You might also like
- IRSM-46-13 With Amendment 2016Document29 pagesIRSM-46-13 With Amendment 2016Våïbhäv Çhåühåñ100% (1)
- Bridge Load Testing As Per IRC SP 51Document12 pagesBridge Load Testing As Per IRC SP 51IJRASETPublicationsNo ratings yet
- Uncoated Stress Relieved Low Relaxation Seven-Wire (Ply) Strand For Prestressed Concrete - SpecificationDocument16 pagesUncoated Stress Relieved Low Relaxation Seven-Wire (Ply) Strand For Prestressed Concrete - Specificationnikesh dubeyNo ratings yet
- Bs 110 (R) With A&c Guidelines For Fabrication of Steel Girder Procedure March 16Document57 pagesBs 110 (R) With A&c Guidelines For Fabrication of Steel Girder Procedure March 16Vvs RayuduNo ratings yet
- B1 2001Document41 pagesB1 2001praghavannairNo ratings yet
- Image PDFDocument44 pagesImage PDFAkshay Kumar SahooNo ratings yet
- 1296882553295-bs 102Document11 pages1296882553295-bs 102amitjustamit100% (1)
- IRECN Bridge Bearing-1Document20 pagesIRECN Bridge Bearing-1vpmohammed100% (1)
- Is 8329 1994Document30 pagesIs 8329 1994Madanlal Varada86% (7)
- Amendment No. 1 To IRC 112 - 2014 PDFDocument3 pagesAmendment No. 1 To IRC 112 - 2014 PDFmrraee4729100% (3)
- Is 102Document1 pageIs 102Jakka Lakshmikanth100% (1)
- All Types of Soil, Including Backfilling Up To Ground Level With Approved Material As Directed by Engineer-in-ChargeDocument47 pagesAll Types of Soil, Including Backfilling Up To Ground Level With Approved Material As Directed by Engineer-in-ChargeBhavesh PatelNo ratings yet
- Rdso Guide Lines FR BridgesDocument76 pagesRdso Guide Lines FR BridgesUtpal KantNo ratings yet
- Is 6006Document19 pagesIs 6006Sathish KumarNo ratings yet
- Directorate General Border Roads Directorate General Border Roads Directorate General Border RoadsDocument14 pagesDirectorate General Border Roads Directorate General Border Roads Directorate General Border RoadsAaron WilsonNo ratings yet
- RDSO 2014spn - 197 - Ver1.0 PDFDocument24 pagesRDSO 2014spn - 197 - Ver1.0 PDFSandeep Singh100% (1)
- RDSO Guidelines - Bs 112 - Planning of Road Over BridgesDocument9 pagesRDSO Guidelines - Bs 112 - Planning of Road Over BridgesAnkur MundraNo ratings yet
- Safety Roller Barrier PDFDocument28 pagesSafety Roller Barrier PDFWira PutrantoNo ratings yet
- Specifications for Earthwork Formation RVNLDocument32 pagesSpecifications for Earthwork Formation RVNLkartick adhikaryNo ratings yet
- Test Report 63MmDocument3 pagesTest Report 63Mmamit chauhanNo ratings yet
- Strip Footing (Exterior)Document4 pagesStrip Footing (Exterior)Kelvin MutetiNo ratings yet
- RDSO Guide Lines of Earthwork 2003Document90 pagesRDSO Guide Lines of Earthwork 2003Abishek Kumar100% (1)
- Bearing Testing MethodologyDocument5 pagesBearing Testing MethodologyGanesh PrabuNo ratings yet
- 1489 2 PDFDocument15 pages1489 2 PDFshashikant gaurNo ratings yet
- 0005 India Regulation On CoatingDocument33 pages0005 India Regulation On Coatingagustinusset100% (2)
- BS - 120 FinalDocument15 pagesBS - 120 FinalRitesh KumarNo ratings yet
- Guidelines For HSFG Rev5 PDFDocument39 pagesGuidelines For HSFG Rev5 PDFKasiNo ratings yet
- Amendments-IRC-6-2017 August 2019Document11 pagesAmendments-IRC-6-2017 August 2019Adhirath PatelNo ratings yet
- Filter Media & Back FillDocument4 pagesFilter Media & Back FillMurthy Babu100% (1)
- Irs Welded Bridge CodeDocument32 pagesIrs Welded Bridge Codeamawauce67% (3)
