You might also like
- Principles of Hydrocarbon Dew PointDocument4 pagesPrinciples of Hydrocarbon Dew PointRowan BalajiNo ratings yet
- 03 Dew Point Measurements Andy Benton Michell EngezerDocument64 pages03 Dew Point Measurements Andy Benton Michell EngezerccdumitraNo ratings yet
- A Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantDocument9 pagesA Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantInternational Journal of Research in Engineering and ScienceNo ratings yet
- CMPAPPP Separator Vessel and Filter Design GuideDocument18 pagesCMPAPPP Separator Vessel and Filter Design GuideJWilson73No ratings yet
- AX5 Vaporizer Electric Water Bath Type LPG VaporizerDocument2 pagesAX5 Vaporizer Electric Water Bath Type LPG VaporizerRicky DermawanNo ratings yet
- Ethylene PipesDocument8 pagesEthylene Pipesingbarragan87No ratings yet
- Teg ContactorDocument4 pagesTeg ContactorrepentinezNo ratings yet
- Pressurized Glycol Dehy SystemsDocument11 pagesPressurized Glycol Dehy SystemsJagan BoseNo ratings yet
- Line Sizing: Liquid Phase CaseDocument13 pagesLine Sizing: Liquid Phase CaseEngr Theyji0% (1)
- 17-ApGreid - Pump Sizing Rev.2Document14 pages17-ApGreid - Pump Sizing Rev.2Dhanny MiharjaNo ratings yet
- Energy Performance Assessment of Heat ExchangersDocument22 pagesEnergy Performance Assessment of Heat ExchangersShailesh PatelNo ratings yet
- Simulation Compresseur PDFDocument85 pagesSimulation Compresseur PDFyamakunNo ratings yet
- CryoStar PresentationDocument26 pagesCryoStar PresentationLelosPinelos123No ratings yet
- Thermal Analysis of Exposed Pipeline Under Natural ConvectionDocument6 pagesThermal Analysis of Exposed Pipeline Under Natural ConvectionSyahrizalYusoff100% (1)
- Teg PDFDocument5 pagesTeg PDFElena RicciNo ratings yet
- IR HL Heatless DryerDocument1 pageIR HL Heatless DryerYing Kei ChanNo ratings yet
- Blowdown of LPG PipelinesDocument10 pagesBlowdown of LPG PipelinesBehnam HosseinzadehNo ratings yet
- X ViberDocument4 pagesX ViberHenry CruzNo ratings yet
- Liquid Monopropellant CombustionDocument4 pagesLiquid Monopropellant Combustionherdi sutanto adigunaNo ratings yet
- Treater Mohandesi Shimi 87-3-16 A SyDocument7 pagesTreater Mohandesi Shimi 87-3-16 A Syrahul84803No ratings yet
- Curve Char ADocument3 pagesCurve Char AvantaNo ratings yet
- Simulation of Natural Gas Production in Hydrate ReservoirsDocument5 pagesSimulation of Natural Gas Production in Hydrate ReservoirsGAURAV KUMARNo ratings yet
- Ekoplastik PPR Catalogue of Products PDFDocument36 pagesEkoplastik PPR Catalogue of Products PDFnamNo ratings yet
- Steam Tracing AppendixDocument13 pagesSteam Tracing AppendixAmin BagheriNo ratings yet
- Joule-Thomson (JT) Assembly: Oil and Gas Process and Production EquipmentDocument2 pagesJoule-Thomson (JT) Assembly: Oil and Gas Process and Production Equipmentpedro100% (1)
- Transfer of Liquefied Natural Gas On Long Insulated Lines PDFDocument6 pagesTransfer of Liquefied Natural Gas On Long Insulated Lines PDFIgnacio ChaparroNo ratings yet
- 1 s2.0 S0263876299717624 MainDocument7 pages1 s2.0 S0263876299717624 Mainryan123459No ratings yet
- Performance Optimization of Low-Temperature Power Generation by Supercritical ORCs Using Low GWP Working FluidsDocument14 pagesPerformance Optimization of Low-Temperature Power Generation by Supercritical ORCs Using Low GWP Working Fluidsmonsterh5No ratings yet
- Water Vapor Content of Gaseous Fuels by Measurement of Dew-Point TemperatureDocument11 pagesWater Vapor Content of Gaseous Fuels by Measurement of Dew-Point TemperatureDIAZCORDOBANo ratings yet
