work
piece or te feature being inspected. These notes shall
be as complete as is necessary to ensure that te work
piece will be inspected as it will actually function.
2.8.3 F le xib le Pa rts. Unless otherwise specified, all
flexible parts are to be inspected in the free state. If
restrained state inspection is desired, it shall be so noted
on the workpiece drawing and accompanying inspec
tion methods plan.
2.9 Size C ontr ols F orm Princip le (En ve lope Princi p le)
(a) For Holes. The diameter of the largest perfect imag
inary cylinder tat can be inscribed within the hole so
tat it just contacts the high points of te surface shall
be no smaller tan the maximum material condition
limit of size. The maximum diameter at any position in
te hole shall not exceed the least material condition
limit of size at any two diametrically opposed points.
(b) For Shafs. The diameter of the smallest perfect
imaginary cylinder that can be circumscribed about the
shaft so that it just contacts te high points of the surface
shall be no larger than the maximum material condition
limit of size. The minimum diameter at any position on
te shaft shall not be less than the least material condi
tion limit of size at any two diametrically opposed
points.
(c) The above interpretations require that if the work
piece is everywhere at its maximum material limit, the
workpiece shall be perfectly round and straight (a per
fect cylinder). Size limits control the surface form for all
features of size such as cylinders, spheres, and any two
parallel opposed planar surfaces, such that if the feature
of size is produced uniformly at its maximum material
condition, it shall have perfect form. Unless otherwise
specified, and subject to te above requirements, depar
tures from perfect form for all features of size may reach
te full value of the size tolerance specified when the
feature of size is produced at its least material condition.
(d) I cases where the maximum errors of form per
mitted by the size tolerances are too large to allow satis
factory functioning of the assembled parts, separate
tolerances of form should be specified (e.g., flatess,
straightness, circularity, and cylindricity). I cases where
the maximum errors of form permitted by te size toler
ances are too small, the perfect form at MMC rule may
be eliminated or relaxed using one of the following
methods:
(1) a drawing note, such as "Perfect form at MMC
is not required" (see ASME Y14.5M-1994)
(2) an average dimension may be shown denoting
the feature's size only has to average within the size
tolerance
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
(3) using a control, such as straightness of the
derived median line or straightness of the derived
median plane
(e) The above rules about perfect form being required
at MMC do not apply to
(1) nonrigid features.
(2) features of stock size in the as-purchased con
dition.
(3) features geometrically controlled by feature
control frames that use a least material condition symbol
after the specified geometric tolerance. Such features
controlled at LMC shall, when measured for size viola
tions, conform to perfect form at LMC and for MMC
violations at every two diametrically opposed points
(e.g., on a diameter).
(f) Cross Section Versus Two Point Versus Envelope.
Unless oterwise specified, all rigid features of size are
inspected for an envelope of perfect form at MMC viola
tion with a full-form GO gage or a simulation thereof.
Unless otherwise specified, LMC is inspected with a
two-point, opposed point inspection tool approximating
a NOGO gage. If a two-point opposed point NOGO gage
is not available, LMC violations may be approximated
through te use of a gage that measures feature cross
sections, such as small hole gages.
2.10 Functi ona l Gages Veri f Abi lity t o Assemb le
The common usage of a functional gage is to verify
a workpiece's ability to be assembled. This shall be
accomplished trough inspection of te size and geo
metric characteristics of the workpiece feature(s) under
consideration.
2.1 1 Gaging Temperatures
Gages shall be calibrated at 20C (68F). See para. 5.2. 1.
2. 12 Ec on omics
When it is determined that a GO or functional gage
is not economically feasible, suitable simulations may be
constructed using other inspection tools. For example, a
computer-controlled coordinate measurement machine
may be used to acquire a digital data set. The points
may then be used to model actual values and compare
these wit a "worst case" computer design model of
the feature under test to determine violations of the
boundaries normally inspected with a hard GO or func
tional gage. These computer-generated GO and func
tional gages simulate the function of hard gages. Still,
it shall be remembered that the simulated "soft gage"
will verify or reject only the points probed, which are not
necessarily representative of all points on the workpiece
being gaged. Also, it is recommended for features being
gaged for interrelationships to datums, that these work
pieces be fixtured whenever possible, to give a better
simulation of the high point planes and axes than may
be possible trough the use of probes directly on the
7
ASME Y14.43-2003
datum features. Fixtures shall be produced at a suficient
level of accuracy to ensure acceptable uncertainty.
2.12.1 I nitia l Cos t Jus tif ica tion. Fixed-limit functional
gages and fixtures may be used for inspection of work
pieces when
(a) the ease of use serves the purpose of inspection
(b) the number of workpieces to be checked is great
enough to justify the cost of manufacturing te gages
(c) plain limit gages may be designed to match the
shape of the workpiece
(d) a large number of workpieces are to be verified
for attribute data, whereas variables data will be col
lected on a smaller number of sample parts
(e) flexible parts are being inspected that will require
restraint
2.12.2 Spee d a nd Capab ility: Ha rd Ve rsus S of t Gages.
When considering the initial cost of investment of GO
and functional gages, the speed at which such a gage
will verify or reject part features should be considered.
These gages will normally inspect complex feature
geometry at much greater speed than many other inspec
tion tools. However, it shall be remembered that unless
a computer-generated soft gage is used, only attribute
data is collected by hard GO and functional gages.
Whereas variables data is not normally associated with
hard GO and hard functional gage use, variables data
is commonly collected by soft GO and functional gages.
3 GAGE DESIGN
3.1 G O/NOG O Gages
3.1.1 Plug Gages
(a) Full-Form Cylindrical Plug Gages (recommended). A
full-form cylindrical plug gage has a gaging surface in
the form of an exteral cylinder. The method of attaching
the gage to the handle shall not affect te size and form
of the gage by producing an undesirable stress.
(b) Modifed Full-Form Cylindrical Plug Gages (not rec
ommended). A small circumferential groove near the lead
ing end of te gage and a slight reduction in diameter
of the remaining short cylindrical surface at the end may
be used to serve as a pilot to facilitate the insertion of
the gage into the workpiece hole. This Standard does
not recommend this practice. However, if used, the
actual end gaging diameter shall remain as sharp as
possible. For safety purposes, it is recommended that
the corner be broken with a 10% or 0.010 maximum
chamfer, whichever is less. A chamfer larger than this
will act as a lead and may damage the gage and/ or the
workpiece.
(c) Segmented Cylindrical Plug Gage [not recommended
by this Standard for features being gaged for violations of the
MMC envelope or the virtual condition boundary (MMC
concept)]. A segmented cylindrical plug gage has a gag-
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
ing surface in the form of an external cylinder, from
which two axial segments are either relieved or removed.
(d) Segmented Spherical Plug Gage [not recommended by
this Standard for features being gaged for violations of the
MMC envelope or the virtual condition boundar (MMC
concept)]. A segmented spherical plug gage is similar to
a full-form spherical plug gage, but it has two equal
segments cut of by planes normal to the axis of the
handle. I the transverse plane, the diameter shall con
form everywhere to the limiting dimensions of the gage.
(e) Segmented Cylindrical Plug Gage With Reduced Mea
suring Faces [not recommended by this Standard for features
being gaged for violations of the MMC envelope or the virtual
condition boundary (MMC concept)]. Segmented cylindri
cal plug gages with reduced measuring faces are similar
to segmented cylindrical plug gages, but have reduced
measuring faces in a plane parallel to the axis of the
handle. I the transverse plane, the diameter shall con
form everywhere to the limiting dimensions of the gage.
3.1. 2 S phe rical Ende d Rod Gages [ not re comme nde d
by this S tandard f or fe atures be ing gage d f or violations
of the MMC e nve lope or the virtual condition b oundary
(MMC conce pt)]. For spherical and gaging faces, the con
tact radius of each shall not be greater than 50% of
the minimum workpiece dimension. The gage shall be
suficiently rigid so as not to flex significantly in use. Rod
gages may be either fixed or adjustable (e.g., telescoping
gage). Spherical ended rod gages are recommended by
this Standard for features being gaged for violations of
the applicable actual local size limit(s).
3.1.3 F ull-Form Cy lindrical Ring Gage ( re comme nde d).
A full-form cylindrical ring gage has a gaging surface
in te form of an internal cylinder. The wall of the ring
gage shall be suficiently thick to avoid deformation
under normal conditions of use.
3.1. 4 S nap Gage. A snap gage has, for its working
size, flat and parallel gaging surfaces. The GO and
NOGO gaps should lie on the same side of the snap
gage. The snap gage should be eiter fixed or adjustable.
3.1.5 Se tting Mas te r D is c. A setting master disc has
a gaging surface in the form of an exteral cylinder.
3.1.6 Se tting Mas te r R ing. A setting master ring has
a gaging surface in the form of an internal cylinder.
3.1.7 D if fe re ntiation. GO and NOGO gages shall be
easily distinguishable. This may be achieved by using
diferent shapes or lengts of gaging elements, such as
a short NOGO gage as compared with a long GO gage.
Alteratively, a colored marker, preferably green for GO
and red for NOGO, or a groove should be used to indi
cate NOGO. Either way, the gages should also be marked
in a manner that will not wear off with normal usage
(e.g., stamping into a nonfunctional area on the gage).
8
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
3.2 F un cti on al Gage C onfi gur ati on
A functional gage takes its physical and functional
configuration from the product description of the com
ponent that is to be gaged.
3.2.1 Re lations hip of De tail to Assemb ly or Othe r
F unction. Each feature to be gaged is to be inspected in
ways that ensure relationships tat shall be met in the
assembly are being gaged. This is to ensure that once
te features and workpieces are put into the assembly,
tey will assemble in a functional manner. If the func
tional criteria are something other than assembly, the
gage shall ensure that the specific functional require
ments have been met if te component has been passed
by te gage.
3.2.2 D atum Fe ature S im ulator. I designing gages,
simulated datums are established by the interaction of
workpiece datum features and datum feature simulators
contained on the gage. These simulators shall be of ade
quate precision and govered by the following shape,
size, orientation, and location descriptions.
(a) Planar Feature
(1) Shape. A planar datum feature shall be simu
lated by a flat surface. This surface shall be of suficient
area to allow contact with the entire datum feature.
(2) Orientation. A gage surface intended for the sim
ulation of a primary datum feature needs no specific
orientation, since it establishes the orientation of oter
gage elements. A gage surface intended for the simula
tion of a secondary or tertiary datum feature shall be
oriented at the specified or implied basic angle to the
datum(s) of higher precedence.
(b) Cylindrical Hole
(1) Shape. A hole used as a primary or secondary
datum feature shall be simulated by an exteral cylindri
cal surface (pin) which is of suficient length to allow
engagement wit the entire datum feature. If the hole
is a tertiary datum feature, it shall be simulated by a
cylindrical surface. If it serves the purpose of angular
orientation only, it shall be simulated by a cylindrical
surface or a diamond pin.
(2) Orientation. A gage surface intended for the sim
ulation of a primary datum feature needs no specific
orientation, since it establishes the orientation of oter
gage elements. A gage surface intended for the simula
tion of a secondary or tertiary datum feature shall be
oriented at the specified or implied basic angle to the
datum(s) of higher precedence.
(3) Size. For a single hole, referenced on an MC
basis, the gage pin will be of fixed size; the pin size for
te simulation of a primary datum feature will be the
MC size of the feature if the feature's axis is not con
trolled by a straightness tolerance. If the datum feature's
axis is controlled by a straightness tolerance, the simula
tor shall be the virtual condition size. The pin size for
te simulation of a secondary and/ or tertiary datum
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
feature shall be the virtual condition size. For a single
hole referenced on an RFS basis, the gage pin shall be,
as a minimum, capable of simulating the range of sizes
from the inner boundary to te least material condition.
That is, rather than a fixed-size pin, a series of graduated
size pins or an expandable device shall be used. This
simulator shall center the datum feature regardless of
the feature's size while maintaining its basic orientation
and location to the dahus of higher precedence.
(4) Location. A gage pin intended for the simulation
of a primary datum feature has no specific location,
since it establishes the location of other gage elements.
Secondary and tertiary simulators shall be located with
respect to the simulators of higher precedence.
(c) Cylindrical Shaf
(1) Shape. A shaft that is a primary or secondary
datum feature shall be simulated by an internal cylindri
cal surface (hole) which is of suficient length to allow
engagement with the entire datum feature. If the shaft
is a tertiary datum feature, it shall be simulated by an
interal cylindrical surface. If it serves te purpose of
angular orientation only, it shall be simulated by a cylin
drical surface or an elongated hole.
(2) Orientation. A gage surface intended for the sim
ulation of a primary datum feature needs no specific
orientation, since it establishes the orientation of oter
gage elements. A gage surface intended for the simula
tion of a secondary or tertiary datum feature shall be
oriented at the specified or implied basic angle to the
datum(s) of higher precedence.
(3) Size. For a shaft, referenced on an MMC basis,
the gage hole shall be of fixed size. The gage hole size
for the simulation of a primary datum feature will be
the MMC size of the feature if the feature's axis is not
controlled by a straightness tolerance. If the datum fea
ture's axis is controlled by a straightness tolerance, the
simulator shall be the virtual condition size. The hole
size for the simulation of a secondary and/ or tertiary
datum feature shall be the virtual condition size. For a
shaft referenced on an RFS basis, the gage hole shall be,
as a minimum, capable of simulating the range of sizes
from the inner boundary to te least material condition.
That is, rather tan a fixed-size hole, a contractible device
shall be used. This simulator shall center the datum
feature regardless of the feature's size while maintaining
its basic orientation and location to the datums of higher
precedence.
(4) Location. A gage hole intended for the simula
tion of a primary datum feature has no specific location,
since it establishes the location of other gage elements.
Secondary and tertiary simulators shall be located with
respect to the simulators of higher precedence.
(d) Slot Widths
(1) Shape. A slot width shall be simulated by a pair
of parallel exteral opposed planar surfaces (block) that
9
ASME Y14.43-2003
are of suficient area to allow association with the entire
datum feature.
(2) Orientation. Gage surfaces intended for the sim
ulation of a primary slot width have no specific orienta
tion, since they establish the orientation of other gage
elements. Gage surfaces intended for the simulation of
secondary and/ or tertiary slot widts shall be oriented
at the specified or implied basic angle to te datum(s)
of higher precedence.
(3) Size. For a slot width referenced on an MMC
basis, the gage surfaces will be at a fixed separation.
The fixed separation used for the simulation of a primary
datum feature shall be the MMC size of the feature if te
feature's center plane is not controlled by a straightness
tolerance. If the datum feature's center plane is con
trolled by a straightness tolerance, te simulator shall
be the virtual condition size. The fixed separation for the
simulation of secondary and/ or tertiary datum features
shall be the virtual condition size of the feature. For a
slot width referenced on an RFS basis, the gage surfaces
shall be, as a minimum, capable of simulating the range
of sizes from the inner boundary to the LMC. That is,
rater than a fixed-size block, a series of graduated size
blocks or an expandable device shall be used. This simu
lator shall center the datum feature regardless of te
feature's size while maintaining its basic orientation and
location to the datum(s) of higher precedence.
(4) Location. Gage surfaces intended for the simula
tion of a primary datum feature have no specific location,
since they establish the location of other gage elements.
Secondary and tertiary simulators shall be located with
respect to the simulators of higher precedence.
(e) Tab
(1) Shape. A tab shall be simulated by a pair of
internal opposed planar surfaces (gap) that are of sufi
cient area to allow engagement with the entire datum
feature.
(2) Orientation. Gage surfaces intended for the sim
ulation of primary datum features have no specific orien
tation, since they establish the orientation of other gage
elements. Gage surfaces intended for the simulation of
secondary and/ or tertiary datum features shall be ori
ented at the specified or implied basic angle to the
datum(s) of higher precedence.
(3) Location. Gage surfaces intended for the simula
tion of a primary datum feature have no specific location,
since they establish the location of other gage elements.
Secondary and tertiary simulators shall be located with
respect to the simulators of higher precedence.
(4) Size. For a tab referenced on an MMC basis, the
gage surfaces shall be at a fixed separation. The fixed
separation used for the simulation of a primary datum
feature will be te MMC size of the feature if the feature's
center plane is not controlled by a straightess tolerance.
If the datum feature's center plane is controlled by a
straightness tolerance, the simulator shall be the virtual
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003 DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
Datum Feature
Simulator
Pilot Diameter
Tertiary Datum
Feature (Width)
Secondar Datum
Feature (Diameter)
Secondary Datum
Feature Simulator
Tertiar Datum
Feature Simulator
Datum Feature
Simulator Length
Workpiece
2X Chamfer
Gage Base
Tertiary Datum Feature
Simulator (Diamond Pin)
Fi g. 1 Diam ond Pin C onstructi on
condition size. The fixed separation for the simulation
of secondary and/ or tertiary datum features shall be
the virtual condition size of the feature. For a tab refer
enced on an RFS basis, the gage surfaces shall be, as a
minimum, capable of simulating the range of sizes from
the inner boundary to the LMC. That is, rather than a
fixed-size gap, a contractible device shall be used. This
simulator shall center the datum feature regardless of
the feature's size while maintaining its basic orientation
and location to te datum(s) of higher precedence.
() Contoured and Mathematically Defned Surfaces. If a
curved or contoured surface is used as a datum feature,
it shall be represented by a datum feature simulator
meant to:
(1) contact te surface at its nominal geometry if it
is a nonclosed feature;
(2) simulate the appropriate boundary condition if
it is a closed feature.
(g) Special Condition Datum Simulators
(1) Although not the preferred practice, diamond
pins are commonly used as tertiary datum feature simu
lators to represent cylindrical angular orientation datum
features. See Fig. 1. The pilot diameter, if diferent from
the datum feature simulator (DFS) diameter, should be
10
of a standard size. The comer of the pilot diameter
should be chamfered to aid in assembly. The DFS diame
ter shall be the virtual condition of the workpiece's
datum feature. The length of the DFS diameter shall be,
at a minimum, the maximum lengt of the workpiece's
datum feature. The land is the portion of the DFS diame
ter that contacts te workpiece. The land should be one
tird of the DFS diameter. The relieved area of the DFS
diameter should be two opposed angles of 1200 inclu
sive. The chamfer on te comer of the DFS diameter
aids in guiding the workpiece onto te DFS.
(2) As the preferred practice, cylindrical dahlm fea
tures of size are simulated for purposes of angular orien
tation by a cylindrical gaging element capable of a
sliding motion. This movement shall be allowed in a
direction that shall contain the part's remaining func
tional degrees of freedom.
3.2.3 Ga ge E leme nt Conf igu ra tion
(a) Fixed Versus Removable Elements. Fixed elements
are used as datum feature simulators for simple parts
and when small quantities are to be gaged/fixtured
where element wear is minimal. Fixed elements may
also be used in machining fixtures where rigidity during
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
clamping is required. Removable elements may be used
for datum feature simulators for complex parts when
loading/unloading or indexing cannot be accomplished
with fixed elements. Removable elements may also be
used when large quantities of parts are to be gaged/
fixtured where ease of replacement of elements such as
gage pins due to wear is required. In designing a gage
with removable elements, consideration shall be given
to te efect of the removable gaging element fit on
measurement uncertainty.
(b) Movable/otational Elements. Elements that swing
away or rotate to allow clearance or access for part load
ing require an indexing feature to provide repeatability.