- RDSO specification bipolar corrosion inhibitorDocument13 pagesRDSO specification bipolar corrosion inhibitorRegina Miller100% (1)
- Flood Estimation Report for Lower Godavari Subzone 3(fDocument90 pagesFlood Estimation Report for Lower Godavari Subzone 3(fRas RamanujamNo ratings yet
- Is SP 34 1987Document19 pagesIs SP 34 1987ankitNo ratings yet
- GSB PDFDocument4 pagesGSB PDFsachin sNo ratings yet
- Letter - 31072023 - Process Inspection Charges by RITESDocument5 pagesLetter - 31072023 - Process Inspection Charges by RITES1005 ABIRAME H.SNo ratings yet
- IS 2911 Part 1 Sec2 2010Document26 pagesIS 2911 Part 1 Sec2 2010Maheswara VarmaNo ratings yet
- Amendment No. 3 December 2021 TO Is 6911: 2017 Stainless Steel Plate, Sheet and Strip - SpecificationDocument4 pagesAmendment No. 3 December 2021 TO Is 6911: 2017 Stainless Steel Plate, Sheet and Strip - SpecificationshamrajjNo ratings yet
- Outline Design Specifications For Phase IV (April 2019) 10042019Document168 pagesOutline Design Specifications For Phase IV (April 2019) 10042019Sabyasachi PattnaikNo ratings yet
- PSC Girder Before Concreting MIPL CL 32Document2 pagesPSC Girder Before Concreting MIPL CL 32Rayudu VVS100% (1)
- Lkèkkj.K Iksvzysam Lhesav Fof'Kf"V: HKKJRH EkudDocument13 pagesLkèkkj.K Iksvzysam Lhesav Fof'Kf"V: HKKJRH EkudKRamana ReddyNo ratings yet
- IRC SP 98-2020 Final For EmailDocument18 pagesIRC SP 98-2020 Final For EmailcricketloversiitNo ratings yet
- Construction of Road Over Bridge in Manduadih yardDocument21 pagesConstruction of Road Over Bridge in Manduadih yardkesharinaresh100% (1)
- Is 13365 Part4 DraftDocument15 pagesIs 13365 Part4 DraftPalak Shivhare0% (1)
- Design of Substructure AbutmentDocument8 pagesDesign of Substructure AbutmentHimal KafleNo ratings yet
- BIS Hume PipeDocument7 pagesBIS Hume PipeShiv Pratap SinghNo ratings yet
- Box Type Abutment DesignDocument23 pagesBox Type Abutment Designsanjay verma100% (2)
- HKKJRH Ekud HKKJRH Ekud HKKJRH Ekud HKKJRH Ekud HKKJRH EkudDocument16 pagesHKKJRH Ekud HKKJRH Ekud HKKJRH Ekud HKKJRH Ekud HKKJRH EkudRajesh GangwalNo ratings yet
- Is 383 (1970) Grading ZonesDocument2 pagesIs 383 (1970) Grading ZonesAnonymous 2RduvkjgZNo ratings yet
- A A AaaaaaaaaaaaaaaDocument19 pagesA A AaaaaaaaaaaaaaaSolmon SharmaNo ratings yet
- Grout Specification Test MethodDocument1 pageGrout Specification Test MethodBhuidhar VermaNo ratings yet
- Borrow Area Consumption DetailsDocument23 pagesBorrow Area Consumption DetailsSoundar PachiappanNo ratings yet
- 2.1 Report Rebound Hammer Comp StrengthDocument3 pages2.1 Report Rebound Hammer Comp Strengthsallysel90No ratings yet
- Thulo Neti Khola Bridge - Abutment Design: Fig: Abutment (All Dimensions in Metres)Document4 pagesThulo Neti Khola Bridge - Abutment Design: Fig: Abutment (All Dimensions in Metres)Himal KafleNo ratings yet
- Is 16651-2017Document18 pagesIs 16651-2017Assistant Coordinator Business DevelopmentNo ratings yet
- Indian Railways Standard for MIG/MAG Welding Wire ClassificationDocument27 pagesIndian Railways Standard for MIG/MAG Welding Wire Classificationvarun sainiNo ratings yet
- Manual Metal Arc Welding Electrodes and Gas Welding Rods Classification Testing and AcceptanceDocument39 pagesManual Metal Arc Welding Electrodes and Gas Welding Rods Classification Testing and AcceptanceSadashiva sahooNo ratings yet