- New Correlation For Water Content of Sour NGDocument4 pagesNew Correlation For Water Content of Sour NGromdhan88No ratings yet
- JEWEL T Hydrocarbon Dew Point ControlDocument2 pagesJEWEL T Hydrocarbon Dew Point ControljojeecaresNo ratings yet
- Flare Gas Recovery PDFDocument13 pagesFlare Gas Recovery PDFSadad MohamadNo ratings yet
- PPR Products Technical InformationDocument26 pagesPPR Products Technical InformationJoe VergheseNo ratings yet
- 750-326 Blowdown Separator 11 2015Document10 pages750-326 Blowdown Separator 11 2015osamaNo ratings yet
- Clesse, Comap, NovacometDocument60 pagesClesse, Comap, NovacometVivek RajanNo ratings yet
- Cavitational FlowDocument11 pagesCavitational FlowriemannNo ratings yet
- Level Gauges Definition Types Measuring Range Ordering InformationDocument3 pagesLevel Gauges Definition Types Measuring Range Ordering Informationkamala 123No ratings yet
- Application of Genetic Algorithm For Optimization of Separator Pressures in Multistage Production UnitsDocument14 pagesApplication of Genetic Algorithm For Optimization of Separator Pressures in Multistage Production UnitsAbbas AlkhudafiNo ratings yet
- Delivering Excellence in Combustion and Process HeatingDocument11 pagesDelivering Excellence in Combustion and Process HeatingsajjadyasinNo ratings yet
- CHEN 4470 - Process Design Practice: Dr. Mario Richard Eden Department of Chemical Engineering Auburn UniversityDocument23 pagesCHEN 4470 - Process Design Practice: Dr. Mario Richard Eden Department of Chemical Engineering Auburn UniversityRachele PiovanelliNo ratings yet
- Optimizing Pumping Systems P-IDocument4 pagesOptimizing Pumping Systems P-Imatrix69No ratings yet
- Economic N2 Removal Hydrocarbon EngineeringDocument8 pagesEconomic N2 Removal Hydrocarbon EngineeringSergio JavierNo ratings yet
- Tutorial Topic 2 2020 RevisedDocument3 pagesTutorial Topic 2 2020 RevisedTara PillayNo ratings yet
- Best Practices For Steam Control Valve InstallationDocument4 pagesBest Practices For Steam Control Valve InstallationBen MusimaneNo ratings yet
- Brochure - Valves For Oil & Gas Industries (En) .Document28 pagesBrochure - Valves For Oil & Gas Industries (En) .ABULARA2K6No ratings yet
- 10 1016@j Jngse 2016 01 016Document37 pages10 1016@j Jngse 2016 01 016saiful bahriNo ratings yet
- PSSCV ZixxingDocument2 pagesPSSCV ZixxingShashi Kant KumarNo ratings yet
- Piping Workbook PIDesignDocument73 pagesPiping Workbook PIDesignUrsula MoeringsNo ratings yet
- M004 & E004 Basic Safety in Process DesignDocument66 pagesM004 & E004 Basic Safety in Process DesignebsmsartNo ratings yet
- Reliability of Instrumentation Systems for Safeguarding & Control: Proceedings of the IFAC Workshop, Hague, Netherlands, 12-14 May 1986From EverandReliability of Instrumentation Systems for Safeguarding & Control: Proceedings of the IFAC Workshop, Hague, Netherlands, 12-14 May 1986No ratings yet
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- HCDP Danalyzerdan An 42 NGC An HDCP 700xaDocument4 pagesHCDP Danalyzerdan An 42 NGC An HDCP 700xakenangrok2009No ratings yet
- Determination of Hydrocarbon Dew Point Measurement in Natural GasDocument13 pagesDetermination of Hydrocarbon Dew Point Measurement in Natural GasgabowinerNo ratings yet
- HCDPDocument92 pagesHCDPMuddassar SultanNo ratings yet
- Liquid RecoveryDocument87 pagesLiquid Recoveryrkumar_225No ratings yet
- Hydrocarbon Dewpoint DeterminDocument8 pagesHydrocarbon Dewpoint Determineng20072007No ratings yet