I designing a gage wit rotational elements, consider
ation should be given to te efect of the rotational gag
ing element fit on measurement uncertainty.
3.2.4 D atum Targe t Conf iguration
(a) Datum Target Point Simulator. Spherical or hemi
spherical pins are used to represent datum target points.
The center of te spherical simulator shall be located
offset normal to te nominal part surface by an amount
equal to te spherical radius. When a datum target is
purposely not located in a particular direction, it is to
allow a movable datum target simulator to be used. In
these instances, the surface configuration on the work
piece at the point of contact may dictate te use of a
conical pin. If the target point to be contacted is on a
radius or other curved surface, the cone tip may stabilize
the part and contact the target point better than a sphere.
The tip of the pin is to be set at any specified basic
dimensions, but may move in the direction that has been
left undimensioned.
(b) Datum Target Line Simulator. The use of the side
of a cylindrical pin to represent datum target lines is
preferred in most instances. When a datum target is
purposely not located in a particular direction, it is to
allow a movable datum target simulator to be used. The
simulator is to be set at the specified basic dimensions
and may move in te direction that has been left undi
mensioned.
(c) Datum Target Area Simulator. The use of a datum
target area simulator that is representative of the area
with which it is making contact is recommended. For
example, if datum target areas are planar, datum target
area simulators shall be planar. Ideally, planar area simu
lators, when used, require full area contact with the
workpiece feature. Surface irregularities will limit the
contact to appropriate high points. The part is placed
on the target simulator in an unrestrained condition,
unless restrained contact is specified in a drawing note.
Full area contact is attempted, but irregularities in the
part surface will relegate the fixture to contacting high
points witin the target area(s). If multiple areas are
used to construct the same datum, then all areas are
treated as though they were one continuous surface
seeking to establish high point contact appropriate to
11
ASME Y14.43-2003
the datum. If multiple areas are used to establish a datum
reference frame, precedence shall be given to the order
of the datum and appropriate contact made on that basis.
3.2.5 Mate rial Condition Modif ie rs. Material condi
tion symbols, also known as modifers, are used in geo
metric controls on gaging elements that represent datum
features of size. Gaging elements that are features of size
may be specified at MMC, LMC, or RFS. Each material
condition symbol used has an efect on the cost of the
gage and the number of workpieces that will be accepted
by te gage. As with the tolerancing of workpieces, the
tolerancing of gages will rely on the engineering team
to determine te most appropriate use of material condi
tion symbols.
Referencing gage datum features of size at either
MMC or LMC will allow the controlled gaging elements
to shift as a pattern as the datum feature(s) departs from
virtual condition, MMC, or LMC, as appropriate. This
will have the effect of allowing the gage to be less accu
rate in determining an in-tolerance workpiece from an
out-of-tolerance workpiece. It may allow the gage to
accept a workpiece with features that have shifted
beyond their tolerance in a direction tat is the same as
the gage elements have shifted. More likely, though, is
the possibility that the gage patter shift will not be in
the same direction as the workpiece patter shift. This
may have the efect of the gage rejecting in-tolerance
workpieces due to the inaccuracies of te gage allowed
by the patter shift.
This Standard, therefore, recommends the use of te
regardless of feature size (RFS) concept when referenc
ing gage datum features of size. This concept allows no
pattern shift on the gage as the datum features change
size or become more geometrically perfect. The use of
the RFS concept on datum features may cause the initial
cost of te manufacture of the gage to increase. This
initial increase should be offset over time by the benefits
of a more accurate, reliable gage.
The use of the LMC concept is most compliant in
satisfying the absolute tolerance practice. The use of
the MMC concept, however, provides the benefit of a
significant increase in the number of in-tolerance parts
passed by the gage at the cost of a small risk of accepting
marginally bad parts. For a discussion of the ramifica
tions of material condition symbol selection and exam
ples of each, see Appendix II.
3. 2.6 C ontrolle d Fe ature I nf lue nce on Gage. Con
trolled features of the workpiece are to be represented
by the gage elements at teir virtual condition size for
all features using the MMC concept. If the controlled
feature is a shaft, it is represented with a gage hole, such
as a full-form ring gage. If te controlled feature is a
hole, it is represented with a full-form gage pin. No
matter what the controlled feature configuration, it is
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
Minimum Break of Corner
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
r Gage Length
--
Gage Body
Fig. 2 Fixed Pin Construction
represented with a gage element that is the natural
inverse of the configuration being gaged.
(a) Fixed Pins. When inspecting internal features of
size for orientation or location, fixed pin gages may be
used. However, when fixed pin gages are used, it may
be difficult to determine if datum features are making
appropriate contact wit their representative gaging ele
ments.
Fixed gage pins are designed to be assembled, and
remain fixed to their respective gage base or bod y during
the use of the gage. See Fig. 2. For through holes, the
minimum gage length of the gage pin is te maximum
length of the feature being gaged. For blind holes, the
gage length of the gage pin is te minimum length of
the feature being gaged. The functional corers of the
gage pins shall remain as sharp as possible without
being a safety concern. This is to prevent the workpiece
from leading onto the gage, accepting a bad part, and/ or
possibly damaging the workpiece or the gage. The pilot
end of the gage pin should be chamfered to aid in assem
bling the gage pin into the gage base or body.
(b) Pushpins. To facilitate loading and unloading the
workpiece, pushpin gage design may often be more
desirable than te fixed pin concept. The pushpin con
cept allows the part to first seat appropriately in its
datum reference frame, before an attempt is made to
insert the gage pins into the gage and the part being
gaged.
An additional application of the pushpin gage design
is to inspect multiple patters of features which allow
separate gaging requirements. This could reduce the
total number of gages required.
If the pushpin gage design is employed, the part toler
ance shall be divided between the gage pin size limits
and its counterpart gage hole's positional tolerance. Con
sideration shall also be given to the fit between the gage
pin and its counterpart gage hole. Caution shall be used
in te design of pushpin gages to ensure tolerances given
to the gage holes and the pins that are used in tem
provide for a pin tat can be easily inserted and extracted
from its gage hole, yet with a minimum of clearance.
12
With absolute tolerancing, the tolerance on the gage
pin size is to be all plus and no minus. The gage hole
receiving the pin shall have tolerance as welL Its size
shall be at least as large as te gage pin's MMC if the
gage pin is always to enter its gage hole.
It is recommended that projected tolerance be used
on these types of gage holes, since the gage hole gives
orientation to the gage pin. The amount of tolerance
used has te efect of possibly increasing te virtual
size of the gage pin (MMC concept virtual condition),
consequently infringing on the controlled hole's virtual
condition boundary (MMC concept). This has te efect
of creating a gage pin virtual condition larger than the
virtual condition of the hole it checks. The more toler
ance that is given to the projected tolerance zone of
te gage hole, the greater te probability of rejecting
controlled part holes theoretically acceptable in accor
dance with the engineering drawing. Size tolerances
given the gage pin shall be kept to a minimum. See
ASME B4.2 for sliding fits.
Pushpins are designed to be movable or removable,
depending upon the application. Two types of pushpins
will be referred to as Type 1 and Type 2.
(1) Type 1 pushpins are designed to be removed
from the gage base or body while loading and unloading
te workpiece being inspected. See Fig. 3. The pilot is
te portion of te pushpin that guides the pin into the
gage body, positioning the gage pin in te proper loca
tion and orientation. The engagement length of the pilot
is te interface between the pilot and the gage body
before te gage diameter reaches the workpiece. Engage
ment length should be 2.5 to 3 times the diameter of te
pilot. This is to ensure the gage pin is fully positioned
and oriented before the gage diameter reaches the work
piece. The gage diameter is the actual gaging element
of the gage pin. The length of the gage diameter shall
be, at a minimum, the maximum length of the feature
being gaged. The functional corers of the gage diameter
shall remain as sharp as possible witout being a safety
concer.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
I
Gage Length
I
V
Gage Diameter
I
I
Part Thickness
f
' )
mum Mi ni
Brea
of C
t
Pilot Le
Engagement
:mer
I
Pilot Diameter J L
L Chamfer
Gage Pin
Part
Gage Body
Fig. 3 Pushpin Construction - Type 1
13
l
ASME Y14.43-2003
ngth
Disengaged
Engaged
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
- -
II
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
[Gage Length
Minimum Break
I
Gage D iameter
t
Pilot Diameter
/ LEn a ement JL Chamfer g g
Gage Pin
Gage Riser Block
Gage Base
Fig. 4 Pushpin Construction - Type 2
(2) Type 2 pushpins are designed to remain assem
bled with the gage block or body, but are retracted to
facilitate loading and unloading the workpiece. See Fig.
4. The engagement length of the pilot is the interface
between te pilot and te gage body before te gage
diameter reaches the workpiece. The engagement length
should be at least 4 times the diameter of the pilot, to
assure stable positioning of the pushpin. The pilot is
the portion of the pushpin that engages the gage body,
giving te pushpin proper location and orientation. The
pilot length shall be, at a minimum, the sum of the widt
of the gage body and any distance between the gage
body and the workpiece. The pilot diameter should be
of a standard size, approximately 30% larger tan the
gage diameter. Gage diameter is the actual gaging ele
ment of the pushpin. The minimum gage length is the
maximum length of the feature being gaged. The func
tional comers of the gage diameter shall remain as sharp
as possible without being a safety concern.
(c) The boundary concept is used when tolerance
zones are to be verified by gaging the virtual condition
(MMC concept) boundaries generated. Originally
explained in previous editions of ASME Y14.SM for elon
gated holes and shafts, the concept was expanded in
14
ASME Y14.SM -1994 to include the more unusual shaped
features not considered features of size in past editions
of ASME Y14.SM. Still, the concept is the same for a
common cylindrical feature being oriented or positioned
as it is for an oddly configured feature. If a virtual condi
tion boundary can be calculated for the controlled fea
ture, a gage can be constructed to gage that boundary.
I such instances where te boundary is to be gaged
specifically in lieu of a tolerance zone, the word
"BOUNDARY" is noted beneath the controlled feature's
feature control frame.
(d) Simultaneous Versus Separate Requirements. The
simultaneous gaging principle is invoked when the same
datums in te same order of precedence are used for
location in controls on feature patterns, and use te same
material condition modifiers after any datum features
of size referenced. Multiple patterns of features that fall
under the simultaneous gaging requirement rule shall
be inspected wit te same gage simultaneously. This
is more restrictive than a separate requirement. Separate
gaging requirements would use a separate gage for each
pattern and for many reasons (such as rocking on datum
features and patterns shifting in diferent directions) are
less restrictive than a simultaneous requirement.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
Although separate gaging requirements would, in con
cept, accept a greater number of workpieces gaged, it
shall be remembered tat such gaging metods would
not ensure that the multiple patters of features gaged
with separate gages would assemble with one part that
contained mating features for all patterns simultane
ously.
One main purpose of using a simultaneous gaging
requirement is to ensure that multiple patterns of fea
tures will function as though they were one pattern,
e.g., all simultaneously mating with multiple patterns
of features that are also simultaneously gaged on the
mating parts in the assemb 1 y. When i t is desired to clarify
that patters are to be simultaneously gaged, a note (as
allowed by ASME YI4.5M-1994) such as SI RQT may
be placed on the product drawing next to all features
that are part of the simultaneous gaging requirement.
When it is desired to clarify that patters may be sepa
rately gaged, a note such as SEP RQT may be placed
on the product drawing next to all features that may be
confused as a simultaneous gaging requirement.
It is important to remember that the simultaneous
gaging requirement rule does not automatically apply
to the lowest segment of a composite feature control
frame. If such a requirement exists, a note such as SI
RQT shall be placed on the product drawing to the
right of the lowest level of the composite feature control
frame.
3.3 Desi gn C onstraints
As with any measurement tool, consideration shall be
given to the advantages and disadvantages of gages
as they pertain to the design, manufacture, use, and
maintenance of the gage.
3.3.1 Use f ul L ife. Gages wear as they are used. Even
tually, the gage will wear beyond acceptable limits and
begin to accept parts that are not within tolerance. There
fore, gages shall be closely monitored for wear to deter
mine when it is appropriate to replace or refurbish the
gage. Where possible, the original gage design should
facilitate both the monitoring and the maintenance.
3.3.2 Ava ilab ility of Comme rcia l Com pone nts. When
it is possible to purchase off-the-shelf components for
gages, they should be considered for use. This practice
has the potential to reduce the original and refur
bishment costs of the gages.
3.3.3 S ize a nd We ight. Whenever possible, gages
should be made at a physical size and weight that allow
the gage to be easily handled for optimal use. A gage
that is unnecessarily heavy may be dificult to maneuver
and use. If dificult to handle, damage may be caused
to te workpiece or the gage while inspecting the work
piece.
15
ASME Y14.43-2003
3.3.4 Phys ica l Prope rties. The material used for gages
shall be selected with due consideration to stability,
durability, and rigidity.
(a) Material. Gaging elements shall normally be manu
factured from a high quality tool steel suitably selected
to provide a high degree of wear resistance after heat
treatment. Other wear-resistant materials (e.g., tungsten
carbide) may be used, provided that their wear qualities
are not less tan those of the tool steel specified above.
Hard chromium plating may also be applied to gaging
surfaces, but the tickness of deposit shall at least accom
modate the normal wear of the gage.
There may be specific applications where the use of
special materials (e.g., glass) is necessitated by the nature
of the workpiece or the manufacturing environment. In
such applications, care shall be taken to establish gage
calibration procedures at sufficient frequency such that
wear of te gages is adequately controlled.
(b) Hardness. The hardness of the gaging surface shall
be at least 700 HV (60 HRC).
(c) Stabilization. The gage manufacturer shall ensure
that the gages are adequately stabilized by a method
appropriate to the material, their shape, and size.
(d) Surface Texture. The surface texture shall be consist
ent wit the accuracy of the gage desired. The maximum
roughness values are expressed in roughness average
values, Ra, for the preferred classes. See ASME B4.2 and
ASME B46. 1. Consideration should be given to speci
fying additional surface texture parameters that will
provide greater control of surface topography tan does
the Ra specification and will allow greater likelihood of
conforming to the design criteria listed in para. 3.
3.3.5 Ma rking. Each gage and fixture, and its associ
ated hardware, shall be legibly and permanently marked
wit the particulars listed below. The marking shall be
on oter than gaging surfaces and shall not afect the
accuracy of the gages. Mark
(a) the workpiece limits or, alternatively, te value of
the basic size and the symbol designating the tolerance
zone of the workpiece
(b) GO or NOGO, as applicable
(c) manufacturer's name or trademark
(d) serial or part number (optional)
NOT: For plug gages with renewable ends, marking shall appear
on the handle and on the renewable ends.
3. 3. 6 E rgonom ic Req uireme nts. A gage shall be
designed that considers ease of use. Not only are size
and weight to be considered, but also configuration.
Where appropriate, handling features such as gripping
features and lift rings should be designed into the gage.
Gage tables or other similar types of handling devices
may be included as part of the design.
(a) Safety Considerations. Consideration shall be given
to safety. Whenever possible, sharp corners should be
removed, weight should be minimized, and size and
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
configuration optimized for ability to be handled and
safety.
(b) Process Aids. To ensure the correct use of the gaging
device, consideration shall be given to providing process
aids, such as picture panels or process pictures, that will
aid in the performance of the gaging operation.
(c) Separate Gage Details. Where the gage design
includes separate details that comprise the gage device,
provision shall be made to store the loose components
of the gage assembly and ensure proper use of the gage
assembly. Examples could include pushpins, setting
blocks, and calibration artifacts.
3.3.7 E nvironme nt
(a) Storage Environment. Gages shall be stored in an
environment that is conducive to optimal preservation.
Whenever possible, gages shall be repackaged between
uses. It is recommended that te gage be coated with a
corrosion-preventive substance (e.g., light machine oil
or its equivalent). Caution shall be used with oil and
plastic parts. Compatibility shall be investigated.
(b) Use Environment. In designing the gage, due con
sideration shall be given to environmental factors tat
may have a detrimental influence on use or maintenance
of the gage. Some of these factors may include oil, chips,
water, atmosphere, contaminants, and vibration.
3.4 C oeficient of Expansi on
Coefcient of expansion is the value that represents the
amount that a material expands or contracts relative to
a change in temperature, resulting in thermal expansion.
See ASME BS9.6.2.
(a) Gages With Components of the Same Material. Where
practical, some components of the gage may be fabri
cated of the same material as te parts being gaged, in
order to minimize the efects of thermal expansion (e.g.,
an aluminum base for a gage checking an aluminum
part). However, the datum feature simulators and the
gaging elements shall meet the requirements of para.
3.3.4(b).
(b) Gages With Components of Different Material. When
gages have components of diferent material tan te
part being gaged, such as a steel gage base for an alumi
num part, the effect of thermal expansion on the gaging
process shall be analyzed. However, inspecting the parts
at 20C (6S0F) will control the effects of thermal
expansion.
3. 5 Ga gin g of F lexib le Parts
The design of gages that are intended to be used with
flexible parts shall recognize te restraint requirements
as defined on the engineering drawing and simulate
these requirements as prescribed. It is assumed that te
engineering drawing shall describe the restraint require
ments sufficiently to duplicate the expected functional
conditions. The gage can then be designed to reproduce
16
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
tese requirements and minimize the gaging error. The
process tooling (e.g., tooling fixtures) may include addi
tional supports used for machining purposes that may
not appear on the gage.
3.6 Repeatabi lity
Gages are designed to produce optimum repeatability
of measurements taken. Repeatability is greatly affected
by the form and orientation controls given to gage ele
ments. The tighter the form and orientation controls, the
easier it is to seat and orient te part on the gage in the
same manner each time te gage is used. Inspectors will
vary in their handling of gages; this also may afect the
repeatability of the gaging results.
Environmental stability is a maj or factor in repeatabil
ity. An unstable environment will cause gaging results to
vary. Therefore, the environment should be as carefully
controlled as possible.
4 DIMENSIONING AND TOLERANCI NG
4.1 Genera l
Gages shall be dimensioned and toleranced in a man
ner that is reflective of the dimensioning and tolerancing
method used on the workpieces being gaged. When
practical, tolerances are assigned to be ten to twenty
times tighter tan the features being gaged.
4.2 Tolerance Ca lcu lati on
4.2.1 G O Ga ges. GO gages are made to the MMC
size of the feature(s) tey gage. GO gages check perfect
form at MMC, by gaging the MMC size for an envelope
violation.
4.2.2 Fu nc tiona l Ga ges. Functional gages are made
relative to the virtual condition (MMC concept) of the
feature(s) they gage. Functional gages check for a viola
tion of the virtual condition boundary (MMC concept).
See dimensioning and tolerancing options in Appen
dix A.
4.2.3 Ga ge Tole ra nce. It is recommended that 5% of
te workpiece tolerance be used as gagemakers' toler
ance, with an optional 5% considered for wear allow
ance. Combined, they make up the total gage tolerance
(5-10%), which is applied to the MMC size limit for a
GO gage or to the virtual condition (MMC concept) limit
for a functional gage. See paras. 4.3.1 and 4.3.2.
4.2.4 Workp iece Tole ra nce. Workpiece tolerance for a
GO gage is to be considered the diference between
te MMC and LMC size of te feature being gaged.
Workpiece tolerance for a functional gage is to be consid
ered the diference between the virtual condition (MMC
concept) and the LMC size of the feature being gaged.
