You might also like
- Manual instalación gas ExtrucolDocument56 pagesManual instalación gas ExtrucolLuis13956353No ratings yet
- Manual de Instalacion de Tuberias Linea Acueducto y Proyectos EspecialesDocument56 pagesManual de Instalacion de Tuberias Linea Acueducto y Proyectos EspecialesMiguel Navarro100% (1)
- Soldadura Por TermofusiónDocument15 pagesSoldadura Por TermofusiónRuben RamosNo ratings yet
- Manual de Instalacion Maygas Espanol 2012Document28 pagesManual de Instalacion Maygas Espanol 2012Emmett BartlettNo ratings yet
- Procedimiento de Uniones de PolietilenoDocument8 pagesProcedimiento de Uniones de Polietilenoing_arriagaNo ratings yet
- Manual Maygas 2013 Agosto2013Document7 pagesManual Maygas 2013 Agosto2013Emmett BartlettNo ratings yet
- Proceso Termofusion y Electrofusion HDPEDocument15 pagesProceso Termofusion y Electrofusion HDPECristian Rocha100% (1)
- Proceso de Soldadura Por TermofusiónDocument17 pagesProceso de Soldadura Por TermofusiónOsias Cueva GuevaraNo ratings yet
- TERMOFUSIÓNDocument17 pagesTERMOFUSIÓNJesus BGNo ratings yet
- Procedimiento de SilletasDocument10 pagesProcedimiento de Silletasdreca tolucaNo ratings yet
- Tecnicas Adecuadas de Fusion - Clase 8Document48 pagesTecnicas Adecuadas de Fusion - Clase 8Victor Lopez100% (1)
- TERMOfusionDocument6 pagesTERMOfusionLuis Eduardo Villalba QuimbayoNo ratings yet
- 2E Termofusion PEDocument122 pages2E Termofusion PEcarlos velasquez guzmanNo ratings yet
- DIAPOS TUBERIA (Polietileno de Alta Densidad) HDPEDocument16 pagesDIAPOS TUBERIA (Polietileno de Alta Densidad) HDPEYerika AlvaNo ratings yet
- Procedimiento TermofusionDocument5 pagesProcedimiento Termofusionagraria1No ratings yet
- Soldadura Por TermofusiónDocument19 pagesSoldadura Por TermofusiónBetoFlorNo ratings yet
- Instalación de redes de gas con tubería MAYGASDocument28 pagesInstalación de redes de gas con tubería MAYGASJesus Castro Orozco0% (1)
- Guia Instalacion PEXDocument25 pagesGuia Instalacion PEXMarian CraciunNo ratings yet
- Instalación CPVC agua calienteDocument13 pagesInstalación CPVC agua calientelaura alexandra patiño uruetaNo ratings yet
- Manual de SoldadurasDocument12 pagesManual de SoldaduraslohvNo ratings yet
- TERMOFUSIONDocument33 pagesTERMOFUSIONMilton Corimayo Blas50% (2)
- Procedimiento para Soldaduras de Termofusión HDPEDocument3 pagesProcedimiento para Soldaduras de Termofusión HDPEdreca toluca100% (1)
- Instalación gas PE manualDocument33 pagesInstalación gas PE manualAnonymous hARV7OSw4100% (1)
- Instructivo Termo FusiónDocument4 pagesInstructivo Termo FusiónCésar HernándezNo ratings yet
- Procedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadDocument12 pagesProcedimiento para Union de Juntas de Tuberia de Polietileno de Alta DensidadEdgar Coavas Pérez0% (1)
- Procedimiento termofusiónDocument9 pagesProcedimiento termofusiónSantiago CruzadoNo ratings yet
- Practica 4 y 5 Refrigeracion - 122955Document13 pagesPractica 4 y 5 Refrigeracion - 122955Jahiro QuijanoNo ratings yet
- Procedimiento de La Soldadura A TopeDocument2 pagesProcedimiento de La Soldadura A Topejo borjaNo ratings yet
- Procedimiento de La Soldadura A TopeDocument2 pagesProcedimiento de La Soldadura A Topejo borja100% (1)
- PTS OOCC 01 20 Soldadura HdpeDocument8 pagesPTS OOCC 01 20 Soldadura HdpeRoberto SalasNo ratings yet
- Catálogo HDPE TigreDocument20 pagesCatálogo HDPE TigrejosuecrodNo ratings yet
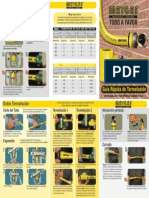
- Guia Rapida Maygas TermofusionDocument2 pagesGuia Rapida Maygas Termofusionramirez721No ratings yet
- MAYGASDocument4 pagesMAYGASramirez721No ratings yet
- Sect 23 Transfer Mold Design Tips (Spanish)Document12 pagesSect 23 Transfer Mold Design Tips (Spanish)OTNo ratings yet
- Soldaduroa Por Termofusion Hasta Base TeoricaDocument8 pagesSoldaduroa Por Termofusion Hasta Base TeoricaGersonNo ratings yet