- IRSM 39-2001 With Amendment 2016Document39 pagesIRSM 39-2001 With Amendment 2016Våïbhäv Çhåühåñ100% (1)
- 12-SDMS-02, Rev. 03Document20 pages12-SDMS-02, Rev. 03zaheenvNo ratings yet
- Sae Ams 5796D 2000 (En) PDFDocument6 pagesSae Ams 5796D 2000 (En) PDFWilliam LooNo ratings yet
- MIL-W-8604 - A (Welding, Fusion Aluminum Alloys Process and Performance Of)Document20 pagesMIL-W-8604 - A (Welding, Fusion Aluminum Alloys Process and Performance Of)ccorp0089No ratings yet
- Bis 6745 Amed 4Document16 pagesBis 6745 Amed 4Rakesh SrivastavaNo ratings yet
- Is 6137 1993Document4 pagesIs 6137 1993Rakesh SrivastavaNo ratings yet
- Is 444 2003Document11 pagesIs 444 2003Rakesh SrivastavaNo ratings yet
- Is 77-2010Document11 pagesIs 77-2010Rakesh SrivastavaNo ratings yet
- IS 4843 Ferrous CastingDocument9 pagesIS 4843 Ferrous CastingRakesh SrivastavaNo ratings yet
- Is-4843 CastingDocument9 pagesIs-4843 CastingRakesh SrivastavaNo ratings yet
- Is 7888 2003Document19 pagesIs 7888 2003Rakesh SrivastavaNo ratings yet
- Is 3091 99Document7 pagesIs 3091 99Rakesh SrivastavaNo ratings yet
- Is 2760Document20 pagesIs 2760Rakesh SrivastavaNo ratings yet
- Is 13411 2003Document44 pagesIs 13411 2003Rakesh SrivastavaNo ratings yet
- Is 1079 98Document12 pagesIs 1079 98Rakesh SrivastavaNo ratings yet
- Is-4843 Casting PDFDocument9 pagesIs-4843 Casting PDFRakesh SrivastavaNo ratings yet
- Is 2334Document30 pagesIs 2334Rakesh SrivastavaNo ratings yet
- Is 1608-1995Document24 pagesIs 1608-1995Rakesh Srivastava100% (2)
- Is 4843 68Document10 pagesIs 4843 68Rakesh SrivastavaNo ratings yet
- Is 5522 92 PDFDocument6 pagesIs 5522 92 PDFRakesh SrivastavaNo ratings yet
- Iso 14284.1996Document33 pagesIso 14284.1996Rakesh SrivastavaNo ratings yet
- Whether Corruption Can Be EradicatedDocument3 pagesWhether Corruption Can Be EradicatedRakesh SrivastavaNo ratings yet
- ReducedDocument11 pagesReducedRakesh SrivastavaNo ratings yet
- GS Sheet-IS 277 PDFDocument15 pagesGS Sheet-IS 277 PDFRakesh SrivastavaNo ratings yet
- BS 12385 7 2002Document18 pagesBS 12385 7 2002Rakesh SrivastavaNo ratings yet
- GS Sheet-IS 277 PDFDocument15 pagesGS Sheet-IS 277 PDFRakesh SrivastavaNo ratings yet
- Head Hard UicDocument38 pagesHead Hard UicRakesh SrivastavaNo ratings yet
- SS Fastener-IS1367 Part 14 PDFDocument25 pagesSS Fastener-IS1367 Part 14 PDFRakesh SrivastavaNo ratings yet
- BS 12385 7 2002Document18 pagesBS 12385 7 2002Rakesh SrivastavaNo ratings yet
- Short CircuitDocument27 pagesShort CircuitRakesh SrivastavaNo ratings yet
- Is-4163 NMI in SteelDocument40 pagesIs-4163 NMI in SteelRakesh SrivastavaNo ratings yet
- DeslaggingDocument4 pagesDeslaggingRakesh SrivastavaNo ratings yet
- Fracture Cyclic LoadingDocument9 pagesFracture Cyclic LoadingRakesh SrivastavaNo ratings yet
- 3443 IsDocument17 pages3443 IsRakesh SrivastavaNo ratings yet
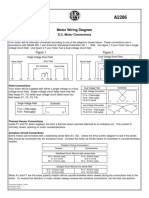
- Motor Wiring Diagram: D.C. Motor ConnectionsDocument1 pageMotor Wiring Diagram: D.C. Motor Connectionsczds6594No ratings yet
- Brochure Personal CareDocument38 pagesBrochure Personal CarechayanunNo ratings yet
- Introduction To Finite Element Methods (2001) (En) (489s)Document489 pagesIntroduction To Finite Element Methods (2001) (En) (489s)green77parkNo ratings yet
- IS 4991 (1968) - Criteria For Blast Resistant Design of Structures For Explosions Above Ground-TableDocument1 pageIS 4991 (1968) - Criteria For Blast Resistant Design of Structures For Explosions Above Ground-TableRenieNo ratings yet