4.2.5 Virtua l Condition (MMC Concep t). Virtual condi
tion (MMC concept) for all internal features of size is
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
calculated by subtracting te geometric tolerance appli
cable at MMC from te MMC size of the feature. Virtual
condition (MMC concept) for all exteral features of size
is calculated by adding the geometric tolerance applica
ble at MMC to the MMC size of te feature.
4.3 Tolerance Distributi on
4.3.1 S ize a nd Ge ometric Tole ra nces. The distribution
of gage tolerances between size and geometric controls
should be done in a way that optimizes te manufacture
of the gage and the acceptance of all gages within the
extremes of the range of total gage tolerance. This may
at times, call for geometric tolerances assigned to the
gage to be zero tolerance at MMC or LMC. However, if
some of te gage tolerance appears in te feature control
frame, as well as some in the size limits, the RFS concept
may be employed.
4.3.2 Applica tion of Tole ra nces. Under the absolute
gaging policy, all gagemakers' tolerances, wear allow
ances, and measurement uncertainties shall be held
within the workpiece/part size limits.
5 USAGE
5.1 Genera l
Functional gages inspect for violations of the virtual
condition boundary created by the use of the MMC
concept. Functional gages are dimensioned and toler
anced relative to the virtual condition of te features
they check (see examples of gage policy and wear allow
ance in Appendix A). Gages should be used in a manner
that closely duplicates how te feature being gaged will
function. If the part is to be used in an assembly, the
gage design should duplicate assembly conditions.
5.2 En vi ronmenta l C on diti ons
5.2.1 Tem pe ra tu re. All part dimensions and toler
ances apply at a temperature of 20C (68F). If both the
gage and the workpiece are at 20C (68F), tere is no
measurement error caused by temperature. For other
conditions, te efects of termal expansion on the gage
and the workpiece shall be considered. Should the gage
and the workpiece be at the same temperature, which
is other than 20C (68F), both will expand by an amount
that can be calculated as KL(T -20), where K is the coefi
cient of expansion, L is the lengt, and T is the tempera
ture in degrees Celsius.
With the same coeficients of expansion, no tempera
ture-related measurement uncertainty is introduced.
However, when dealing with diferent coeficients of
expansion, temperature-related measurement uncer
tainty becomes a factor. If the gage or the workpiece
is constructed of more than one component and tese
components have diferent coeficients of expansion, the
structure should be examined to see if an additional
17
ASME Y14.43-2003
uncertainty could occur because of twist or bend.
Among the many other factors to consider are
(a) Slowly Changing Temperature. Should the air tem
perature slowly change over time, and thermal conduc
tivities that are in the structures of te gage and the
workpiece happen to be high, uncertainty caused by
temperature can be scrutinized based on the premise
that the temperatures of the gage and the workpiece are
uniform, but not equaL
(b) Quickly Changing Temperature. If minor, fast air
temperature changes take place, and if the gage and the
workpiece are of large mass, the efect of the temperature
changes could be smalL I these situations, not enough
heat flows in and out of the gage and the workpiece
to change the temperature significantly. Rapid and/ or
large-magnitude air temperature fluctuations may
impose diferential temperature changes on the gage
and the workpiece, which can cause them to twist and
bend. The uncertainty of this shall be taken into consid
eration and, if possible, avoided.
(c) Radiant Energy, Such as Sunlight and Artifcial Light
ing. Sunlight should be avoided, and artificial lighting
and radiant energy outside the visible spectrum should
be held to a minimum. Indirect lighting is often effective.
Lighting should be as uniform as possible, to prevent
uneven heating of gage and workpiece. One of the most
prevalent problems caused by radiant energy is in the
flatess of large surfaces. Some oter factors of tempera
ture which shall be considered are: workpieces not stabi
lized to the inspection environment, air from heating or
cooling ducts, and te body heat of the inspector. See
ASME B89.6.2 for further information on environmental
conditions.
5.2.2 Hum idity. The presence of excessive humidity
can cause deterioration of gage elements due to corro
sion of metal surfaces and can also cause discomfort to
personneL Bot of tese factors could have a negative
efect on gaging accuracy. Therefore, it is important to
have a measuring environment where humidity is main
tained at a level that does not allow this to occur. It is
recommended that the relative humidity shall not
exceed 45%. See ASME B89.6.2 for further information
on environmental conditions.
5.2.3 Contam ina tion. Contamination of the measur
ing environment can have detrimental efects on gage
accuracy. Therefore, it is important to maintain a clean
environment that is free of grease, grime, and dirt. Gage
precision will be afected by the presence of foreign
particles, especially when tolerances are smalL
5.3 Certificati on an d Ca librati on
5.3.1 Ce rtif ica tion. Certification is a process that is
done either when the gage is first brought into the facility
or after the gage is reworked. A gage is certified by
being checked in a controlled environment to see that
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
all of the dimensions and tolerances are met. A gage
can be certified as a master gage, which is rarely used,
for use in checking oter gages. A gage can be certified
for use in a sample-checking area for checking parts and
be held to a more open tolerance. The third gage is a
shop gage, and is used on the shop floor to check a part
as it comes of the machine. A part can be checked on
a sample-checking gage when the shop gage shows that
a part is out of tolerance. A gage used in a shop is not
required to be as accurate as a master or sample
checking gage, and so only needs to be accurate to a
greater tolerance range, but still within specified gage
tolerances.
5.3.2 C alib ration. Calibration is what is done in given
time frames, according to the usage of the gage and
material of the gage and part. Calibration is done after
the gage is certified. The time frame is stated either
on the gage or on documentation with the gage. The
dimensions and tolerances are all checked again to see
that they still meet the dimensional requirements of the
gage. If they meet the requirements of the gage drawing,
the gage is still certified, but this is not a recertification
of the gage. If the gage does not meet specifications, the
gage can be downgraded from a master gage to a
sample-checking gage or some other way. The gage can
also become out of tolerance. If this happens, the gage
is either scrapped or reworked. If a gage is reworked,
then it shall be recertified.
5.3.3 F req ue ncy. The frequency of use of a gage can
have deteriorating efects over time. Depending on the
gage design, the effects of wear, damage, burrs, or
dimensional instability can cause measuring errors if
gage deterioration is not detected accurately.
5.3.4 Me thodology
(a) Control of Geometric Characteristics. The composite
tolerance on geometric characteristics of fixed gages
shall not exceed 50% of the applicable tolerance on the
workpiece feature being gaged. The geometric toler
ances shall be held within the workpiece size limit
dimensions. Geometric tolerances that may be used on
gages include straightess, flatness, circularity, cylin
dricity, profile, perpendicularity, parallelism, angularity,
position, concentricity, symmetry, and runout. See
ASME YI4.5M-1994.
(b) Fixed Limit Gage Size Checking. There are many
methods that may be used to determine the gage size.
It is important that the gaging surfaces of the snap gage,
the gage block, and the setting master disc (depending
on te method used) be carefully wiped clean before
any measurements are performed. For setting master
discs, it is also recommended that the disc be greased
with a thin film of petroleum j elly and then carefully
wiped, without rubbing of the petroleum j elly. Four
basic methods for checking te sizes of fixed limit gages
are described below.
18
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
(1) Setting Master Disc Method. For a GO snap gage,
two setting master discs are used. The snap gage should
pass over the setting master disc for a new GO snap
gage in a vertical direction, under the working load,
after having been brought carefully to rest in contact
with the disc and ten released. Inertia forces are thus
avoided.
The GO snap gage should not pass over the wear
check disc when this is applied in the same manner
described above. If te GO snap gage passes over the
wear check reference disc, then the gage should be
reworked or replaced. The wear check disc is slightly
larger than the setting master disc.
For a NOGO snap gage, the snap gage should just
pass over the appropriate setting master disc when tis
is applied in the manner described above.
(2) Gage Block Method. This method utilizes a set of
gage blocks and is appropriate to both GO and NOGO
snap gages. A combination of gage blocks is wrung to
te appropriate workpiece limit. The gage block combi
nation is then progressively increased or decreased as
required until te snap gage just passes over the gage
block combination in a vertical direction, under the
working load. An acceptable alternative is for te gage
blocks, applied vertically to the snap gage, to just pass
trough the gap under their own weight.
The size of the gage block combination should be
noted and compared wit the GO and NOGO gage
limits as appropriate.
(3) Setting Master Disc and Gage Block Method. This
method utilizes a setting master disc, wit a diameter
smaller than te working size of te snap gage, in con
junction with a set of gage blocks and is appropriate
to both GO and NOGO snap gages. The gage block
combination is adjusted such that the gap gage just
passes over the combined width of the gage block(s)
and the setting master disc in a vertical direction, under
te working load.
The sum of the sizes of the gage block(s) and the
setting master disc should be noted and compared with
te GO and NOGO gage limit as appropriate.
(4) Comparison to Setting Masters by Indication. A
right-angle plate is placed on a surface plate, and the
snap gage to be calibrated is mounted on the right-angle
plate with its gaging surfaces parallel to the surface
plate. An indicator (mechanical or electronic, depending
on accuracy requirement) mounted on a transfer stand
is used to transfer the known size from the calibrated
setting master to the gaging surfaces of the snap gage,
and any deviation from the known size may be recorded
from the indicator reading.
NOTE: Al of the preceding methods are applicable for fixed or
adjustable snap gages, except method (1), whc is mainly used
for fixed snap gages.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
5.4 Referee Gaging
In situations where mediation is required to accept/
rej ect a part, a referee gage may be required. This gage
takes precedence over all other gages and is the final
arbiter on whether a part is good or bad.
There are many diferent applications for gages. Most
of the discussion in tis Standard deals with gaging
finished product requirements. There are also require
ments for in-process gaging procedures. It is often con
sidered good gaging practice to have available two sets
of gages. One set will be used for in-process gaging and
the other for final inspection.
If workpieces are rejected by the in-process gages,
they can be set aside for a final inspection procedure
using te more tightly toleranced final inspection gage.
Since this gage is stored in a controlled environment
more conducive to gage preservation and appropriate
usage, it is generally the more reliable of the gages and
used as the final arbiter in the status of te workpiece.
The more tightly toleranced gages are known as ref
eree gages.
5.4.1 I n-P rocess Gaging. In-process gaging has sev
eral uses. One use is to audit the product of a controlled
process. GO and functional gages will not show the
actual quantitative value of the part; however, tey will
show if a part is outside of the acceptable limits. Since
gaging will not satisfy the quantitative data collection
required for statistical process capability studies, if such
data is required, augmenting inspection methods shall
be used. Anoter benefit is that in-process gaging can be
used in place of building nearly duplicate final product
gaging. Normally, this set of in-process gages, which are
used by manufacturing personnel, will be provided with
a larger wear allowance than the final acceptance gages.
This is because the in-process gage will receive use in
an environment more hostile to optimum gage handling
and preservation. These gages tend to wear out faster
than a gage used in an inspection-controlled envi
ronment.
5.4.2 Fina l Acce pta nce Gaging. Final acceptance gag
ing may have tighter tolerances and is likely to be housed
in a controlled environment more conducive to gage
preservation and appropriate usage. It is generally the
more reliable of the gages and is used as the final arbiter
in determining the status of te workpiece. Worn gages
may actually make better final acceptance gages,
because as long as they do not violate the boundary
they are designed to verify, more good parts will be
accepted by them than by the newer gage with more
material. If a process is not reliable, gaging 100% of the
product as final acceptance may be required.
19
ASME Y14.43-2003
5. 5 Alignment Prin ci p le
The principle of alignment should be followed as
closely as possible in all instruments for measuring
dimensions. For example, the axis or center plane of the
feature or dimension being measured should be aligned
wit the appropriate reference element of the gage. It
may be the appropriate alignment is perpendicular to
the axis or center plane, oriented to te datums to which
the feature is controlled, or oriented to the desired geom
etry of te feature being gaged. Whatever te appro
priate alignment is, it should be observed during gaging
for the best results.
5.6 Measurement For ce
All measuring and gaging operations involving this
Standard are understood to be implemented wit zero
measuring force.
NOT: This statement is not meant to supersede drawing notes
that describe part restraint necessary to measure parts that are
subject to variation i the free state.
If a measurement is carried out with a measuring force
exerted on the part oter than zero, its result should
be corrected accordingly. A correction, however, is not
always required for parts where it is determined te
measurement force exerted is not suficient to interfere
wit te accuracy of measurements as they pertain to
part function.
5.7 Hand ling
Where appropriate, it is recommended that gages be
insulated against the warmth of the hand of the user, as
this is likely to significantly afect the gage dimensions.
6 FIXURES
6.1 Genera l
There are two common types of fixtures. The first is
designed to hold and seat the workpiece during manu
facture. The second is designed as a checking fixture
used to hold (when appropriate) and seat the workpiece
during inspection.
6.2 Simi larities t o Gages
Fixtures and gages share the same datum feature
element representation. Unlike gages, fixtures do not
normally contain elements representing the controlled
features.
6.2.1 Da tums. Depending on the specified material
condition, part features are represented by simulated
datum features using standard gage components (of
the-shelf, catalogue listed), such as collets, arbors, pins,
bushings, etc. Datum target points are contacted by
spherical locators, datum target lines by tangent surfaces
on dowel pins, datum target areas by rest pads or jig
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
legs, and part datum feature planar surfaces by ground
tool stock.
Dimensions locating and interrelating part features
originate from the datum reference frames specified on
the workpiece drawing. Dimensions that locate and
interrelate gage elements originate from simulated
datum features (fixtures), also identified as datums in
accordance with ASME Y14.5M-1994 on gage drawings.
Parts and gages have corresponding basic dimensions,
geometric characteristics, and datum references. As on
part drawings, datum features on gages shown perpen
dicular, coaxial, or symmetrical to each other shall be
controlled for location or orientation to avoid incomplete
drawing specifications.
Measurement uncertainty (setup error) can occur
when form and other geometric tolerances are not speci
fied to refine and interrelate part and gage datum fea
tures. Tolerance stack-ups and candidate reference
frames (see ASME Y14.5.1M -1994) occur when part loca
tion in three-dimensional space is uncertain due to inac
curate part or gage datum features.
Gage fixture features shall make physical contact with
or engage part datum features, and contact or engage
ment shall be maintained and verified before other part
features are gaged. Verification of physical contact or
engagement shall be included in the design of functional
gages.
20
DIMENSIONING AND TOLERANCING PRINCIPLES
FOR GAGES AND FIXTURES
6.2.2 Ove rriding Cons traints. Fixtures, altough not
usually as costly as gages, will require an initial invest
ment of capital to design and construct. It is assumed
tat if a fixture is to be used, it will pay for itself over
time by making workpiece fabrication and measurement
faster and more accurate.
6.2.3 Re pe atab ility. As with other tools used to assist
in the manufacture and inspection of workpieces,
repeatability of measurement is greatly afected by the
form and orientation of the elements of the fixture that
contact the datum features on the part. The better te
form and orientation, and the fewer times a part is
removed from the fixture between measurements, the
more repeatable the measurements.
6.3 Diferences Fr om G ages
The only diference between a fixture and a gage is
tat the fixture contains no elements to represent the
controlled features. It is constructed with gage or fixture
elements tat represent the part's datum features but
none of the controlled features, and may include clamp
ing elements where appropriate. It is understood that,
unlike a gage, a checking fixture will be required to be
used in conjunction with some method of collecting
variables data, such as a computer-controlled coordi
nate-measuring machine.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
MANDATORY APPENDI X I
I LLUSTRATI ONS OF GAGI NG POLI CY
Figures I1 through 14 are intended only as illustrations
of gaging applications and policies. The absence of a
figure illustrating the desired application is neither rea
son to assume inapplicability nor basis for drawing rejec
tion. I some instances, te figure shows added detail
for emphasis; in other instances, the figure is incomplete
by intent.
21
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
Inner Boundar
MMC Hole 12.0
- Geo Tol at MMC - 0.2
Inner Boundary Hole 1 1 .8
WORKPI ECE
2X 11 2 +
0.2
o
1 -1 1 0.2
@1 A l B
1
C
1
Outer Boundar
LMC Hole 1 2.2
+ Geo Tol at LMC + 0.4
Outer Boundary Hole 1 2.6
WORKPI ECE APPLI ED TO GAGE
MANDATORY APPENDIX I
Datum Feature C
Simulator
Fig. 1 1 Workpiece for G aging P olicy Eamp les
2
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
MANDATORY APPENDIX I
ABSOLUTE TOLERANCI NG GAGE
2X 1 1 .80 - 1 1 .84
1 -I o I
A
I
B
l c l
Inner Boundar
LMC Gage Pin
- Geo Tol at LMC
Inner Boundary Gage Pin
1 1 .8
o
1 1 .8
Outer Boundar
MMC Gage Pin
+ Geo Tol at MMC
Outer Boundary Gage Pin
1 1 .84
+ 0.04
1 1 .88
Since the inner boundary ot the holes being gaged is not larger than the inner boundary
ot the gage pin, no out-ot-tolerance workpieces will be accepted by the gage.
Fig. 12 Abs olute Gaging P olicy
23
ASME Y14.43-2003
2.3.1
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003 MANDATORY APPENDIX I
Fig. 13(a)
OPTI MISTIC TOLERANCI NG GAGE
2X 1 1 .76 - 1 1 . 80
1 -I
o @I
A
I
B
l c l
Inner Boundar
LMC Gage Pin
-Geo Tol at LMC
Inner Boundary Gage Pin
EXAM PLE 1 : Not Quite Optimistic.
1 1 .76
- 0.04
1 1 .72
Outer Boundar
MMC Gage Pin
+ Geo Tol at MMC
Outer Boundary Gage Pin
1 1 .8
+ 0
1 1 .8
Technically, since the outer boundar of the gage pin is not bigger than the inner
boundary of the hole being gaged, no good (in-tolernce) workpiece will be rejeced by
the gage pin. But, sinc most would agree that a 1 1 .8 diameter pin will not f into a hole
made at its 1 1 .8 diameter inner boundar, the following option is called Optimistic.
See Fig. 13(b) for Example 2.
Fig. 1 3 Optimistic Gaging P olicy
24
2.3.2
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
MANDATORY APPENDIX I
Fig. 13{b)
OPTI MI STIC TOLERANCI NG GAGE
2X 1 1 . 76 - 1 1 .79
1 -I o @I A
I
B
l c l
Inner Boundar
LMC Gage Pin
- Geo Tol at LMC
Inner Boundary Gage Pin
EXMPLE 2: Optimistic.
1 1 .76
- 0.03
1 1 .73
Outer Boundar
MMC Gage Pin
+ Geo Tol at MMC
Outer Boundary Gage Pin
1 1 .79
+ 0
1 1 .79
The amount of reduction of the outer boundar and the maximum material condition of
the gage pin must be based on a carful consideration of how much reduction is
necssary to assure that no borderline, technically in-tolerance, workpieces are rejected
by the gage.
See Fig. 13{a) for Example 1 .
Fig. 1 3 Optimistic Gaging P olicy (C ont'd)
25
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
TOLERANT TOLERANCI NG GAGE
2X 1 1 .8 0.01
I -I 0.02
1
Al B
1
C
1
Inner Boundary Outer Boundar
LMC Gage Pin 1 1 .79 MMC Gage Pin 1 1 .81
-Geo Tol at LMC - 0.02 + Geo Tol at MMC + 0.02
Inner Boundar Gage Pin 1 1 .77 Outer Boundary Gage Pi n 1 1 .83
The inner boundary of the gage pin is smaller than the worst case acceptable hole. If the
gage pin is producd at a size or condition that occupies less area around true position
than the hole being gaged, the gage will accept a small percentage of out-of-tolerance
workpieces. The MMC and the outer boundary of the gage pin is larger than the inner
boundary of the hole being gaged. If the gage pin is produced at a size or condition that
occupies more area around true position than the hole being gaged, the gage will reject
a small percentage of in-tolerance workpiecs.