- Pts Termofusion 1Document2 pagesPts Termofusion 1Gabriel Galvez MuñozNo ratings yet
- Longvie Calefactores Eb2000 Eb3000Document13 pagesLongvie Calefactores Eb2000 Eb3000Marck RegueNo ratings yet
- Válvulas de gas y seguridadDocument11 pagesVálvulas de gas y seguridadWalter Quispe MuñozNo ratings yet
- Soldadura de Termofusión en TuberíasDocument9 pagesSoldadura de Termofusión en TuberíasWalther MolinaNo ratings yet
- Manual Termofusion HdpeDocument36 pagesManual Termofusion Hdpefranklin100% (7)
- Expansión del cemento en autoclaveDocument7 pagesExpansión del cemento en autoclavejucagalNo ratings yet
- Ficha Técnica CPVC Tigre: - Función: - AplicaciónDocument13 pagesFicha Técnica CPVC Tigre: - Función: - AplicaciónJorge HuarcayaNo ratings yet
- Expansión del cemento en autoclaveDocument7 pagesExpansión del cemento en autoclaveborisov2009No ratings yet
- Ensayo Expancion Del Cemento en AutoclaveDocument7 pagesEnsayo Expancion Del Cemento en AutoclaveMilton LopezNo ratings yet
- RITMO SchoolDocument32 pagesRITMO SchoolSergio Jovany Lara TorresNo ratings yet
- Uniones de tuberías de polietilenoDocument32 pagesUniones de tuberías de polietilenono tengoNo ratings yet
- Industrias Saladillo Manual de Uso 2012Document52 pagesIndustrias Saladillo Manual de Uso 2012Ximena May100% (2)
- Concreto HidraulicoDocument5 pagesConcreto HidraulicoRIKMATT67% (3)
- HidroSwage ESPAÑOLDocument12 pagesHidroSwage ESPAÑOLAnonymous OFKjccHONo ratings yet
- Soldadura A TestaDocument16 pagesSoldadura A TestaJesus SevillaNo ratings yet
- ASTM D 2620. TraducciondocxDocument3 pagesASTM D 2620. TraducciondocxWladimir Melo AranedaNo ratings yet
- TermofusiónDocument6 pagesTermofusiónAnonymous st2DX4No ratings yet
- Todo Sobre El Sistema InverterDocument11 pagesTodo Sobre El Sistema Invertervickers100% (3)
- FusiogasDocument19 pagesFusiogasFedericoJorqueraNo ratings yet
- Instalación y características de tuberías conduitDocument4 pagesInstalación y características de tuberías conduitHender Jose Arias ZambranoNo ratings yet
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaFrom EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaNo ratings yet
- Diseño de utillajes, matricería y prototipado con SolidWorksFrom EverandDiseño de utillajes, matricería y prototipado con SolidWorksRating: 3 out of 5 stars3/5 (1)
- Preparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108From EverandPreparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108Rating: 5 out of 5 stars5/5 (1)
- Montaje de soportes y ensamblaje de tuberías. FMEC0108From EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Rating: 5 out of 5 stars5/5 (1)
- Manual Reparacion TuberiasDocument183 pagesManual Reparacion TuberiasArnaldo Antonio Narváez LermaNo ratings yet
- Reparación de tuberías de aguaDocument187 pagesReparación de tuberías de aguahtaboada2008100% (1)
- Reparación de tuberías de aguaDocument187 pagesReparación de tuberías de aguahtaboada2008100% (1)
- Organigrama EmpresarialDocument13 pagesOrganigrama EmpresarialArnaldo Antonio Narváez Lerma100% (1)
- 8 La Intermediacion Laboral Derecho No 22Document24 pages8 La Intermediacion Laboral Derecho No 22Arnaldo Antonio Narváez LermaNo ratings yet
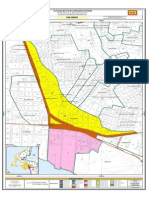
- Plano de San Isidro - Alcaldia de CartagenaDocument1 pagePlano de San Isidro - Alcaldia de CartagenaArnaldo Antonio Narváez LermaNo ratings yet
- Golpe de ArieteDocument72 pagesGolpe de ArieteArnaldo Antonio Narváez Lerma100% (1)
- PRAE - San Cristóbal - HigueretalDocument11 pagesPRAE - San Cristóbal - HigueretalArnaldo Antonio Narváez LermaNo ratings yet
- Taller 1 SenaDocument4 pagesTaller 1 SenaArnaldo Antonio Narváez LermaNo ratings yet