- The Impact of Employees' Commitment Towards Food Safety at Ayana Resort, BaliDocument58 pagesThe Impact of Employees' Commitment Towards Food Safety at Ayana Resort, Balirachelle agathaNo ratings yet
- KINETIC THEORY OF GASES TUTORIALDocument6 pagesKINETIC THEORY OF GASES TUTORIALMat SyafiqNo ratings yet
- Innovative Food Science and Emerging TechnologiesDocument6 pagesInnovative Food Science and Emerging TechnologiesAnyelo MurilloNo ratings yet
- Religion in Space Science FictionDocument23 pagesReligion in Space Science FictionjasonbattNo ratings yet
- CG Module 1 NotesDocument64 pagesCG Module 1 Notesmanjot singhNo ratings yet
- European GMP Annex 1 - 2008 Edition - 'Pmeasuring'Document3 pagesEuropean GMP Annex 1 - 2008 Edition - 'Pmeasuring'Khairul AnwarNo ratings yet
- WK 43 - Half-Past-TwoDocument2 pagesWK 43 - Half-Past-TwoKulin RanaweeraNo ratings yet
- Aacra Draft Preliminary Report PDFDocument385 pagesAacra Draft Preliminary Report PDFBeselam SeyedNo ratings yet
- Traffic Violation Monitoring with RFIDDocument59 pagesTraffic Violation Monitoring with RFIDShrëyãs NàtrájNo ratings yet
- PDFViewer - JSP 3Document46 pagesPDFViewer - JSP 3Kartik ChaudharyNo ratings yet
- Patent for Fired Heater with Radiant and Convection SectionsDocument11 pagesPatent for Fired Heater with Radiant and Convection Sectionsxyz7890No ratings yet
- Placenta Previa Case Study: Adefuin, Jay Rovillos, Noemie MDocument40 pagesPlacenta Previa Case Study: Adefuin, Jay Rovillos, Noemie MMikes CastroNo ratings yet
- Problem SolutionsDocument5 pagesProblem SolutionskkappaNo ratings yet
- Indian Patents. 232467 - THE SYNERGISTIC MINERAL MIXTURE FOR INCREASING MILK YIELD IN CATTLEDocument9 pagesIndian Patents. 232467 - THE SYNERGISTIC MINERAL MIXTURE FOR INCREASING MILK YIELD IN CATTLEHemlata LodhaNo ratings yet
- Nickel-Metal Hydride Battery Safety Data SheetDocument8 pagesNickel-Metal Hydride Battery Safety Data SheetYeong WheeNo ratings yet
- Lyceum of The Philippines University Cavite Potential of Peanut Hulls As An Alternative Material On Making Biodegradable PlasticDocument13 pagesLyceum of The Philippines University Cavite Potential of Peanut Hulls As An Alternative Material On Making Biodegradable PlasticJayr Mercado0% (1)
- De Thi HSG Tinh Binh PhuocDocument9 pagesDe Thi HSG Tinh Binh PhuocDat Do TienNo ratings yet
- 2019 Course CatalogDocument31 pages2019 Course CatalogDeepen SharmaNo ratings yet
- Baseline Program Rev 3A Presentation 25 July 2020Document24 pagesBaseline Program Rev 3A Presentation 25 July 2020Shakti Sourava RautrayaNo ratings yet
- Gotham City: A Study into the Darkness Reveals Dangers WithinDocument13 pagesGotham City: A Study into the Darkness Reveals Dangers WithinajNo ratings yet
- Ro-Buh-Qpl: Express WorldwideDocument3 pagesRo-Buh-Qpl: Express WorldwideverschelderNo ratings yet
- Project Binder 2Document23 pagesProject Binder 2Singh DhirendraNo ratings yet
- SB Z Audio2Document2 pagesSB Z Audio2api-151773256No ratings yet
- CAT Ground Engaging ToolsDocument35 pagesCAT Ground Engaging ToolsJimmy Nuñez VarasNo ratings yet
- Qualitative Research EssayDocument9 pagesQualitative Research EssayMichael FoleyNo ratings yet
- Pioneer XC-L11Document52 pagesPioneer XC-L11adriangtamas1983No ratings yet