Fig. 1 4 Tolerant Gaging P olicy
26
MANDATORY APPENDIX I
2.3.3
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
MANDATORY APPENDIX I I
MATERIAL CONDI TI ON EXPLANATI ON
Figure III will be used here to show the diferences
between, as well as the advantages and disadvantages
derived from, each material condition symbol. It is con
trolled wit zero positional tolerancing at MMC, because
this allows the total workpiece hole tolerance to be
shown in te size requirements. Each hole diameter is
11. 8 to 12.2. This would generate an inner boundary
diameter for the hole of 11.8 (11. 8 - 0) and an outer
boundary of 12.6 (12.2 + 0.4). The diference between
these two boundaries equals a tolerance of 0.8 (12.6 -
11.8) between the inner and outer hole boundaries.
Therefore, the gage pins, as shown in Fig. II2, could
be sized and geometrically controlled by 2x 11. 80-11.84
DI. with a zero positional tolerance at MMC. If the
MMC modifier was used in the gage pins feature control
frame, it would generate an inner boundary for the gage
pin of a diameter of 11. 76 (11.80 - 0.04) and an outer
boundary for te gage pin of a diameter of 11. 84 (11.84
+ 0). The actual smallest gage pin diameter is 11.8.
For comparison, let us consider te situation if the
gage pins, as shown in Fig. II3, were to use a positional
tolerance of zero at LMC, with the gage pin size limits
remaining at 11.80 to 11. 84. Each gage pin would gener
ate an inner boundary diameter of 11. 8 (11.8 - 0) and
an outer boundary diameter of 11.88 (11.84 + 0.04). The
actual smallest gage pin diameter would be 11.8.
If a hole is produced tat is in violation of its positional
tolerance, it would most likely be rejected by either an
MMC or LMC controlled gage pin, since the actual small
est gage pin diameter (in eiter the MMC or LMC con
trolled gage) is 11.8. However, in the MMC controlled
gage pin, because of its allowed movement (bonus toler
ance) as it departs from MMC, there is a remote possibil
ity a technically bad part may be accepted. If, for
example, an 11. 8 hole was produced out of position
(which violates its zero at MMC tolerance) by the same
exact amount and in the same exact direction as its gage
pin, the 11. 8 gage pin may accept the hole. Any oter
type of hole movement will cause the gage pin's outer
boundary and physical size to interfere and the hole
would be rejected.
I an LMC controlled gage pin, since te inner bound
ary of the gage pin is not smaller than the inner boundary
of te hole on the workpiece, an out-of-tolerance work
piece hole would not be accepted even in the most favor
able position.
However, since an LMC controlled gage pin would
generate an outer boundary diameter of 11.88, a greater
27
number of technically in-tolerance workpiece holes
would be rejected by the gage tan would be rejected by
an MMC controlled gage pin (since te MMC controlled
gage pin's outer boundary diameter would be only
11.84).
So, a small statistical possibility exists that an MMC
controlled gage pin may accept an out-of-tolerance
workpiece hole. This possibility is much smaller tan if
the gage pin had been given a size tolerance that allowed
it to be smaller than the MMC concept virtual condition
boundary of the hole being inspected. Much larger than
the possibility of an MMC controlled gage pin accepting
out-of-tolerance workpieces is te possibility that an
LMC controlled gage pin will reject a greater percentage
of workpieces that are in tolerance than an MMC con
trolled gage pin would. This increased possibility that
in-tolerance workpieces may be rejected by an LMC
controlled gage pin exists because outer boundaries of
gage pins are more likely encountered tan inner bound
aries by holes being inspected, and te LMC controlled
gage pin generates a larger outer boundary than the
MMC controlled gage pin.
I both MMC and LMC controlled gage pins, the total
tolerance used by the gages discussed in this section
was te same; the MMC controlled gage pin used the
tolerance diference between the 11.84 and 11. 76 diame
ter boundaries it generated, while the LMC controlled
gage pin used the tolerance diference between the 11.88
and 11.80 diameter boundaries it generated. I each case,
the total tolerance used was a diameter of 0.08. This is
10% of the tolerance between the 12.6 outer and 11.8
inner boundaries generated by the hole on the workpiece
to be gaged. Since the total tolerance used by both the
MMC and LMC controlled gages is the same, the cost
of manufacturing the gages is assumed to be the same.
Gages controlled with RFS shall also be considered.
The same workpiece shown in Fig. III may be gaged
using gage pins controlled at RFS. This gage option
may not use a zero positional tolerance, since no bonus
tolerance is to be derived by a departure from either
MMC or LMC gage pin sizes. Therefore, the gage pin
size tolerance will be reduced by the portion of te
tolerance that will be put into te feature control frame
to replace the zero tolerance. For example, as shown in
Fig. II4, if the gage pin size tolerance was a diameter of
11.80 to 11.82, then a positional tolerance of 0.02 RFS
may be used in te feature control frame. If no axial out
of-straightness was experienced by the gage pin, ten
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003 MANDATORY APPENDIX II
WORKPI ECE
I OI O., v
_I
2X 1 1 .8-12.2
Fig. 1 1 1 Workpiece for Materia l C onditi on M odifier Examp les
the gage pin would generate an inner boundary of a
diameter of 11.78 (11.8 - 0.02) and an outer boundary
of 11.84 (11.82 + 0.02). As with the MMC and LMC
controlled gage tolerancing concepts, te actual smallest
gage pin diameter is 11. 8. This method only uses a diam
eter of 0.06 gage tolerance (11.84 - 11. 78). This is less
tolerance than was available to eiter the MMC or the
28
LMC controlled gages (which both had a range of 0.08).
This RS controlled gage would terefore be theoreti
cally more expensive to manufacture than the MMC
or LMC controlled gages described. As with the MMC
concept gage, a remote possibility exists that an RS
controlled gage pin moving in the same direction as the
hole being gaged could accept an out-of-tolerance hole.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
MANDATORY APPENDIX I I
TOLERANCE APPLI ED AT MAXI MUM MATERIAL CONDITION
2X 1 1 .80-1 1 .84
1 +I o @I A
I
B
l cl
TO BE I NTERPRETED PER ASME Y14.43-2003
THIS DRAWING UTILIZES THE PRACTICAL ABSOLUTE GAGING POLICY
Fig. 1 1 2 MMC M odifier f or Gages
TOLERANCE APPLI ED AT LEAST MATERIAL CONDITION
2X 1 1 .80-1 1 .84
1 +I o I
A
I
B
l c l
TO BE I NTERPRETED PER ASME Y14.43-2003
THIS DRAWING UTILIZES THE ABSOLUTE GAGING POLICY
Fig. 1 1 3 LMC M odifier f or Gages
29
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
TOLERANCE APPLI ED REGARDLESS OF FEATURE SIZE
2X 1 1 .80-1 1 .82
I -I 0.02
1
A
I
B
I
C I
TO BE I NTERPRETED PER ASME Y14.43-2003
THIS DRAWING UTILIZES THE PRACTICAL ABSOLUTE GAGI NG POLICY
Fig. 1 1 4 RFS M odifier for Gages
30
MANDATORY APPENDIX II
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
NONMANDATORY APPENDIX A
EXAMPLES OF GAGE CHARACTERISTI CS
Ai CHARACTERISTICS
The characteristics of a gage are based on how the
designer chooses to apply the diferent principles avail
able, such as gaging policy, percent of workpiece toler
ance used, material condition modifier, and wear factor
allowance. With all these choices available, it is possible
for a single workpiece drawing to provide the basis for
several gages to be designed with different characteris
tics. Diferent gages developed from a single workpiece
might include a shop floor gage, a referee gage, and a
master gage, wit each gage requiring a higher degree
of accuracy. Understanding these different principles
will aid the gage designer with the task of designing a
gage to perform a specific functional requirement. It is
mandatory for each gage drawing to identify the func
tional characteristics of the gage using drawing notes,
associated documentation, or marking on te gage to
fully describe these specific requirements. Tables Al
through A3 and Figs. Al through A4 show gage design
examples based on different functional characteristics
from the use of various policies, material conditions,
and wear allowances.
A2 GAGI NG POLICY
The gaging policy should be the first decision made,
as tis will define the functional acceptance characteris
tic of the gage. Oter gage design decisions will be devel
oped in support of the desired policy. The choices are
absolute, practical absolute, tolerant, and optimistic policies.
The absolute policy is intended to assure that no out
of-tolerance part is accepted by the gage. To do this, the
worst-case inner boundary of the gage pin shall be equal
to or larger than the MMC/virtual condition of the
workpiece hole. (See Tables A2 and A3, and Figs. A3
and A4.)
The practical absolute policy is designed to apply a
statistical probability to the principle of "never accepting
a noncompliant part" while recognizing the slight
chance of accepting a noncompliant part. (See Table Al
and Fig. A2.)
The tolerant policy is a designed condition where the
tolerances are assigned to fall between te acceptable/
rejectable limits. Unlike the practical absolute policy,
which requires tat a very specific set of circumstances
occur in order to accept a nonconformant workpiece,
the tolerant method is designed to allow a much larger
31
set of circumstances to occur and is more likely to accept
noncompliant workpieces. It is also possible that a gage
designed to te tolerant policy and built near the upper
tolerance range will not accept any noncompliant work
pieces and will reject only a small number of compliant
workpieces. (See Tables A2 and A3.)
The optimistic policy may be used when no compliant
workpieces are to be rej ected and the acceptance of bor
derline noncompliant parts will not be detrimental to
the final product. (See Tables A and A3.)
Wear allowance and the efect of the material modifi
ers shall be considered in te design of all gages.
A3 PERCENT OF WORKPIECE TOLERANCE USED BY
GAGE
The gage tolerance is based on a percentage of the
workpiece tolerance (as defined by the difference
between LMC and virtual condition). This percentage
value is determined by the gage designer and may vary
from one gage to another as function changes. This Stan
dard uses 10% of the workpiece tolerance applied to the
location of the gage pins as the basis in the illustrations
contained herein. This 10% value is illustrated as either
the total gage tolerance or the combination of gage toler
ance plus wear allowance. The percentage value chosen
for the gage tolerance is applied to the gage pin size
tolerance, wit the location tolerance of position (TOP)
of zero at MMC (or LMC). The gage pin location TOP
when used with the RFS method will get a portion of
the size tolerance applied to the location tolerance, since
zero tolerance at RFS is not allowed.
There are two methods of gage tolerancing illustrated
in this Appendix.
(a) The first metod, direct percentage, is when the gage
tolerance (10%) is applied to te gage pin size, with the
location tolerance of position (TOP) of zero at MMC or
LMC. The efects of bonus tolerance being added to te
specified tolerance will increase te boundary beyond
the original percentage value. When RFS is applied, te
specified tolerance causes te inner boundary to be less
than the MMC pin diameter, which increases the bound
ary beyond the original percentage value. The use of
the direct percentage metod will create gages that yield
a total tolerance boundary larger than the original per
centage value. These gages intrude furter into the work
piece tolerance, thus reducing the total acceptance range
of the workpiece.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003 NON MANDATORY APPENDIX A
Table At Practical Absolute Di rect Percentage Gage Tolerance Method
Gaging Policy
No wear al lowance:
(X%) tota I percent of
workpiece size tolerance
used by gage
With 5% wear al l owance
(added to pin i nner
boundary):
(X%) tota I percent of
workpiece size tolerance
used by gage before wear
al lowance
NOTE:
MMC
Statistically based gage tolerance
0.04 (10% of workpiece
tolerance):
Pin 011.80-11.84
TOP 00 (20%) [Note (1)]
MMC 11.84 00 tol.
LMC 11. 80 " 00.04 tol.
(OB 11. 84) (I B 11.76)
See Fig. A2, sketch (a)
Statistically based gage tolerance
0.02 (5% of workpiece
tolerance):
Pin 011.82-11.84
TOP 00 (10%) [Note (1)]
MMC 11.84 00 tol.
LMC 11.82 00.02 tol.
(OB 11. 84) (I B 11.80)
See Fig. A2, sketch (b)
lMC
Statistically based gage tolerance
0.04 (10% of workpiece
tolerance): Not recommended
Statistically based gage tolerance
0.02 (5% of workpiece
tolerance): Not recommended
RFS
Statistically based gage tolerance
0.04 (10% of workpiece
tolerance):
Pin 011.80-11.82
TOP 00.02 (15%) [Note (1)]
MMC 11.82 00.02 tol.
LMC 11.80 " 00.02 tol.
(OB 11.84) (I B 11.78)
See Fig. A2, sketch (c)
Statistically based gage tolerance
0.02 (5% of workpiece
tolerance):
Pin 011.81-11.82
TOP 00.01 (7.5%) [Note (1)]
MMC 11.82 00.01 tol.
LMC 11.81 00.01 tol.
(OB 11.83) (I B 11.80)
See Fig. A2, sketch (d)
(1) The practical absol ute policy (see Fig. A2) uses 10% (0.04) of the workpiece hole size tolerance (11.8-12.2) for the
gage pin size tolerance (11.80-11.84). The gage pin mi ni mum size limit is equal to the MMC/virtual condition of the
workpiece, and by applying zero position at MMC, an i nner boundary (11.76) is created which is smaller than the LMC
gage pi n/MMC hole (11.80). This al lows a gage to be produced with an LMC pin (equal to workpiece virtual condition)
with a location tolerance equal to the maxi mum bonus tolerance (0.04) . This results in creating a gage pin i nner bound
ary that fal l s bel ow the virtual condition of the workpiece. The workpiece (using 00 positi onal tolerance at MMC) is
required to have a perfectly located MMC hole. While this method appears to comply with the absolute pol icy of "never
accepting a bad part," it al l ows the gage to accept a noncompl iant workpiece with an MMC/virtual condition hol e that
is mislocated in the same direction and amount (diameter of 0.04) as the gage pin. This method does not satisfy the
intent of the absol ute policy of not accepting out-of-tolerance parts, because the i nner boundary of the gage is al lowed
to be less than the workpiece virtual condition. This worst-case situation has a low probabi lity of occurrence (and
should be used when a 100% compl iant acceptance requirement is not mandatory and the tolerant method is undesir
able). The practical absol ute policy applied at zero tolerance at MMC is i l l ustrated in figures in this Standard. Si mi l ar
results can be obtained by dividing the tolerance between the gage pi n size and the location tolerance applied at RFS.
This results in only slightly reduced tolerances for the gage fabrication. The use of zero tolerance at LMC is not recom
mended, because the statistical benefit is negated when LMC gage pin size is restricted to zero positional tolerance.
The zero tolerance at LMC method is best applied in support of the absol ute pol icy.
When a 100% compl i ant acceptance method is required, the absol ute policy shal l be used. The absolute policy [see
Fig. A3, sketches (a) and (b), and Fig. A4, sketches (a) and (b)] of designing gages will mathematically support the pol
icy of not accepting out-of-tolerance workpieces. The absol ute policy extends the gage tolerance further into the work
piece tolerance, thus reducing the acceptance range of good parts. This may be offset slightly by the use of an LMC
modifier on the gage with the proper size tolerance. The same conditions described apply when wear allowance is
applied.
(b) The second metod, adjusted boundar, is to select
the desired tolerance percentage value as the total
boundary for te gage and develop the resulting gage
elements, including the efect of bonus and specified
tolerance, within these values. When this method is used
with the MMC, LMC, or RS modifiers, it yields size
and location tolerance values tat are less than the direct
percentage values. This is due to the addition of the
bonus to te specified tolerance for the gage elements
and may be more expensive to build. However, it does
provide the largest remaining workpiece acceptance
range and will rej ect fewer good parts.
32
A4 MATERIAL CONDITION MODI FI ER USED ON
GAGE ELEMENTS
The selection of appropriate material condition modif
iers is important in determining where the gage size
elements fall within the gage tolerance range. Each mod
ifier contributes a diferent characteristic to the gage;
examples are shown in Figs. Al through A4. Consider
ation should be given to understanding where the gage
pin size occurs within the tolerance band. Inner and
outer boundaries are also shown, to indicate the total
tolerance used by te gage.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX A ASME Y14.43-2003
Gaging Policy
Absolute
No wear al l owance:
(XX%) total percent of
workpiece size tolerance
used by gage
With 5% wear al l owance
(added to pin i nner
boundary):
(XX%) total percent of
workpiece size tolerance
used by gage before wear
al l owance
Tolerant
No wear al l owance:
(XX%) total percent of
workpiece size tolerance
used by gage
With 5% wear al l owance
(added to pin i nner
boundary):
(XX%) total percent of
workpiece size tolerance
used by gage before wear
al l owance
Optimistic
No wear al l owance:
(XX%) total percent of
workpiece size tolerance
used by gage
With 5% wear al l owance
(added to pin i nner
boundary):
(XX%) total percent of
workpiece size tolerance
used by gage before wear
al l owance
NOTE:
(1) See Tabl e Ai, Note (1).
Table A2 Di rect Percentage Gage Tolerance Method
MMC
Direct percentage gage tolerance
0.04 (10% of workpiece
tolerance):
Pin 0 11.84-11.88
TOP 00 (20%) [Note (1)]
MMC 11.88 00 tol.
lMC 11.84 00.04 tol.
(OB 11.88) (l B 11.80)
See Fig. A3, sketch (a)
Direct percentage gage tolerance
0.02 (5% of workpiece
tolerance):
Pin 011.84-11.86
TOP 00 (10%) [Note (1)]
MMC 11.86 00 tol.
lMC 11.84 00.02 tol.
(OB 11.86) (l B 11.82)
See Fig. A3, sketch (b)
Direct percentage gage tolerance
0.04 (10% of workpiece
tolerance):
Pin 0 11.78-11.82
TOP 00 (20%)
MMC 11.82 00 tol.
lMC 11.78 00.04 tol.
(OB 11.82) (l B 11.74)
Direct percentage gage tolerance
0.02 (5% of workpiece
tolerance):
Pin 011.80-11.82
TOP 00 (10%)
MMC 11.82 00 tol.
lMC 11.80 00.02 tol.
(OB 11.82) (l B 11.78)
Direct percentage gage tolerance
0.04 (10% of workpiece
tolerance):
Pin 0 11.76-11.80
TOP 00 (20%)
MMC 11.80 00 tol.
lMC 11.76 00.04 tol.
(OB 11.80) (l B 11.72)
Direct percentage gage tolerance
0.02 (5% of workpiece
tolerance):
Pin 011.78-11.80
TOP 00 (10%)
MMC 11.80 00 tol.
lMC 11.78 00.02 tol.
(OB 11.80) (l B 11.76)
lMC
Direct percentage gage tolerance
0.04 (10% of workpiece
tolerance):
Pin 0 11.80-11.84
TOP 00 (20%) [Note (1)]
lMC 11.80 00 tol.
MMC 11.84 00.04 tol.
(OB 11.88) (l B 11.80)
See Fig. A3, sketch (c)
Direct percentage gage tolerance
0.02 (5% of workpiece
tolerance):
Pin 0 11.82-11.84
TOP 00 (10%) [Note (1)]
lMC 11.82 00 tol.