- El Señor de Las Sombras - Biografia - de Alvaro Uribe VelezDocument260 pagesEl Señor de Las Sombras - Biografia - de Alvaro Uribe VelezbienserNo ratings yet
- Cinta Sika PVCDocument2 pagesCinta Sika PVCArnaldo Antonio Narváez LermaNo ratings yet
- Ciencias y Sociales 2 QuimestreDocument6 pagesCiencias y Sociales 2 QuimestreJohanna RamonNo ratings yet
- Biorreactor Columna de BurbujaDocument3 pagesBiorreactor Columna de BurbujaErick PalmiroNo ratings yet
- Etapas Del Trabajo para Una Biorremediación Más EficazDocument2 pagesEtapas Del Trabajo para Una Biorremediación Más EficazAlex CristhianNo ratings yet
- Datos Tecnicos Del Equipo (Autoguardado)Document11 pagesDatos Tecnicos Del Equipo (Autoguardado)Rudy Marisol Jandi Huamani CorahuaNo ratings yet
- Diseño de Reservorios (Circulares y Rectangulares)Document21 pagesDiseño de Reservorios (Circulares y Rectangulares)Luis Ramirez100% (1)
- Yucra Umpiri Dennis Mark - EXAMEN I UF MLOBTFDocument3 pagesYucra Umpiri Dennis Mark - EXAMEN I UF MLOBTFConecta Tu Vida100% (1)
- Óptica geométrica espejos y lentesDocument4 pagesÓptica geométrica espejos y lentesBarbaraGuerreroNo ratings yet
- Reporte de Tribología, MetrologiaDocument9 pagesReporte de Tribología, MetrologiaLuis Fernando Marquez SierraNo ratings yet
- Nte Inen 1583Document5 pagesNte Inen 1583marcela floresNo ratings yet
- Adaptaciones MetabolicasDocument28 pagesAdaptaciones MetabolicasKat Padilla100% (1)
- IsomerizacionDocument38 pagesIsomerizacionjosNo ratings yet
- Sistema de Abastecimiento de Agua PotableDocument20 pagesSistema de Abastecimiento de Agua PotableRuny Dee100% (2)
- Proceso de Eutrofización Hhashdcnsdcijsjnns NDNDocument2 pagesProceso de Eutrofización Hhashdcnsdcijsjnns NDNEl chaval PaisigNo ratings yet
- Cálculo de soportes de concreto para línea de recolecciónDocument16 pagesCálculo de soportes de concreto para línea de recolecciónJose MiguelNo ratings yet
- Protocolo SeguridadDocument3 pagesProtocolo SeguridadJuan David Gil GutierrezNo ratings yet
- Laboratorio #05 - Determinación de Hierro, Flúor, Silicio y Manganeso en Agua Del Rio QuillcayDocument17 pagesLaboratorio #05 - Determinación de Hierro, Flúor, Silicio y Manganeso en Agua Del Rio QuillcayAryans Garden GyJhoNo ratings yet
- Evaporador Triple EfectoDocument3 pagesEvaporador Triple EfectoHuguiito RcNo ratings yet
- Análisis de la industria del cuero argentino y oportunidades de exportación sustentableDocument70 pagesAnálisis de la industria del cuero argentino y oportunidades de exportación sustentableNelson Vivanco100% (1)
- Estructura Atomica-NuclidosDocument32 pagesEstructura Atomica-NuclidosKENYI OMAR ORELLANA VENTOCILLANo ratings yet
- Aceite de ChiaDocument163 pagesAceite de ChiaRoberto Bayona MadridNo ratings yet
- Tratamiento Térmico de PescadosDocument19 pagesTratamiento Térmico de PescadosluzNo ratings yet
- Informe Tecnico de Pruebas de Funcionamiento y Puesta en MarchaDocument41 pagesInforme Tecnico de Pruebas de Funcionamiento y Puesta en MarchaAlex Román Gonzales100% (1)
- Pip Planta de LacteosDocument70 pagesPip Planta de LacteosRoss Espinoza Guerra100% (1)
- Instalaciones CIDocument66 pagesInstalaciones CIklaus2006No ratings yet
- Cuestionario Industria Quimica - OdtDocument6 pagesCuestionario Industria Quimica - OdtjdrduchaNo ratings yet
- ¿Qué Es La Saponificación?Document4 pages¿Qué Es La Saponificación?pabelNo ratings yet
- Dipo Sem 10 FisioDocument22 pagesDipo Sem 10 FisioLorena Estefani Cespedes ChavezNo ratings yet
- Estudio de la aplicación de la herramienta geopilot en el pozo Sal-X11RDocument42 pagesEstudio de la aplicación de la herramienta geopilot en el pozo Sal-X11RJose Martin RomayNo ratings yet
- INFORME de TecsupDocument19 pagesINFORME de TecsupJanampa LuisNo ratings yet
- Canoa Estilo CanadienseDocument25 pagesCanoa Estilo CanadienseLuis Rodriguez DunnNo ratings yet