- Favour PROJECT PRESENTATIONDocument20 pagesFavour PROJECT PRESENTATIONockiyacliffcNo ratings yet
- Process Modelling and System Dynamic Project 1 Gas Processing SimulationDocument14 pagesProcess Modelling and System Dynamic Project 1 Gas Processing SimulationHusaini ZaidanNo ratings yet
- BoilersDocument3 pagesBoilersatikulNo ratings yet
- Tablas ft2 PDFDocument3 pagesTablas ft2 PDFJunior Alexander Lazo ZeladaNo ratings yet
- Ethylene Glycol PlantDocument18 pagesEthylene Glycol Plantezasukekun50% (2)
- SB / SBH / Sbi Series Instruction and Maintenance ManualDocument24 pagesSB / SBH / Sbi Series Instruction and Maintenance ManualErkan TakNo ratings yet
- 0 - Mains Water Pipe SizingDocument4 pages0 - Mains Water Pipe SizingstarykltNo ratings yet
- HGDocument156 pagesHGJosè Helì Vallejos CoronadoNo ratings yet
- Electrohydrodynamic Atomization (EHDA)Document15 pagesElectrohydrodynamic Atomization (EHDA)Ananya SinghNo ratings yet
- 4 Contacting EquipmentDocument40 pages4 Contacting EquipmentBiswa JitNo ratings yet
- Course O-5003 Centrifugal Pump Analysis For Petroleum ApplicationsDocument70 pagesCourse O-5003 Centrifugal Pump Analysis For Petroleum ApplicationsPok Jak Salleh100% (1)
- Soal Latihan PompaDocument1 pageSoal Latihan PompaAdi Wijaya0% (1)
- Chemical EngineeringDocument287 pagesChemical EngineeringSleek KastrowNo ratings yet
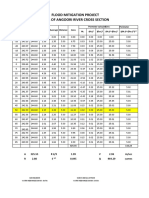
- Flood Mitigation Project Area of Angoori River Cross SectionDocument8 pagesFlood Mitigation Project Area of Angoori River Cross SectionankitNo ratings yet
- Turbomachanies & ClassificationDocument7 pagesTurbomachanies & ClassificationVinay ChandwaniNo ratings yet
- Meshless Methods in LS-DYNA: An Overview of EFG and SPHDocument43 pagesMeshless Methods in LS-DYNA: An Overview of EFG and SPHLe Anh TuanNo ratings yet
- Brochure RheologyDocument6 pagesBrochure RheologyPaoloMMNo ratings yet
- CH 18Document11 pagesCH 18jay mishraNo ratings yet
- Design of Distillation Column of Nitric AcidDocument20 pagesDesign of Distillation Column of Nitric Aciddhoom 760No ratings yet
- MANICA BOARDS and DOORS Tawanda Report On Boiler FinalDocument22 pagesMANICA BOARDS and DOORS Tawanda Report On Boiler FinalRobin BushuNo ratings yet
- Drift Model For Two Component FlowsDocument7 pagesDrift Model For Two Component Flowsfatjon31No ratings yet
- Air OverviewDocument20 pagesAir OverviewOlefile Mark MolokoNo ratings yet
- HDP 502 S 110050Document311 pagesHDP 502 S 110050Reciclando ChatarraNo ratings yet
- Everpure Filtre Apa Fisa TehnicaDocument2 pagesEverpure Filtre Apa Fisa TehnicaPreot Andreana CatalinNo ratings yet
- A - Day 2Document3 pagesA - Day 2Astra BeckettNo ratings yet
- Java FoilDocument27 pagesJava FoilJúlio Cesar RodriguesNo ratings yet
- Gujarat Technological University: Mechanical Engineering (19) SUBJECT CODE: 2151909Document3 pagesGujarat Technological University: Mechanical Engineering (19) SUBJECT CODE: 2151909onikNo ratings yet
- Gas Adsorption Apparatus PosterDocument1 pageGas Adsorption Apparatus PosterEdgar PuenteNo ratings yet
- 2017 - Review of Nature-Inspired Heat Exchanger TechnologyDocument17 pages2017 - Review of Nature-Inspired Heat Exchanger TechnologyCarlos Fernando Rojas TovarNo ratings yet
- Phase Changes WorksheetDocument4 pagesPhase Changes WorksheetAndrea Jarani LinezoNo ratings yet
- Midland AcsDocument4 pagesMidland AcswolverulNo ratings yet
- 3D Lift DistributionDocument43 pages3D Lift DistributionabcesarNo ratings yet