MMC 11.84 00.02 tol.
(OB 11.86) (l B 11.82)
See Fig. A3, sketch (d)
Direct percentage gage tolerance
0.04 (10% of workpiece
tolerance):
Pin 011.78-11.82
TOP 00 (20%)
lMC 11.78 00 tol.
MMC 11.82 00.04 tol.
(OB 11.86) (l B 11.78)
Direct percentage gage tolerance
0.02 (5% of workpiece
tolerance):
Pin 0 11.80-11.82
TOP 00 (10%)
lMC 11.80 00 tol.
MMC 11.82 00.02 tol.
(OB 11. 84) (l B 11.80)
Direct percentage gage tolerance
0.04 (10% of workpiece
tolerance):
Pin 011.76-11.80
TOP 00 (20%)
lMC 11.76 00 tol.
MMC 11.80 00.04 tol.
(OB 11. 84) (l B 11.76)
Direct percentage gage tolerance
0.02 (5% of workpiece
tolerance):
33
Pin 011.78-11.80
TOP 00 (10%)
lMC 11.78 00 tol.
MMC 11.80 00.02 tol.
(OB 11.82) (l B 11.78)
RFS
Direct percentage gage tolerance
0.04 (10% of workpiece
tolerance):
Pin 0 11.82-11.84
TOP 00.02 (15%) [Note (1)]
MMC 11.84 00.02 tol.
lMC 11.82 00.02 tol.
(OB 11.86) (l B 11.80)
See Fig. A3, sketch (e)
Direct percentage gage tolerance
0.02 (5% of workpiece
tolerance):
Pin 011.83-11.84
TOP 00.01 (7.5%) [Note (1)]
MMC 11.84 00.01 tol.
lMC 11.83 00.01 tol.
(OB 11.85) (l B 11.82)
See Fig. A3, sketch (f)
Direct percentage gage tolerance
0.04 (10% of workpiece
tolerance):
Pin 011.78-11.80
TOP 00.02 (15%)
MMC 11.80 00.02 tol.
lMC 11.78 00.02 tol.
(OB 11.82) (l B 11.76)
Direct percentage gage tolerance
0.02 (5% of workpiece
tolerance):
Pin 011.80-11.81
TOP 00.01 (7.5%)
MMC 11.81 00.01 tol.
lMC 11.80 00.01 tol.
(OB 11.82) (l B 11.79)
Direct percentage gage tolerance
0.04 (10% of workpiece
tolerance):
Pin 011.76-11.78
TOP 00.02 (15%)
MMC 11.78 00.02 tol.
lMC 11.76 00.02 tol.
(OB 11.80) (l B 11.74)
Direct percentage gage tolerance
0.02 (5% of workpiece
tolerance):
Pin 011.78-11.79
TOP 00.01 (7.5%)
MMC 11.79 00.01 tol.
lMC 11.78 00.01 tol.
(OB 11.80) (l B 11.77)
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003 NON MANDATORY APPENDIX A
Gaging Policy
Absolute
No wear al lowance:
(X%) tota I percent of
workpiece size tolerance
used by gage
With 5% wear al l owance
(added to pin i nner
boundary):
(X%) tota I percent of
workpiece size tolerance
used by gage before wear
al lowance
Tolerant
No wear al lowance:
(X%) tota I percent of
workpiece size tolerance
used by gage
With 5% wear al l owance
(added to pin i nner
boundary):
(X%) tota I percent of
workpiece size tolerance
used by gage before wear
al lowance
Optimistic
No wear al lowance:
(X%) tota I percent of
workpiece size tolerance
used by gage
With 5% wear al l owance
(added to pin i nner
boundary):
(X%) tota I percent of
workpiece size tolerance
used by gage before wear
al lowance
NOTE:
(1) See Tabl e Ai, Note (1).
Table A3 Adjusted Boundary Gage Tolerance Method
MMC lMC
Adjusted boundary gage Adjusted boundary gage
tolerance 0.04 (10% of tolerance 0.04 (10% of
workpiece tolerance): workpiece tolerance):
Pin 011.82-11.84 Pin 011.80-11.82
TOP 00 (10%) [Note (1)] TOP 00 (10%) [Note (1)]
MMC 11.84 00 tol. LMC 11.80 0 0 tol.
LMC 11.82 00.02 tol. MMC 11.82 00.02 tol.
(OB 11. 84) (I B 11.80) (OB 11.84) (IB 11.80)
See Fig. A4, sketch (a) See Fig. A4, sketch (c)
Adjusted boundary gage Adjusted boundary gage
tolerance 0.02 (5% of tolerance 0.02 (5% of
workpiece tolerance): workpiece tolerance):
Pin 011.83-11.84 Pin 011.82-11.83
TOP 00 (5%) [Note (1)] TOP 00 (5%) [Note (1)]
MMC 11.84 00 tol. LMC 11.82 0 0 tol.
LMC 11.83 00.01 tol. MMC 11.83 00.01 tol.
(OB 11. 84) (I B 11.82) (OB 11.84) (IB 11.82)
See Fig. A4, sketch (b) See Fig. A4, sketch (d)
Adjusted boundary gage Adjusted boundary gage
tolerance 0.04 (10% of tolerance 0.04 (10% of
workpiece tolerance): workpiece tolerance):
Pin 011.80-11.82 Pin 011.78-11.80
TOP 00 (10%) TOP 00 (10%)
MMC 11.82 00 tol. LMC 11.78 0 0 tol.
LMC 11.80 00.02 tol. MMC 11.80 00.02 tol.
(OB 11.82) (I B 11.78) (OB 11.82) (IB 11.78)
Adjusted boundary gage Adjusted boundary gage
tolerance 0.02 (5% of tolerance 0.02 (5% of
workpiece tolerance): workpiece tolerance):
Pin 011.81-11.82 Pin 011.80-11.81
TOP 00 (5%) TOP 00 (5%)
MMC 11.82 00 tol. LMC 11.80 0 0 tol.
LMC 11.81 00.01 tol. MMC 11.81 00.01 tol.
(OB 11.82) (I B 11.80) (OB 11.82) (IB 11.80)
Adjusted boundary gage Adjusted boundary gage
tolerance 0.04 (10% of tolerance 0.04 (10% of
workpiece tolerance): workpiece tolerance):
Pin 011.78-11.80 Pin 011.76-11.78
TOP 00 (10%) TOP 00 (10%)
MMC 11.80 00 tol. LMC 11.76 0 0 tol.
LMC 11.78 00.02 tol. MMC 11.78 00.02 tol.
(OB 11. 80) (I B 11.76) (OB 11. 80) (IB 11.76)
Adjusted boundary gage Adjusted boundary gage
tolerance 0.02 (5% of tolerance 0.02 (5% of
workpiece tolerance): workpiece tolerance):
Pin 011.79-11.80 Pin 011.78-11.79
TOP 00 (5%) TOP 00 (5%)
MMC 11.80 00 tol. LMC 11.78 0 0 tol.
LMC 11.79 00.01 tol. MMC 11.79 00.01 tol.
(OB 11. 80) (I B 11.78) (OB 11. 80) (IB 11.78)
34
RFS
Adjusted boundary gage
tolerance 0.04 (10% of
workpiece tolerance):
Pin 011.81-11.83
TOP 00.01 (10%) [Note (1)]
MMC 11.83 00.01 tol.
LMC 11.81 00.01 tol.
(OB 11.84) (I B 11.80)
See Fig. A4, sketch (e)
Adjusted boundary gage
tolerance 0.02 (5% of
workpiece tolerance):
Pin 011.825-11.835
TOP 00.005 (5%) [Note (1)]
MMC 11.835 0 0.005 tol.
LMC 11.825 00.005 tol.
(OB 11.84) (I B 11.82)
See Fig. A4, sketch (t
Adjusted boundary gage
tolerance 0.04 (10% of
workpiece tolerance):
Pin 011.79-11.81
TOP 00.01 (10%)
MMC 11.81 00.01 tol.
LMC 11.79 00.01 tol.
(OB 11.82) (I B 11.78)
Adjusted boundary gage
tolerance 0.02 (5% of
workpiece tolerance):
Pin 011.805-11.815
TOP 00.005 (5%)
MMC 11.815 0 0.005 tol.
LMC 11.805 00.005 tol.
(OB 11.82) (I B 11.80)
Adjusted boundary gage
tolerance 0.04 (10% of
workpiece tolerance):
Pin 011.77-11.79
TOP 00.01 (10%)
MMC 11.79 00.01 tol.
LMC 11.77 00.01 tol.
(OB 11. 80) (I B 11.76)
Adjusted boundary gage
tolerance 0.02 (5% of
workpiece tolerance):
Pin 011.785-11.795
TOP 00.005 (5%)
MMC 11.795 0 0.005 tol.
LMC 11.785 00.005 tol.
(OB 11. 80) (I B 11.78)
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX A
WORKPI ECE
1 01 0.
1
-I
_ 0.1 1
m m m
NOTE: See Tables A1 - A3 for gage pin sizes,
tolerances of position, and material conditions.
2X See Note
2X 11 .8-12.2
GAGE
Fig. At Workpiece and Associated Gage
35
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
01 2. 2
HOLE
LMC
0. 4 Wo|Kp|eCe
Tolerance
( Hol e Size)
NONMANDATORY APPENDIX A
: Gage Pin Diameter : 01 1 , 80-1 1 , 84
1 -1
0
0
c1
A
I
B
l c I
T T .4 Outer BounGary (Gage Pi n)
Practical Absolute Pol icy 1 0% (0. 04) Workpiece Tolerance
Gage Pin Size : 01 1 . 80-1 1 . 84
Tolerance Of Position 00@MMC
kJ J .
HL
VL
20% (0. 08) Total Gage Tolerance
kJ Z. Z
HL
LML
. 4Work
Tolerance
{ Hol e Si z
pieLe
e)
01 1 .8
HOLE
=VC
r
,T 1 . J)
|
*
|
~
&&&&&&&.
T T . b | n|er Boundary (Gage Pi n)
ll
" Gage Pin Diameter :: kT T . OZ-T 1 . O4
1 1
0 0
@1 A I
B
l c
&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&
1 1 . 84 Outer Boundary (Gage Pi n)
I
||8C\|C|Absol ute Policy 5% (0. 02) Workpiece To!erance
&&&&&&&
Gage || |Size " 01 1 .82- 1 1 .84 (Before Wear)
|
Tolerance Of Position
0
0@MMC
-
1 0% (0. 04) Gage To!erance
|
pl us 5% (0. 02) Wear Allowance
^ c^ :; 1 5% (0. 06) Total Gage Tolerance
t
1 1 . 80 I nner Boundary (Before Wear)
~
( 1 1 . 7)
Gage Pi n 5% (0. 02) Wear Allowance
T T . b Mi ni mum Gage Pi n Size (
A
fer Wear)
(1 1 . 80-0. 02) : T 1 . 1OInner Boundary (After Wear)
|0I
Fig. A2 Practical Absolute - Direct Percentage Tolerance Method
36
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX A
W1ZZ
HLLL
M
-
1:|cecc
..............
kT T.
~VL
kT Z.d
HLc
LM
ASME Y14.43-2003
||HC|Boundaq(GagePin)
I!
c,.'H li|C!fkl 1. T-`!!Z
+++ ++' ++++++ ++++
`````````````````````````````````````````````````````````````````````````````````````````^
1` .O3 LUICl 3oundaq(GagePin)
l!
Fig. A2 Practical Absolute - Direct Percentage Tolerance Method (Cont'd)
37
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
1Z.Z
HLLL
YO!K[|0O
1l6l6|C6
(Ho|eSze)
kJ J
HLLL
~VL
kJ Z.Z
ML
. Workpieco
Tolerance
(HolcS|zo)
NON MANDATORY APPENDIX A
LgP PiDiamat T ! d4T T. b
U\0| CuHC0[ (Gage Pin)
i:::i:iii::i::.:i:kP;T ..
l Gage Pin 6izc 1 1 .O 1 1.Oo
To1erance l PositioO0@MMC
? (0O6)ToIalGage To| cranco
( J )
1 T `U |u|UO|mdary(Oagc Fin)
|4I
1 1OO 'UK|BoundaQ(OagoPi)
..........................................................................................
P0 u\6 rOH0y J (O?)W0rkpiec-J0||0=
LdQC |'1 L|ZB k! Tb T 1o(BeforeWea)
To'cancc 06|!|00
-1"1|0||C6
kT T .d
HLLc
VL
plus (0. 02)Wear^1owance
_
( T )
` J . U2l0|Hu Oagc|B >iu (Ar
(1 1 b?-00?) 1 T O l006| Cu008ly (AI|ar
I!
Fig. A3 Direct Percentage Based Gage Tolerance Method
38
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX A
L1Z.7
NLLL
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . _
_
_
_
_
_
_
_
_
0.40!K]00
OhC
e >i?u)
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ASME Y14.43-2003
Gage l0 Ll00II 1 1 . O-' T . d4
'
T T ^!Ul=| 0UI|y (Oage Fi)
Acso|utc|0UCy 1 ' (0. 04)Worpicco0|C!0CC
GgaFin|ZC ~ kT T ! 1 J+
OlfH0C |O5UO|
-Z7 (0. O6)ToIa| Oagc Cl6fH0C
r
w1 T .
~V
TZ.Z
HLc
LN!
(!
!`
VOKI0O l
I 6||C6
I ||O|C S? l
............................. ...........J
|9!
" Oae ' |I!CI k1` + ! l .8
' ''''
/050l Ul6 Pohcy 5% (0, 02) Workpiece 0^|0C6
Qt l| Sizc" !I 1 .OZ! J . O4 (Baforec
0|0000C! CS|\|O0OO@LMC
' (0,04) Gage Tolerance
plus (0.02)car/l0WG0CC
~ ' O (O.O5)O!0 Oagc0|C|0C
T T .
VL
s.s..,v,'
. .
( '------ '0_C P.n ^.,Y|F|!0W=0CC
I
1 1 .U |0|uu Gage ||H [A!erWear)
( ! ! 82-0.02)^ Il80 lnnerBounda:y(AhW ear)
I
-<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<-
I
Fig. A3 Direct Percentage Based Gage Tolerance Method (Cont'd)
39
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
012,2
HOLE
LMC
04Wo|pece
To|aanca
(HO' a6|o)
01 1 . 8
HOLE
V
kT Z.Z
HOLE
LMC
NON MANDATORY APPENDIX A
" \dg Pin Diameter 01 1 .82y1 '1 .84
G0ga
(
| c|Z " 1 82 ! .84(5%)
.
:
0
^
...
n
_ 0C|0HC6 ' 0S|lDR . :Z@|lc G%)
_" 5%(0.06)
DB Gaga0C|0HC6
|9!
` T o' U!=|0u|U0I (Gaga -,
`+
k
i
,
\ [|=0=
i
, To|erace ,
,
lHO|e3iza ,
l '0QC |U C|Z " kT `! . Oo T!.O+ (2.5%)( BeI0rcY60I)
l
l To|eraceOIPosition (Z
O) l
............................ ............
l ^ 7. 5% ,: :,'BQ
D B
01 1 J3
HOLE
#VC
l }|US O l . \B|/HDW00C l
.7l
^ : .,:s..L0ge1D|C|0|CC
T . O; |nnerBounda|y(Hol|uW0a|)
l ! 7)
GBQC Pin 5% ,::.,YB|.~|C C6
T T . bT Mlnlmum L0Q |n |ZP (erWear)
( . OZ Z)" 1 T . O Inner Boundary' (FH6YC0|)
t!I
Fig. A3 Direct Percentage Based Gage Tolerance Method (Cont'd)
40
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NON MANDATORY APPENDIX A
012.2
HOLE
LMC
U \UlK|L
.
.
01 1 ,8
MLc
-VL
01 2,2
HLc
N
, _
U Wok;iec
.
ASME Y14.43-2003
....O! 62! 1 64
.. .......... ....:..........:
` 1 .O 'Ul=| Boundary (GaqePn)
.
|SO|Ul |0||y ! 0% ,0. 04).Tolerane
..Sze" 1 1 82-1 1 84
ToleranceOfO5'I|O OO@MMC
.. > T U; 0.04)To|a| GagO|0!8HC0
|1 J . 7`
```````````````````````````````````
! 80l 0|
...P| )
|-
-aQe || |IB0C\Cfk1 1 . O1 1 .
,
-s~ (o-,-,
;|
~--, s--+,
...." O1 1 8J1 84 .
.lPosiIion0@MMC
' ::O` |02) .l6|G0C6
| JS (0O)erA1owance
.......
! (0.O4)Tota|....
....
...................&.......... ...................................................................................................... .
011 .8
HOLE
~VL
I
1 82 l 00|BoU0C0y .
(1 1 7)
, . 1
lI
Fig. A4 Adjusted Boundary Based Gage Tolerance Method
41
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
1 Z.2
HOLb
.
1 .4\O|'0t
, Tc|erance
,
(mC Siz)
01 1 ,8
HOLE
=VC
WT .Z
NLLc
kT T .d
NLLc
V
NON MANDATORY APPENDIX A
=Gagel|| ||U0|!`l 1 U`I T . O<
^
`l J O bDundury l|n
............................................................. ........ ............... ...'
: : :c|C| Bocary(Gage Pin)
..........................................................................................`
I
'
~.r,-,::.,-.-,~
L3gC l|||Z0 - |T T .Z` `I . o 3oloreVear)
To|eance06|I|C0
, (0 GagaTo|erance
, p'usO 0.02)Y0IP|l 0WI0t
---------- T U7 (0.O4)CI| !0C To|arancc
```` '` .......................................................................................................................... ............
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
( i :
' !3 ||0 7 (O 0?)WOarPil0W|C0
T 1 . b Minimumgc|H `IZt(AheWear)
T T ZZ 1 1 . 80 I nner Boundary (After Vear)
|
Fig. A4 Adjusted Boundary Based Gage Tolerance Method (Cont'd)
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX A ASME Y14.43-2003
01 2.2
HOLE
LMC
Gage Pin Diareter 01 'L8'1 - 1 'L83
''--
...........................................................................................................................................
UWorkpiece
Tolerance
(Hole Size)
.. Abso!ute Polcy 1 0%:(0, 04) Boundary JO|U|nC
Gage pn5|Z 01 1 , 81-1 1 ,83 {S'
Tokrane LI |CB|I|Cn 00. 01 @.RFS (2%)
01 1 ,8
HOLE
=VC
1 0% (0. 04) 0\B| !Q6 Tolerance
wT Z. Z
HLL
LML
(1 1 , 7)
1 O|nerBoundary(\age Fi )
...........................................................................................
I=
1 1 .d4 OuterBoudary(\agePin)
..........................................................................................
-
(Ho'eSize)
,::.,- ,.:z,c,-
1 Gage pin sie ;; 01 'l . 82S-!'l J35 (2, 5%) (Before Wear)
, To|CrnOf Position 00. 005@RFS (25t)
1 -O7(0, 02) Gage Tolerance
01 1 ,8
HOLE
:!VC
, plus 5% (0. 02) Wear AUOance
1 O '0 1 \
`. ( ota! age . 6!8IC0
`
....................................................................................................................................................
1 1 , 82 I nner Boundar (Before Wear)
. _________________________________________________________________________________________________________J
( 1 J 7) ~ '3ge Pin O (0.0?)Waar Allowance
1 1 , 805 Mi nimum Gage Pin Size ,ABer Waar)
(! 1. B2-0.02)" ! 1 .8OI nner Boundary (After Wear)
I!
Fig. A4 Adjusted Boundary Based Gage Tolerance Method (Cont'd)
43
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
AS WEAR ALLOWANCE
When gage element wear is considered a factor in the
gage design, a percentage of the gage tolerance can be
applied to increase the gage element lower size limit to
account for wear. Wear allowance applied to a new gage
will reject a larger number of good parts, and as it wears
+
NONMANDATORY APPENDIX A
toward the lower size limit, te gage will tend to accept
more good parts. Minimum pin actual local size of the
gage element shall be indicated on the gage, so tat the
gage is removed from service or repaired when the wear
limit of any element is reached. Wear allowance is shown
in this Appendix only with the absolute and practical
absolute methods, but could be applied as desired to
any of the other gaging policies.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
NONMANDATORY APPENDI X B
EXAMPLES AND I LLUSTRATI ONS
B1 GENERAL
This Appendix contains examples of the principles
explained in this Standard. Each example also demon
strates gaging and fixturing principles for illustrations
or text in ASME YI4.5M-1994 (shown in parentheses in
the list below). Some of the illustrations taken from
ASME YI4.5M-1994 have been altered or made more
complete to allow the gages and fixtures to be better
represented here. Dimensions and tolerances shown in
gage illustrations apply at the assembly level. The fig
ures are
(a) Fig. Bl, multiple surface datums (Fig. 4-20)
(b) Fig. B2, inclined datum features (Fig. 4-4)
(c) Fig. B3, cylindrical datum features (Fig. 4-5)
(d) Fig. B4, cylindrical and rectangular datum features
of size (Fig. 4-6)
(e) Fig. B5, internal cylindrical and rectangular datum
features of size (Fig. 4-16)
if) Fig. B6, simultaneous position and profile toler
ances (Fig. 4-26)
(g) Fig. B7, two rectangular datum features of size at
MC (Fig. 5-4)
(h) Fig. B8, rectangular features of size at MC (Fig.
5-59)
(i) Fig. B9, size and planar datum features
() Fig. BlO, controlling rotation with datum features
of size (Fig. 4-8)
(k) Fig. Bll, interrelated datum reference frames (Fig.
4-24)
(l) Fig. B12, two datum features -single datum axis
(Fig. 4-19)
(m) Fig. Bl3, hole pattern as a datum (Fig. 4-22)
(n) Fig. B14, equalizing datums (Fig. 4-38)
(0) Fig. B15, irregular closed feature used as a datum
feature
45
(p) Fig. Bl6, radial hole patter located by composite
position (Fig. 5-24)
(q) Fig. Bl7, datum targets on a complex part (Fig.
4-39)
(r) Fig. B18, pushpin gages for part clearance holes
(s) Fig. B19, pushpin gages for part threaded holes
(t) Fig. B20, sequential gaging
B2 SOF GAGING
Sof gaging is te term used when a set of coordinate
measurement data, such as data generated by a coordi
nate measuring machine (CM), is compared with a
CAD model for purposes of part acceptance/rej ection.
In general terms, the soft gaging process works as
follows:
(a) A part's nominal geometry is modeled with CAD
software.
(b) The CAD model is imported into the soft gaging
software, where tolerance attributes are attached to part
features. (Some CAD systems perform this step inter
nally. )
(c) The soft gaging software is used to generate a
worst-case model based on the nominal CAD geometry
varying by the amount allowed by te tolerances. This
worst-case model is called a sof gage.
(d) A part is measured on a CMM, generating a cloud
of coordinate data points.
(e) The soft gaging software compares tis cloud of
points (or, sometimes, a reverse-engineered CAD model
based on it) with the soft gage model and displays out
of-tolerance conditions.
Advantages of this method are that complex shapes
may be measured with accuracy and little or no hard
tooling. The maj or disadvantage is that, as with most
CM measurements, the acceptance of a feature is based
on a sample of points, allowing the possibility that small
out-of-tolerance areas might not be evaluated.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
'_ s
1
NONMANDATORY APPENDIX B
WORKPI ECE
I
I
I
I
I
I
ss
I
J.I sI c I
@
. s
1 1
c
1
r-
Fig. 81 Multiple Surface Datums
46
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NONMANDATORY APPENDIX B
-.s (a,
GAGE
osr. frs-srfrc-rstsvrv++szees
+.scstw.ccf...zrsfur-stcf.ct.tsso.cfrctc.c-o..cv
-.s (a,
ca:a--a:a-c
s.a:o
WORKPI ECE APPLI ED TO GAGE
Fig. 81 Multiple Surface Datums (Cont'd)
47
ASME Y14.43-2003
ca:.--a:a-c
saa:o
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
WORKPI ECE
sxse :e.z
'+ |e.|
t
|
s
|I
- 1- - -
I I
Fig. 82 I nclined Datum Features
48
NONMANDATORY APPENDIX B
g
I
T
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NONMANDATORY APPENDIX B ASME Y14.43-2003
-.sz(a,
GAGE
osr. :rs-sr:rc-rstsvrv++szees
+.scstw.cc:...zrs:urtssocc:rctc. c-o..cv
-.sz(a,
WORKPI ECE APPLI ED TO GAGE
f-aca:.-a--c
wo;-:-
ca:a--a:.csaa:o
ca:.--a:a-s ca:.--a:a-tsaa:o
saa:o
Fig. 82 I nclined Datum Features (Cont'd)
49
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
WORKPIECE
+xsr ss
' +| zr
|
t
|
s
|
rs+
rsz
' =|"|
t
|
J
s L
r.s
t
Fig. 83 Cyli ndrical Datum Features
50
NONMANDATORY APPENDIX B
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NONMANDATORY APPENDIX B
-.ss(a,
GAGE
rsss rs.+e
' =||
t
|
osr. frssrfrcrstsvrv++szees
+.scstw.ccf...zrsfurtssoccfrctc. co..cv
-.ss(a,
WORKPI ECE APPLI ED TO GAGE
+xszre s.zsr
4|
C|
t
|
s
'
ca:a--a:a-
ssaa:o
Fig. 83 Cylindrical Datum Features (Cont'd)
51
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
WORKPIECE
sxs.s sr
| +|
z
|
t
|
s
| |
z>s
z>
' =
'
t
|
Fig. 84 Cylindrical and Rectangular Datum Features of Size
52
NONMANDATORY APPENDIX B
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NONMANDATORY APPENDIX B
-.s+(a,
GAGE
sxs.+e s.+
'+|e.ez|
t
|
s
|
cI
osr. frs-srfrc-rstsvrv++szees
+.scstw.ccf...zrsfur-stcf.ct.tsso.cfrctc.c-o..cv
-.s+(a,
CROSS SECTION OF WORKPI ECE APPLI ED TO GAGE
Fig. B4 Cylindrical and Rectangular Datum Features of Size (Cont'd)
53
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003 NONMANDATORY APPENDIX B
WORKPIECE
+xrr r s
| +|
z
| t
|
s| |
z. z >
' ='
'
t
|
Fig. 85 Internal Cyli ndrical and Rectangular Datum Features of Size
54
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX B
-sr(a,
c
'
-
|
-
t
|
s
GAGE
fosr. frs-srfrc-rstsvrv+.+szees
f+.scstw.ccf...zrsf+r-stcf.ct.tssoccfrctc. c-oc.cv
-sr(a,
WORKPI ECE APPLI ED TO GAGE
Fig. 85 I nternal Cylindrical and Rectangular Datum Features of Size (Cont'd)
55
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
WORKPIECE
1- r> 1-
I
- --
I
+x
zs z.+
| | >
| t
|
s
|
Fig. 86 Simultaneous Position and Profile Tolerances
56
NONMANDATORY APPENDIX B
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NONMANDATORY APPENDIX B
-.ss(a,
GAGE
zxrre rr+
'
+
'l
"
'
t
'
osr. frs-srfrc-rstsvrv++szees
+.scstw.ccf...zrsfur-stcf.ct.tsso.cfrctc.c-o..cv
-.ss(a,
WORKPI ECE APPLI ED TO GAGE
ca:a--a:.-t
saa:o
Fig. 86 Simultaneous Position and Profile Tolerances (Cont'd)
57
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003 NONMANDATORY APPENDIX B
-ss(:,
GAGE
fosr.frs-srrc-rstsvrv++szees
f+. scstw.ccf...zrs+r-stcf.ct.tsso.cfrctc.c-o..cv
ofr. f---o-a;or-ro:--a-s:--aa;a.;o-:o-a-~aoa-aa,f--;or-:o-a-:-o-
:--a-sa-a:-a,-f--a-sa:a--oas,.-r-s:---o-o:a:o-sa-a;or-oa:-aoa-aa,.:ao-s
-o:.-:--;or----aoa-aa,
-ss(a,
WORKPI ECE APPLI ED TO GAGE
Fig. 86 Simultaneous Position and Profile Tolerances (Cont'd)
58
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX B
WORKPIECE
' +| ezr
|
t
|
s| |
o
ss
er
' | e.zr
|
t
| s| |
Fig. 87 Two Rectangular Datum Features of Size at MMC
59
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003 NONMANDATORY APPENDIX B
-.sr(a,
GAGE
+xs.rr s.se
foss. fss-ssfsc-sstsvsv++szees
f+.scstw.ccf...zssf+stsso.cfsctc.c-oc.cv
-.sr(a,
WORKPI ECE APPLI ED TO GAGE
Fig. 87 Two Rectangular Datum Features of Size at MMC (Cont'd)
60
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NONMANDATORY APPENDIX B
I
rs
rs
WORKPIECE
~ ~ -
rs s.z
Fig. 88 Rectangular Features of Size at MMC
61
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
-.ss(a,
rrs
rrs
I .*I
GAGE
fosr. frs-srfrc-rstsvrv++szees
f+.scstw.ccf...zrsf+rtsso.cfrctc.c-oc.cv
-.ss(a,
WORKPI ECE APPLI ED TO GAGE
Fig. 88 Rectangular Features of Size at MMC (Cont'd)
62
NONMANDATORY APPENDIX B
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NONMANDATORY APPENDIX B
WORKPI ECE
+xiz-
+- - 1-
I
I
1
I
- i-
I
- -E- -
ses ze s rj
Fig. 89 Size and Planar Datum Features
63
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
-ss(a,
GAGE TO VERIFY DATUM FEATURE D
foss. fss-ssfsc-sstsvsv++szees
f+.scstw.ccf...zssf+stsso.cfsctc.c-oc.cv
-ss(a,
ca:a--a:.-t
saa:o
WORKPI ECE APPLI ED TO GAGE
NONMANDATORY APPENDIX B
zsz zss
'+|e
|
t
|
s
|
cI
ca:.--a:.s
saa:o
Fig. 89 Size and Planar Datum Features (Cont'd)
64
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX B
-.ss(:,
GAGE
+x .z .s
|+| e
|t
|
c
|s1
zs.z zss
.
"|
ASME Y14.43-2003
zxs-oaaa
s:a=
fosr. frs-srfrc-rstsvrv+.+szees
f+.scstw.ccf...zrsf+rtsso.cfrctc. c-o..cv
-.ss(a,
WORKPI ECE APPLI ED TO GAGE
ca:a-aa:aass.aa:o
(f-.saa:a:o-s:.:a:asa
roa:-aa:a;a-a:oo.a-:
:-aaa:aaraa-:araa
.:aa.asa.-.aor
:=o;o.-:s:o-:a::,
Fig. 89 Size and Planar Datum Features (Cont'd)
65
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
WORKPI ECE
r
sz s+
re
~ss-
Fig. 810 Controlli ng Rotation With Datum Features of Size
66
NONMANDATORY APPENDIX B
re
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NONMANDATORY APPENDIX B
-..s e(a,
zxs.ee se
'- |eer |
t
|
s
|
cI
osr. frs-srfrc-rstsvrv++szees
+.scstw.cc:...zrs:ur-stc:.ct.tsso.c:rctc.c-o..cv
-..s e(a,
Fig. 810 Controlling Rotation With Datum Features of Size (Cont'd)
67
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
-.s e(:,
GAGE
sze s.zz
'- | e
|
t
|
c
|
cI
:osc. :cs-sc:cc-cstsvcv++szees
:+.scstw.cc:...zcs:+c-stc:.ct.tsso.c:cctc. c-o..cv
-.s e(a,
WORKPI ECE APPLI ED TO GAGE
ca:a-aa:aa
ca:.-aa:aat
NONMANDATORY APPENDIX B
sre sr -
4|
e |
t
|
c
| *
socctsv -
c.tvoc-.
fo-v.cw
s.a.-cao-a-.-
:-.s;.-a,aaa.:-a
a.ao-as-a;aaass-o=-,
o:,. -a:a.-s-a;a
Fig. 810 Controlling Rotation With Datum Features of Size (Cont'd)
68
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NONMANDATORY APPENDIX B
WORKPIECE
+x r. i rz e z
'+|ez | c
|
r
|sI
+xr. r.z e z
'+|ez
|
t
|
s
|c I
+- - -
Fig. Bll Interrelated Datum Reference Frames
69
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
-.s i (a,
GAGE
:osc. :cs-sc:cc-cstsvcv++szees
:+.scstw.cc:...zcs:+ctsso.c:cctc.c-oc.cv
-.s i (a,
WORKPI ECE APPLI ED TO GAGE
NONMANDATORY APPENDIX B
+x+sz +ss
|+| eez |t | s
|
c
1
caa;.-saaa:oa-aaa
:oaa;as-;-s:-a:aaaaa:o
a,a-aa:-a-oasa::-a.
;oaa:aaaa;:-
Fig. 811 Interrelated Datum Reference Frames (Cont'd)
70
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX B
-.s i (:,
GAGE
s.sse ss+r
|+|ees
|
c
|s
|
c
|
fosr. frs-srfrc-rstsvrv+.+szees
f+.scstw.ccf...zrsf+rtsso.cfrctc. c-o..cv
-.s i (a,
wo;.a:a
WORKPI ECE APPLI ED TO GAGE
\
`
ASME Y14.43-2003
caa;.-saaa:oa-aaa:oaa
;.s-;.-s:-a:aaaaa:ora,a-aa
:-a-oasa::-a;oa.:aaaa;:-.
Fig. Bll Interrelated Datum Reference Frames (Cont'd)
71
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
-..si (a,
GAGE
ssse ss+r
L .O O*I
+x+sz +ss
|+|e.ez |c
|
r
|s1
:osc.:cs-sccc-cstsvcv++szees
:+.scstw. cc:...zcs+ctsso.c:cctc. c-o..cv
NONMANDATORY APPENDIX B
caa;.-saaa:oa-aaa:oaa
;as-;.-s:-a:aaaaa:or.,a-aa
:-a-oasa::-a.;oaa:aaaa;:-.
-..si (f
WORKPI ECE APPLI ED TO GAGE
wo;.a:a
ca:.-aa:.a
cs.aa:o
Fig. Bll Interrelated Datum Reference Frames (Cont'd)
72
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NONMANDATORY APPENDIX B ASME Y14.43-2003
WORKPIECE
I I
'
I
__
'
1
" '
se sz
|
es
| t s| |
Fig. 812 Two Datum Features - Single Datum Ais
73
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
-..si z(a,
* sao.aaacaa-.-
* caa-.-a-acaa-.-
uoaaa.aas.a.-r.:
;atsvcs+.z=:-.-:-a
s.:aa-aorrre rrz.
* caa-.-uoa
| 4| ees
|
t s
| l
:osc.:cs-sccc-cstsvcv++szees
GAGE
:+. scstw.cc:...zcs+c-stc:.ct.tsso.c:cctc.c-o..cv
-..si z(a,
WORKPI ECE APPLI ED TO GAGE
sao.aaa
caa-.-
1 ca:a-aa:aa
ts.aa:o
(
--
s.aao.as:ooaa
a-aa-oaa;a:s
ca:a
-aa:aas
s.aa:o
Fig. 812 Two Datum Features - Single Datum Ais (Cont'd)
74
NONMANDATORY APPENDIX B
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX B
WORKPIECE
...
zs
+xrerz
.
Fig. 813 Hole Pattern as a Datum
75
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
-..si s(a,
GAGE
fosr.frs-srrc-rstsvrv++szees
f+. scstw. ccf...zrs+r-stcf.ct.tsso.cfrctc.c-o..cv
-..si s(a,
WORKPI ECE APPLI ED TO GAGE
+xca:a-aa:aa
ca:a-aa:aa
ts.aa:o
Fig. 813 Hole Pattern as a Datum (Cont'd)
76
NONMANDATORY APPENDIX B
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NONMANDATORY APPENDIX B
WORKPIECE
+xs.s s+
'+|e.i
|
t
|
s
|:'
ASME Y14.43-2003
vo.aaaca:a:aa:
-a tsvr vi +.sv sss
+e i ee
Fig. 814 Equalizing Datums
77
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
-.s +(a,
GAGE
+xsze sz
'+|e.ei
|
t
|
s
|
c'
I
:osc. :cs-sc:cc-cstsvcv++szees
:+.scstw.cc:...zcs:+c-stc:.ct.tsso.c:cctc. c-o..cv
NONMANDATORY APPENDIX B
* f-.sa.a-s.o-.saa.:a,
** f-.sa.a-s.o-.s:-aaaa.:.o-
or:-aaas.:zessa a-s.o-s
*** f-.sa.a-s.o-.s:-aaaa.:.o-
or:-aaas.:ze,sssa a-s.o-s
taa:a:aa:s,aosaas-o=-
:oa;asa-:aa:.:aa:s..a:o
Fig. B14 Equalizing Datums (Cont'd)
78
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NONMANDATORY APPENDIX B
-..s+(a,
ca:.faa:
szs.aa:o
ca:afaa:
ss..a:o
WORKPI ECE APPLI ED TO GAGE
ca:afaa:
czs.aa:o
s.aa
7\ |
_
1
1
1
1
---- _____ I __ -
ca:afaa:
tss..a:o
Fig. 814 Equalizing Datums (Cont'd)
79
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003 NONMANDATORY APPENDIX B
WORKPIECE
il
.' _
I
rr
L@
= |
Tl
-
+xr.er+
' +|
s+ -
Fig. 815 I rregular Closed Feature Used as a Datum Feature
80
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NONMANDATORY APPENDIX B
-..s r(a,
ca:ac.s
;oaa:aaa:
.aaa:o-a.:.o-
aa:..a:o
ca:at
GAGE
osr. frs-srfrc-rstsvrv++szees
+.scstw.cc:...zcs:uc-stc:.ct.tsso.c:cctc.c-o..cv
-..s r(a,
WORKPI ECE APPLI ED TO GAGE
+x+rr +rs
Fig. 81 5 I rregular Closed Feature Used as a Datum Feature (Cont'd)
81
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
WORKPIECE
Fig. 816 Radial Hole Pattern Located by Composite Position
82
NONMANDATORY APPENDIX B
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX B
-.s s(a,
GAGE
fosr. frs-srfrc-rstsvrv+.+szees
f+.scstw.ccf...zrsf+r-stcf.ct.tssoccfrctc. c-oc.cv
-.s s(a,
WORKPI ECE APPLI ED TO GAGE
ca:a-aa:aa
ss.aa:o
ASME Y14.43-2003
+x r.se r.s
:.-o-a-a-aaa-aa
roaaa;.-saa.a-:ao
a:aa:a::-asaaa:a
Fig. 816 Radial Hole Pattern Located by Composite Position (Cont'd)
83
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
-..si s(:,
GAGE
:osc. :cs-sc:cc-cstsvcv++s zees
:+.scstw. cc:...zcs:+c-stc:.ct.tsso.c:cctc. c-o..cv
-..si s(a,
WORKPI ECE APPLI ED TO GAGE
NONMANDATORY APPENDIX B
ca:araa:aas..a:ot
as:aao.aaaa;a-a
ao=-s.-:a.:a;asa-:s
o.a-:a:.o-o-,
+x rsr rss
:a-o-a-a-aaa-aa
oaaa;.-saa.a-:ao
a:aa:a::-asaaa:a
Fig. 816 Radial Hole Pattern Located by Composite Position (Cont'd)
84
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NONMANDATORY APPENDIX B
WORKPI ECE
: Q
:
1 I--r-
I
0-
/1
\
Fig. 817 Datum Targets on a Complex Part
85
ASME Y14.43-2003
s s+
I
f-
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003 NONMANDATORY APPENDIX B
-.s r(a,
GAGE
taa:a:aa:s,aosaas-o=-
:oa;asa-:aa:a:aa:s.aa:os
:osc. :cs-sc:cc-cstsvcv++szees
:+.scstw.cc:...zcs:+c-stc:.ct.tsso.c:cctc. c-o..cv
-.s r(a,
WORKPI ECE APPLI ED TO GAGE
ca:afaa:
szs..a:o
ca:afaa:
tz s ts
ca:a:aa:
cs aa:o
ca:.faa:
ts.aa:o
Fig. 817 Datum Targets on a Complex Part (Cont'd)
86
z.se zss
| +| e.ez
|
t
|
s
|
c
|
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX B
WORKPI ECE
ssee
/
"|
t
|
!
8--
\
+xssssse
+|
e.zz
| t
|
s |
z.ss j
z.ee
Fig. B18 Pushpin Gages for Part Clearance Holes
87
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
-.ss(a)
GAGE
c
E
t
3
1
+x saao:a
U
s+s
s++
saaas-oa zss
'
|
|
c-
I
aa;:-:-a:.:.s v.
;.s-aa.-:o
-cs+-.ctcc-.
:osc. :cs-sc:cc-cstsvcv++szees
:+.scstw.cc:...zcs:+c-stc:.ct.tsso.c:cctc. c-o..cv
NONMANDATORY APPENDIX B
sss i eee
||"|
t
|
+x saao:a
' +| eez i z.ss
|
t
|
sI
saaas
aa;.-aoa,
ofc.f-aa.aa:aor:-aaa-oas
a-a:-aaoa,or:-aaa;-s=.aaa
:.-:aa:s.a.-r.: saatsvcs+z
-araaava:.:...:sa-a-.:s
Fig. B18 Pushpin Gages for Part Clearance Holes (Cont'd)
88
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NON MANDATORY APPENDIX B
WORKPI ECE
es
' +|
|
t
|
s
|
sr-sro:
i ee-e.r
+xvsxi zr su
' +|e++
s.s |t| s
|
sr-srof
z.ss
z.ee
s ss
s sz
Fig. 819 Pushpin Gages for Part Threaded Holes
89
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003 NONMANDATORY APPENDIX B
-.s s(a,
+x s+es.++
| +
FUNCTIONAL GAGE
t.;;.--a-aa.so;:.o-aroaasaor
aaasa.:a,aaora-,a.aa:a,aa:
.s:aaa a-s.o-aaa-a:oaa-:aaraaaaa
:o:-aaaaa=.-.
ssrss.s
i ssz
i sse
t
.
I I
sz. i rv.
va.a:-.:-assor:-aaa
;a:a(ssz,;as:-aa..
t
aa;:-orI +-a-o( z.ss,
f+srtcrcctcrscsrw
M8 X 1.25-6G
fosr.frs-srfrc-rstsvrv++szees
f+. scstw.ccf...zrsf+r-stcf.ctctsso.cfrctc.c-o..cv
Fig. 819 Pushpin Gages for Part Threaded Holes (Cont'd)
90
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NON MANDATORY APPENDIX B
ssocsf.t.ctc.cwoss-.scs
s:e.z
.r
z+
~
+x r:es
|
e r
@|
t|s
||
+r :e.z
|
|t
|
s
||
sr
I
se
I
ASME Y14.43-2003
f---a,ca:.--a:.-sara:sara~,:--s--aa,ca:a--a:a-sa:, -a:ar-a:.-ors:-,a-a:--
f-:a,ca:a--a:a-sa=a:-r-a:a-ors:- . -:-s-a;-:---,=a,sas-aasca:.--a:a-c. f--
;a.ss:a-aaa-s:ca:a--a:.-saa:ota-ao.-ca:a--a:.-s.a:osssc :---o-sa-:--:-a
as-v.aaco-a:o-;-s,a-a:--oa:sa-aa-:-s:--:-aas-av:aaco-a:o-:,-a--a:.-:oca:as
t,s a:vvca-ac a:vvc
Fig. 820 Sequential Gaging
91
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
-.sze(a,
ca:a
--a:a-
s..a:ot
-.sze(a,
-.sze(:,
uo-sro
ca--.-s
ca:.--a:.
s.aa:os
zsv.:aaco-a.:.o-
NONMANDATORY APPENDIX B
ctcssocv
+o-roca:.
--a:a-s..a:os
+o-roca:.
--a:.-s..a:oc
coo.-
occa-
s:-;
v.-=or-a-::o-aca-=.:-
ca:a--a:.-s.aa:ot,
-aa,:o-~.-a;aa
woss-.scst--.. scfoctcs
s:-;z.
--;a-ss:a-ao-:---.-o.o-aca-
aa.-s:-a,ca:a--a:.-s.aa:ot
-.s-s:aa.s--s:--o.--:a:o-o:--;a.:o
:--ca:as-r---:--a-
woss-.scst--.. scfoctcs
s:-;s.
--s-:o-aa,ca:a--a:.-s..a:os.s
.-s-.-a.-:o:--ca-,o:a:-:--;a.
=.:- -:--ca:.s-r---:--a-w-.-
a.-:a--:o-:ao=.:-ca:a--a:.
s.aa:ot,:--;a:.sr--:os-.r:s.-:,
a-ao:a:-r--,aaoa:ca:.--a:a-
s.aa:os.-:--) ;a--f--aoa-::--
;a:a,s-.r..s-a..a--::o:--:-aa-:-
a-:=---ca:.--a:a-sa-a.:s zs
v.:.aco-a.:.o-s.aa:o.
Fig. 820 Sequential Gaging (Cont'd)
92
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NON MANDATORY APPENDIX B ASME Y14.43-2003
-sze(a,
woss-.rcr--..rcfoccr
>
".ca:a-aa:.a
-sze(a,
-sze(r,
saasa:a;-aa
roca-r-a;a
zees zez+
. | eer
s r
|
1
(sa:a.asca:a
-aa:aassaa:o,
s.ev.
ofr r.:s;asvrs+z
-araaava::.:sa-a-:s
(sa-f -ss-aaa:as
=:-cr-oa,
s.a:o c
r.svaaaco-a:o-
s:a;+.
f-afaaa,ca:a-aa:.as.a:ocs
-sa:aa-:o:-acaa=-:-as:::s:-a
o:a:o-o:-a;a:aaoa:ca:.-aa:.a
saa:os:-aaoa-::-a;a:a,o:a:as
aa.aa-::o:-a:aaa-:aaaoaa-ca:a
-aa:aass a-aca-a:-a zsa-ars
v:.aco-a:o-saa:os,as;ao.a,
woss-.rcr--..rcfoccr
ccrssr
r.eer reze
s:a;r.
v:aaco-a:o-;-saa-sa:aa-:o:-a
-.-::o-acaa:o.a-oao:a:o-sa-aa
v:.aco-a:o-:,-aas-sa:aa:o.a,
:-a00 o:a:o-.:-a00 as:aa=:--:s
v:.aco-a:o-=:-a;-s -sa.aas-:aa
:o-:oaaraa:aasaaaa:aa:oca:as,s
a:vvc,a-aca:vvc.f-as:aorca:a
-aa:aas,ca:.-aa:aac,:-a-oas,a-a
:-a00 as:aa.araasa;aa:a,
|
e sr
| | s1
se sr 1
(sa~.asca:.
-aa:aacsaa:o,
se.e see+
ca:a-aa:aa
saa:o
|
eer s.r
|
| s
|
c1
(sa:a.as00 caa,
+x+ee+ + es
|
e.er s.r
|
| s
|
c1
(sa:a.asvc--s,
ca:.-aa:.ao-:-acaas:-asaa:oroca:.-aa:aao-:-a;a:f-acaaaso:o-:a-sa:a.as
(-oasa-aso:s,ro;-s:-a:saa:aca:a-aa:aass a-aco-:-a;aaas=aasa:a.asro:-av:aa
co-a:o-;-sa-a00 caacaaraa:.a:oaa-:asaaexor:-aasso:a:aa;a:aa:.a:oaa-:as
Fig. 820 Sequential Gaging (Cont'd)
93
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003 NONMANDATORY APPENDIX B
-.sze(,I
ctfcv-stfcssss. vc.tfos
z+ -er
-er
!
1
zs
e+
f
-
-t 31 1 :::
'- :
f-- z.s:,.-a-.s:--v.aaaco-a.:.o-
s.aa:oroca:a--a:a-sor:--;a.
s---..sze(:,roa;;.:a:o-.
-.sze(.,I
ctfcv-stfcsscs. vc.tfos
z+ :e.r
:e.r
t- -t+
:--rs=a:-.s:--v..aaco-a.:.o-
s.aa:oroca:a--a:a-cor:--;a:
s---..sze(a,roa;;.:a:o-.
-sze(-,I
+o.sctcs-.s
1z+ :er
l
r -er
+
- -E+
z
e.er +.e
)
e ) s.ssz
-:
f--+z:, .-a-.s:--v.aaaco-a.:.o-
s.aa:oro:--+x+:es-o-so-:--;a.
s---.sze(-,roa;;:a:.o-
-sze),I
ocfs.csc.tvsssctcs
z+ :er
:--+sz:,.-a-.s:--v..aaco-a.:.o-
s.aa:oro:--oa:s.a-a.a-:-or:--;a.
s---sze(-,roa;;.:.o-
--otsvcs+z--r--av-:.:...:sa-a-.:s(s.a.-r.: -ss-ar.a:-s=.:-cr-o-,
Fig. 820 Sequential Gaging (Cont'd)
94
t
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
NONMANDATORY APPENDIX C
REGARDLESS OF FEATURE SI ZE
(1 RFS GAGING
Regardless of feature size (RFS) is a term used to indicate
that a geometric tolerance or datum reference applies
at any increment of the feature size within its size toler
ance. As such, the geometric tolerance is independent
of the finished size of the feature. RFS can be applied
to the datum feature surfaces and to the other features
whose axes or center planes are controlled by geometric
tolerances.
With this concept, te actual axis of a part datum
feature shall be used for inspection regardless of the
finished size of the feature. Therefore, this type of inspec
tion equipment usually is characterized by expanding
devices, tapered locators, V-blocks, spring-loaded
devices, or oter units capable of locating the axis or
center plane of te datum feature. Fixed-size elements
are not appropriate for ascertaining the compliance of
controlled features. Therefore, when a geometric toler
ance is independent of feature size, the design frequently
uses dial indicators or other devices capable of variables
measurement.
Inspection equipment designs of this nature would
apply to situations in which the callout for positional
tolerance directly states the RFS requirement. When no
modifier is specified, the RFS condition applies.
The basic advantage of the RFS type of inspection
equipment design is its ability to perform a measurement
accurately and independently of feature size variations.
In some cases, RFS is the only functional inspection
method. Gage designs for inspecting RFS callouts often
employ dial indicators, which provide easy recalibra
tion. Wear adjustments are an inherent part of the design.
This ease of recalibration also provides an easy means of
compensating for revisions in product size or tolerance
requirements. When dial indicators or similar units are
incorporated into the design, RFS inspection equipment
can determine not only whether or not the product is
within specified limits, but also the magnitude and sup
port phase of the life cycle, in which the product rebuild
design may provide for adjustment to compensate for
wear. Under tese circumstances, RFS can be a desirable
tolerancing concept.
The disadvantage of the RFS concept is that the cost
of the required inspection equipment is generally higher,
as is the level of operator skill needed. Also, if expanding
and contracting gage elements are not used, an infinite
range of gage element sizes would be required to gage a
95
part dimensioned with an RFS modifier, as this modifier
does not allow use of fixed-size gaging elements.
(a) Gage Example With Both RFS and MMC References.
See Fig. C1. This example shows a workpiece that has
two rectangular size datum features referenced at RFS,
with round considered features referenced at MMC.
While the gage has a complex datum feature simulator
for te RFS datums, it has a conventional set of fixed
size gaging elements for the holes at MMC. This gage
represents a combination of hole pattern alignment to
the datums, while the patter takes advantage of MMC
for ability of assembling the feature relationship. In Fig.
C1, sketches (a) and (b) show the gage and describe its
features.
(b) Gage Example With All RFS References. See Fig. C2
(Fig. 5-60 of ASME Y14.5M-1994). This example shows
a workpiece that has a single size datum feature and
considered feature, both referenced at RFS. While the
workpiece appears to be simple, the gage required to
inspect the requirements is complex. A description for
the use of te gage follows.
(1) In Fig. C2, sketch (b) shows the workpiece
restrained to simulated datum features as specified by
the workpiece shown in Fig. C2.
The guide block and three pins are shown assembled
over guide rail 1. The guide block and three pins have
been omitted over guide rail 2 for illustration clarity.
The complete gage is shown in sketch (a).
Datum A feature of the workpiece makes contact on
the datum A simulator. Clockwise rotation of the crank
causes the guide rails 1 and 2 to move inward simultane
ously to simulate datum feature B center plane of the
workpiece. The workpiece is brought into contact with
the pin or pins indicated 3. See sketch (f).
The expanding block is inserted into the slot of the
workpiece and is expanded to contact the sides of the
slot.
The base block is shown wit tree fixed pins, which
pass through holes in the guide block.
The guide blocks are capable of up-and-down adjust
ment to allow for the variable thickness of the workpiece.
This is necessary because the tolerance projects through
the thickness of the workpiece.
A dial indicator is used to check the location and
orientation of the slot.
(2) The cross sections shown in Fig. C2, sketches
(c) and (d) were taken from te gage shown in sketch
(b). The dial indicator shall be set to zero using the
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003 NON MANDATORY APPENDIX C
WORKPIECE
1 -1
0.25
@I
A
I
B
l e l
UOS ANGLES 1 0
o
36
-0.5
B
4X 4+g
25
1 -1
0.25
@I A
I
B l el
o
Fig. (1 Two Rectangular Size Datum Features at RFS
calibration gage shown in sketch (e) prior to taking any
measurements.
Sketch (c) shows the slot at near-ideal location and
orientation. Sketch (d) shows the slot wit orientation
and location error. There is one set of four inspection
bores at the forward position of the slot and four more
inspection bores at the aft end of the slot. The instruc
tions that follow are for one set of four inspection bores.
This process would be repeated for the other set of four
inspection bores.
The dial indicator is shown inserted into each inspec
tion bore to show how the gage is used. Only one dial
indicator is needed to inspect the slot for location and
orientation. The expanding block is shown inserted into
the slot of the workpiece. A dog-legged inspection probe
is shown in each of the inspection bores. These probes
remain in the bores as part of the gage. The dog-legged
inspection probes contact the expanding block with the
knife edge of the probe on the same plane as datum
feature A simulator. The dial indicator is used to probe
position 1 and the reading is recorded. Next, the dial
indicator is used to probe position 2, and te reading is
recorded and compared for deviation against the read
ing for position 1. The deviation shall be equal to or less
than the stated positional tolerance.
The guide block for position 3 is brought into contact
with te surface of the workpiece. The dial indicator is
inserted into the inspection bore and te dog-legged
96
inspection probe contacts the expanding block with the
knife edge of the probe on the same plane as the contact
surface of the workpiece. The dial indicator reading for
position 3 is recorded. The guide block for position 4 is
brought into contact with the surface of te workpiece.
The dial indicator is inserted into the inspection bore and
te dog-legged inspection probe contacts the expanding
block with the knife edge of the probe on te same
plane as the contact surface of the workpiece. The dial
indicator reading for position 4 is recorded, and the
deviation between positions 3 and 4 shall be equal to
or less than te stated positional tolerance.
(3) Figure C2, sketch (f) shows the workpiece with
relevant features of the gage to describe the inspection
method for the location and orientation error of the slot.
The length of the slot is a variable and the slot can
be longer or shorter as specified by the plus or minus
tolerance shown in Fig. C2. Checking the various lengths
of the slots would add more complexity to the gage.
With the plus or minus tolerance on the length, there is
a certain portion of the slot tat is unusable, and in the
case shown in sketch (f) the gage is designed to check
only the functional length of the slot. The workpiece is
brought into contact with one of the two pins, and the
aft upper and lower dog-legged inspection probes con
tact the expanding block at the points indicated as A
and B.
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
NONMANDATORY APPENDIX C ASME Y14.43-2003
Fig. C1 {a)
GAGE WI TH PUSH PI NS I NSERTED
21 .75 - 21 .79
1 -1 0.025@1 A l B
1
C
1
This crank moves slides B1 and B2
inward and outward simultaneously
with accurate alignment to the cnter.
TO BE I NTERPRETED PER ASME Y14.43-2003
THIS DRAWING UTILIZES THE BLANK GAGI NG POLICY
4X 3.750 - 3.775
1 -1 0.025 @ 1 Al B 1 C 1
(Pushpin)
This crank moves slides C1
and C2 inward and outward
simultaneously with accurate
alignment to the cnter.
Fig. C1 {b)
WORKPI ECE APPLI ED TO GAGE
Five holes are located in the
tool from the di mensions on
the drawing. The part is aligned
to the center of B and C.
The virtual size pins are
inserted into the holes to
verify locational requirements
on the manufactured part.
Fig. C1 Two Rectangular Size Datum Features at RFS (Cont'd)
97
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
ASME Y14.43-2003
Fig. C2(a)
NONMANDATORY APPENDIX C
WORKPIECE
r
20.6
20.4
A
7.8 - 8.2
This Figure illustrates the complete gaging fxtur for the workpiec shown above.
It is the basis for Figs. C2(b), (c), (d), (e), and (f) that describe the gaging details.
Expanding Block
Dial Indicator
Knife Edge Probes
Fig. (2 Rectangular Size Feature at RFS
98
Datum Feature
B Simulator
"
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NONMANDATORY APPENDIX C
Fig. C2(b)
Dial Indicator
Expanding Block
Datum Feature
B Simulator
Fig. C2 Rectangular Size Feature at RFS (Cont'd)
99
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ASME Y14.43-2003
Fig. C2(c)
Fig. C2(d)
Guide block moves
Simulated center plane of slot
Guide block moves
Guide block moves
Fig. C2 Rectangular Size Feature at RFS (Cont'd)
100
NONMANDATORY APPENDIX C
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
--`,,``````,,,```,,,,,```,``,,``-`-`,,`,,`,`,,`---
NON MANDATORY APPENDIX C
Fig. C2(e)
Fig. C2(f)
Functional
length of the slot
Pin 2 places
The dial indicator cali bration
gage used to zero the indicator
is built into the base block.
Simulated datum
plane B
Actual center plane of the slot
Fig. C2 Rectangular Size Feature at RFS (Cont'd)
101
ASME Y14.43-2003
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
RELATED DOCUMENTS
Engineering Drawing and Related Documentation Practices
Decimal Inch Drawing Sheet Size and Format . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.1-1995(R2002)
Metric Drawing Sheet Size and Format . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14. 1M-1995(R2002)
Line Conventions and Letteri ng . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.2M-1992(R1998)
Multiview and Secti onal View Drawings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.3M-1994(R1999)
Pictorial Drawings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.4M-1989(R1999)
Dimensioning and Tolerancing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.5M-1994(R1999)
Mathematical Definition of Dimensioning and Tolerancing Principl es . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.5.1M-1994(R1999)
Certification of Geometric Dimensioning and Tolerancing Professional s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.5.2-2000
Screw Thread Representation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.6-2001
Gears and Splines
Spur, Helical, Doubl e Hel ical and Racks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.7.1-1971(R1998)
Bevel and Hypoid Gears . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.7.2-1978(R1999)
Castings and Forgings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.8M-1996(R2002)
Mechanical Spring Representation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.13M-1981(R1998)
Optical Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.18M-1986(R1998)
Types and Applications of Engineering Drawings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.24-1999
Chassis Frames - Passenger Car and Light Truck - Ground Vehicle Practices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14. 32.1M-1994(R1999)
Associated Lists . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.34M-1996(R2002)
Revision of Engineering Drawings and Associated Documents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.35M-1997
Surface Texture Symbols . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.36M-1996(R2002)
Abbrevi ations and Acronyms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.38-1999
Basic Rules for the Design of Graphical Symbol s for Use in the Technical Documentation of Products . . . . . . . . . . . . . . . . . . Y14.40.0-2002
Graphical Symbol s for Diagrams, Part 1: General I nformation and I ndexes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.1-2002
Graphical Symbol s for Diagrams, Part 2: Symbols Having General Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.2-2002
Graphical Symbol s for Diagrams, Part 3: Connections and Related Devices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.3-2002
Graphical Symbol s for Diagrams, Part 4: Actuators and Related Devices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.4-2002
Graphical Symbol s for Diagrams, Part 5: Measurement and Control Devices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.5-2002
Graphical Symbol s for Diagrams, Part 6: Measurement and Control Functions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.6-2002
Graphical Symbol s for Diagrams, Part 7: Basic Mechanical Components . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.7-2002
Graphical Symbol s for Diagrams, Part 8: Valves and Dampers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.8-2002
Graphical Symbol s for Diagrams, Part 9: Pumps, Compressors, and Fans . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.9-2002
Graphical Symbol s for Diagrams, Part 10: Fluid Power Converters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.10-2003
Graphical Symbol s for Diagrams, Part 11: Devices for Heat Transfer and Heat Engines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.11-2002
Graphical Symbol s for Diagrams, Part 12: Devices for Separating, Purification, and Mixing . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.12-2002
Graphical Symbol s for Diagrams, Part 15: I nstallation Diagrams and Network Maps . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.40.15-2003
Digital Product Definition Data Practices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.41-2003
Digital Approval Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.42-2002
Dimensioning and Tolerancing Principl es for Gages and Fixtures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.43-2003
Engineering Drawing Practices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y14.100-2000
Graphic Symbols for:
Pl umbi ng Fixtures for Diagrams Used in Architecture and Bui l ding Construction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y32.4-1977(R1999)
Railroad Maps and Profiles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y32.7-1972(R1999)
Mechanical and Acoustical Elements as Used in Schematic Diagrams . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Y32. 18-1972(R1998)
The ASME Publications Catalog shows a complete list of all the Standards published by the Society. For a complimentar catalog, or the latest
informat ion about our publications, call 1 -800-THE-ASME (1 -800-843-2763).
Copyright ASME International
Provided by IHS under license with ASME Licensee=FMC Technologies /5914950002
Not for Resale, 05/06/2009 22:14:00 MDT No reproduction or networking permitted without license from IHS
-
-
`
,
,
`
`
`
`
`
`
,
,
,
`
`
`
,
,
,
,
,
`
`
`
,
`
`
,
,
`
`
-
`
-
`
,
,
`
,
,
`
,
`
,
,
`
-
-
-
ISBN 0-7918-2808-5
9 78079 1 828083
1 11111111 111 1 1 11 1 11111 1111 1 111 111 1 1 1 1111
You might also like
- Geoemtric Tolerancing Guide for Designers and EngineersDocument135 pagesGeoemtric Tolerancing Guide for Designers and EngineersKristof MC89% (19)
- Asme Y14.5.1-2019Document101 pagesAsme Y14.5.1-2019Rodolfo Martinez91% (23)
- Geometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsFrom EverandGeometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsRating: 4.5 out of 5 stars4.5/5 (3)
- Ford GD&T Pocket GuideDocument33 pagesFord GD&T Pocket GuideAnonymous nXmUV4L100% (9)
- Asmey14 5MDocument237 pagesAsmey14 5MGustavo Fama100% (6)
- Asme Y14 2 2008 PDFDocument23 pagesAsme Y14 2 2008 PDFJonathan Aguirre67% (3)
- Asme Y14.8 IndexDocument3 pagesAsme Y14.8 IndexSreekanth20% (5)
- Form and Feature Control GuidanceDocument414 pagesForm and Feature Control GuidanceCarlos Cas88% (16)
- Decimal Inch Drawing Sheet Size and Format: ASME Y14.1-2005Document27 pagesDecimal Inch Drawing Sheet Size and Format: ASME Y14.1-2005Hebert Fernando Cáceres Márquez100% (1)
- Review of The New Y14 5 2018 StandardDocument16 pagesReview of The New Y14 5 2018 StandardGunasekaranNo ratings yet
- Asme Y14.43 2003 09Document120 pagesAsme Y14.43 2003 09Griphold Plant100% (1)
- Asme Y14.5-2009Document19 pagesAsme Y14.5-2009maddy_scribd100% (4)
- Dimensional Engineering: GM General Motors Truck GroupDocument97 pagesDimensional Engineering: GM General Motors Truck Groupdramilt100% (1)
- James D Meadows Measurement of Geometric ToleraDocument666 pagesJames D Meadows Measurement of Geometric Toleratakinikita100% (4)
- (Gene Cogorno) Geometric Dimensioning and Toleranc (B-Ok - Xyz) PDFDocument105 pages(Gene Cogorno) Geometric Dimensioning and Toleranc (B-Ok - Xyz) PDFamasiddayNo ratings yet
- ASME Y14.5-2009, Geometric Boundaries 2Document9 pagesASME Y14.5-2009, Geometric Boundaries 2Keith Admin60% (5)
- ASME Y14.100M - Engineering Drawing PracticesDocument26 pagesASME Y14.100M - Engineering Drawing PracticesBatNo ratings yet
- GD&T Seminar on Mobility of Tolerance ZonesDocument32 pagesGD&T Seminar on Mobility of Tolerance ZoneshamartinezNo ratings yet
- How To Measure GD&TDocument80 pagesHow To Measure GD&TPrakash Sundaram100% (2)
- The Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsFrom EverandThe Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsRating: 4.5 out of 5 stars4.5/5 (10)
- PC-DMIS 4.3 Reference ManualDocument1,755 pagesPC-DMIS 4.3 Reference ManualCarlosQuelartNo ratings yet
- Liquid Liquid SeparatorsDocument26 pagesLiquid Liquid SeparatorsAjay Pratap SinghNo ratings yet
- High-Efficiency Solar Inverter Test Report SummaryDocument17 pagesHigh-Efficiency Solar Inverter Test Report Summarybharath prabhuNo ratings yet
- GDT Reference Book Engl 2.0fDocument165 pagesGDT Reference Book Engl 2.0fMurat Çakar87% (15)
- Asme Y14 43 2003Document112 pagesAsme Y14 43 2003Edwin Jose Porta Mas100% (1)
- Antonio Armillotta, Quirico Semeraro (Auth.), Bianca M. Colosimo, Nicola Senin (Eds.)-Geometric Tolerances_ Impact on Product Design, Quality Inspection and Statistical Process Monitoring-Springer-VerDocument356 pagesAntonio Armillotta, Quirico Semeraro (Auth.), Bianca M. Colosimo, Nicola Senin (Eds.)-Geometric Tolerances_ Impact on Product Design, Quality Inspection and Statistical Process Monitoring-Springer-VerRolffoTello100% (4)
- Aditi Consultancy Services Geometric Tolerancing GuideDocument180 pagesAditi Consultancy Services Geometric Tolerancing GuideInayathulla Khan100% (5)
- Asme Y14.38 2007 PDFDocument140 pagesAsme Y14.38 2007 PDFdiego mancilla rodriguezNo ratings yet
- GD&T Training Session I BasicsDocument310 pagesGD&T Training Session I BasicsKl100% (1)
- Asme Y14.36m-1996Document14 pagesAsme Y14.36m-1996Oleg Ushakov100% (7)
- GD&T Self Evaluation Test - Level 9 - 9a1994-T09-T01A-RevADocument27 pagesGD&T Self Evaluation Test - Level 9 - 9a1994-T09-T01A-RevApops100100% (3)
- Simplified GD&T - Based On ASME - Ashok KumarDocument202 pagesSimplified GD&T - Based On ASME - Ashok Kumarpradeep100% (1)
- P1785830 ETI Product GuideDocument44 pagesP1785830 ETI Product GuideparinkhonaNo ratings yet
- Stack-Up Training for Prismatic Component MachiningDocument47 pagesStack-Up Training for Prismatic Component MachiningreynancsNo ratings yet
- ASME Geometric Dimension Ing and Tolerance Professional CertificationDocument20 pagesASME Geometric Dimension Ing and Tolerance Professional CertificationPaul Anthony Red60% (5)
- Abbreviations and Acronyms For Use On Drawings and Related DocumentsDocument9 pagesAbbreviations and Acronyms For Use On Drawings and Related Documentssandip kulkarniNo ratings yet
- Asme Y14.6-2001 (R2007)Document27 pagesAsme Y14.6-2001 (R2007)Oleg Ushakov75% (4)
- Tolerance Stack Up StatisticsDocument92 pagesTolerance Stack Up StatisticsAmolPagdal100% (5)
- Basic GD&T CourseDocument204 pagesBasic GD&T CoursePrabakaran Mohan100% (17)
- PC Dmis TrainingDocument94 pagesPC Dmis Trainingviorelu99100% (1)
- Tolerance AnalysisDocument151 pagesTolerance Analysisvinu117586% (7)
- Geometric Dimensioning and Tolerancing White Paper 2016Document17 pagesGeometric Dimensioning and Tolerancing White Paper 2016Ahdfgb Dbach100% (1)
- Critical Changes To ASME and ISO GD&T Standards 2018Document31 pagesCritical Changes To ASME and ISO GD&T Standards 2018Juan Posada GNo ratings yet
- GD&TDocument356 pagesGD&TSanjeeb Sinha100% (3)
- Geometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionFrom EverandGeometric Dimensioning And Tolerancing A Complete Guide - 2020 EditionNo ratings yet
- Sae Ams S 13165Document27 pagesSae Ams S 13165sabrunoNo ratings yet
- Sae As9697cDocument3 pagesSae As9697cJohn CarellaNo ratings yet
- Boeing's Perspective on RVSM Airframe ApprovalsDocument15 pagesBoeing's Perspective on RVSM Airframe ApprovalsEnrique Alva QuinteroNo ratings yet
- Sae As 90328Document4 pagesSae As 90328fructoraNo ratings yet
- 51-60!02!500 Control Surface Balancing - Rudder - Adjustment - TestDocument8 pages51-60!02!500 Control Surface Balancing - Rudder - Adjustment - TestArmandoNo ratings yet
- VSD ManualDocument127 pagesVSD Manualvisakhgs0% (1)
- Visual Examination Report of LPG Spherical Tank WeldsDocument8 pagesVisual Examination Report of LPG Spherical Tank WeldsArmnn RasmoNo ratings yet
- DB 068 - 03 17 2017Document25 pagesDB 068 - 03 17 2017quanweibaiNo ratings yet
- Asb Db-068 July 2016Document25 pagesAsb Db-068 July 2016turboshaftNo ratings yet
- HF Xray Generator Complete Manual and Schematics Rev 0604200Document138 pagesHF Xray Generator Complete Manual and Schematics Rev 0604200kousatoufik50% (6)
- GE Aircraft Engines: Service BulletinDocument6 pagesGE Aircraft Engines: Service BulletinGustavo Silva AeEngNo ratings yet
- Asme-B18.13.1m (1998)Document28 pagesAsme-B18.13.1m (1998)Sergio Rodriguez CamberosNo ratings yet
- A01-00056 - RevA - StartUp - GuideDocument1 pageA01-00056 - RevA - StartUp - GuideCesar ArellanoNo ratings yet
- Concentricity and Coaxiality Dimension CalculationsDocument2 pagesConcentricity and Coaxiality Dimension CalculationsCarlosQuelartNo ratings yet
- A01-00055 Security II Series UPM - Rev G WfrenchDocument70 pagesA01-00055 Security II Series UPM - Rev G WfrenchCesar ArellanoNo ratings yet
- Gantt Inspection - Common BaseDocument1 pageGantt Inspection - Common BaseCesar ArellanoNo ratings yet
- ThreadsAndMaterials PDFDocument10 pagesThreadsAndMaterials PDFJogendra SinghNo ratings yet
- ROMER CimCore Product Catalog PDFDocument23 pagesROMER CimCore Product Catalog PDFCesar ArellanoNo ratings yet
- Certificate of Completion For CCN Agile PQM FA TechDocument1 pageCertificate of Completion For CCN Agile PQM FA TechCesar ArellanoNo ratings yet
- Examen Agile Doc ControlDocument19 pagesExamen Agile Doc ControlCesar ArellanoNo ratings yet
- SANMINA-SCI's Agile Training ApproachDocument11 pagesSANMINA-SCI's Agile Training ApproachCesar ArellanoNo ratings yet
- True Position-Use Datums - InfoDocument3 pagesTrue Position-Use Datums - InfoErardo Mejia0% (1)
- CaseApp - Cannon Boiler Works PDFDocument5 pagesCaseApp - Cannon Boiler Works PDFCesar ArellanoNo ratings yet
- ROMER CimCore Product Catalog PDFDocument23 pagesROMER CimCore Product Catalog PDFCesar ArellanoNo ratings yet
- Print Demo BlockMMDocument2 pagesPrint Demo BlockMMCesar ArellanoNo ratings yet
- RDS User Manual V4.0.0.086 PDFDocument185 pagesRDS User Manual V4.0.0.086 PDFCesar ArellanoNo ratings yet
- Cambios FrameDocument156 pagesCambios FrameCesar ArellanoNo ratings yet
- Gage R&R For Attributes: InstructionsDocument31 pagesGage R&R For Attributes: InstructionsCesar ArellanoNo ratings yet
- Concentricity and Coaxiality Dimension CalculationsDocument2 pagesConcentricity and Coaxiality Dimension CalculationsCarlosQuelartNo ratings yet
- Part Mark en 14 Slots - SA1, H & Rear, ElectricalDocument4 pagesPart Mark en 14 Slots - SA1, H & Rear, ElectricalCesar ArellanoNo ratings yet
- RDS User Manual V4.0.0.086 - en PDFDocument185 pagesRDS User Manual V4.0.0.086 - en PDFCesar Arellano100% (3)
- CaseApp - Cannon Boiler Works PDFDocument5 pagesCaseApp - Cannon Boiler Works PDFCesar ArellanoNo ratings yet
- Role of Infill WallDocument16 pagesRole of Infill WallGaurav MallaNo ratings yet
- CE 3310 Assignment 2Document1 pageCE 3310 Assignment 2SSNo ratings yet
- CGR 16050 2019 2020 1Document1 pageCGR 16050 2019 2020 1Chandan Prasad KushwahaNo ratings yet
- Ising ModelDocument5 pagesIsing Modeldecerto252No ratings yet
- Carrfoster 2Document5 pagesCarrfoster 2SauravNo ratings yet
- Isolation and Characterization of Degradation Products of Moxidectin PDFDocument20 pagesIsolation and Characterization of Degradation Products of Moxidectin PDFAnonymous 7aE6O6No ratings yet
- Cem - Part 1 PDFDocument19 pagesCem - Part 1 PDFDavin OtogleNo ratings yet
- Group Theory PDFDocument280 pagesGroup Theory PDFLuis Cancino Arancibia100% (1)
- Schlumberger Log Interpretation ChatsDocument287 pagesSchlumberger Log Interpretation ChatsSabrianto AswadNo ratings yet
- A Kinetic Study of The Reduction of Colloidal Manganese Dioxide by Oxalic AcidDocument10 pagesA Kinetic Study of The Reduction of Colloidal Manganese Dioxide by Oxalic AcidDarine Mahfouf Ep BoucharebNo ratings yet
- (Architecture Ebook) Alvar Aalto, Alvar Aalto and The Bio-ArchitectureDocument5 pages(Architecture Ebook) Alvar Aalto, Alvar Aalto and The Bio-Architecturepooh86poohNo ratings yet
- Grade 9: Coordinate GeometryDocument5 pagesGrade 9: Coordinate GeometryEduGainNo ratings yet
- IEEE Paper For Image ProcessingDocument32 pagesIEEE Paper For Image Processingsaravanan_dijucsNo ratings yet
- History of Buckling of ColumnDocument10 pagesHistory of Buckling of ColumnSorin Viorel CrainicNo ratings yet
- Tos Mathematics 8 q2Document1 pageTos Mathematics 8 q2Kenny Ann Grace BatiancilaNo ratings yet
- Astm D 1746 97 TH 2002 PDFDocument5 pagesAstm D 1746 97 TH 2002 PDFJed BrionesNo ratings yet
- Ansys APDLDocument3 pagesAnsys APDLradheNo ratings yet
- Soil Settlement ElasticityDocument10 pagesSoil Settlement ElasticityAnonymous aZrC1EZNo ratings yet
- Latent Heat of Fusion VaporizationDocument18 pagesLatent Heat of Fusion Vaporizationapi-449002661No ratings yet
- PhoneticsDocument5 pagesPhoneticsKarensita Totty' HerreraNo ratings yet
- Alarms Manual (ENGLISH)Document12 pagesAlarms Manual (ENGLISH)FadFadNo ratings yet
- Jacobs Co Algebra IntroDocument190 pagesJacobs Co Algebra IntrozmthNo ratings yet
- Newtons Law of MotionDocument14 pagesNewtons Law of MotionJohn Irvin M. AbatayNo ratings yet
- Column Design PDFDocument2 pagesColumn Design PDFRobin0% (1)
- P Ractical Approaches To Fast Gas Chromatography-Mass Spectrometry Muy BuenoDocument28 pagesP Ractical Approaches To Fast Gas Chromatography-Mass Spectrometry Muy BuenoJavier Joao Lloyd IglesiasNo ratings yet
- AADE Review of Lost Circulation Materials and Treatments With An Updated ClassificationDocument9 pagesAADE Review of Lost Circulation Materials and Treatments With An Updated ClassificationMuhamad IrfanNo ratings yet
- PMM WordDocument3 pagesPMM WordShrey R DhanawadkarNo ratings yet