Professional Documents
Culture Documents
Tesla Logo Teoria 2008 - 1
Uploaded by
Liam JJCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Tesla Logo Teoria 2008 - 1
Uploaded by
Liam JJCopyright:
Available Formats
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
AUTOMATISMO La automatizacin de una mquina o proceso productivo simple tiene como consecuencia la liberacin fsica y mental del hombre de dicha labor. Se denomina automatismo al dispositivo fsico que realiza esta funcin controlando su funcionamiento. AUTOMATIZACION INDUSTRIAL Hasta no hace mucho tiempo el control de procesos industriales se vena haciendo en forma cableada por medio de contactores y rels. Al operario que se encontraba a cargo de este tipo de instalaciones se le exiga tener altos conocimientos tcnicos para poder realizarlas y posteriormente mantenerlas. Adems, cualquier variacin en el proceso supona modificar fsicamente gran parte de las conexiones de los montajes, siendo necesario para ello un gran esfuerzo tcnico y un mayor desembolso econmico. En la actualidad, no se puede entender un proceso complejo de alto nivel desarrollado por tcnicas cableadas. El ordenador y los controladores lgicos programables (PLCs) han intervenido en forma considerable para que este tipo de instalaciones hayan sido sustituidas por instalaciones controladas de forma programada. El Autmata Programable (PLC) naci como solucin al control de circuitos complejos de automatizacin. La automatizacin de una mquina o proceso productivo simple tiene como consecuencia la liberacin fsica y mental del hombre de dicha labor. Se denomina automatismo al dispositivo fsico que realiza esta funcin controlando su funcionamiento.
TABLEROS ELECTRICOS DE AUTOMATIZACION A BASE DE RELES 1
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Un tablero elctrico de automatizacin constituido bsicamente por equipos electromagnticos como rels de control, contadores, temporizadores, etc., es denominado tablero elctrico convencional. Esto se debe a que estos equipos, que gobiernan especialmente la lgica, datan de principios de siglo. Sin embargo, estos equipos an constituyen en muchas empresas el soporte para la automatizacin de sus procesos industriales, especialmente en los pases en vas de desarrollo. Ventajas - La totalidad de sus componentes pueden ser adquiridas rpidamente. Su estudio, fabricacin e instalacin est muy difundido desde hace dcadas. - La adaptacin de los responsables del mantenimiento es rpida debido a que todo es conocido. - Es fcil encontrar personas para su instalacin, mantenimiento y reparacin. - Se ensea en todas las universidades, institutos tcnicos y escuelas tcnicas. - Existe gran cantidad de material de consulta bibliogrfica para aprender su lgica. - No existe inconveniente en cuanto al lugar de su instalacin, ya que todos los equipos son de ambientes industriales, salvo aquellas zonas donde puede existir fugas de gases explosivos. Desventajas - El costo de estos tableros es alto, incrementndose de acuerdo al tamao del proceso a automatizar. - Generalmente ocupan mucho espacio. - Requiere mantenimiento peridico debido a que gran parte de sus componentes estn constituidas por piezas mviles sujetas a desgaste. - Cuando se origina una falla es muy laborioso su identificacin y reparacin. - No son verstiles, puesto que solamente se le pueden utilizar para una determinada aplicacin. - Con el tiempo disminuye su disponibilidad debido al incremento de su probabilidad de fallar. - No es posible sensar seales de alta frecuencia, tenindose que recurrir constantemente a la electrnica. - El consumo de energa es representativa en tableros grandes. - No permite una comunicacin directa entre todos sus componentes, siendo necesario hacer varias modificaciones y adquirir equipos de interfaces, elevando de esta manera su costo. EL PLC COMO ALTERNATIVA EN EL AUTOMATISMO 2
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
El PLC es la denominacin dada al Controlador Lgico Programable (Programmable Logic Controller) y se define como: Equipo electrnico inteligente diseado en base a microprocesadores, que consta de unidades o mdulos como Fuente de alimentacin, Unidad central de proceso, Mdulos de entrada, Mdulos de salida y Mdulos especiales, que permiten recibir informacin de todos los sensores y comandar todos los actuadores del sistema a controlar, con la ventaja adicional de poder agregarle otros mdulos inteligentes que permitan el pre-procesamiento de informacin y la comunicacin respectiva. El PLC se utiliza para automatizar sistemas elctricos, electrnicos, neumticos hidrulicos de control discreto o anlogo. Las mltiples funciones que pueden asumir estos equipos de control se debe a la diversidad de operaciones a nivel discreto y anlogo que maneja para realizar los programas lgicos sin la necesidad de contar con equipos adicionales. Es importante resaltar el bajo costo que representa un automatismo basado en PLCs comparado con la adquisicin de una serie de equipos para un automatismo convencional, de tal forma que puedan realizar las mismas funciones, tales como rels auxiliares, contadores, temporizadores, controladores, etc. A las diversas ventajas que tiene el PLC respecto a la alternativa convencional, se suma la capacidad que tienen para integrarse con otros equipos a travs de redes industriales de comunicacin. Esta posibilidad cada da toma mayor aceptacin en la industria, por el significado que tiene la comunicacin entre equipos de tableros diferentes, acompaados de un costo adicional razonable. Estas son las razones que obligan a analizar, antes de tomar una decisin, cuando se requiere automatizar un sistema. Sin duda, hoy en da el PLC representa una buena alternativa como medio de una automatizacin moderna. EL CONTROLADOR LOGICO PROGRAMABLE 3
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
PROCESO
SENSORES
ACTUADORES
PLC
OPERADOR
Se entiende por Controlador Lgico Programable (PLC), o Autmata Programable, a toda mquina electrnica, diseada para controlar en tiempo real y en medio industrial, procesos secuenciales. Tambin se le puede definir como una caja negra en la que existen unos terminales de entrada a los que se conectarn pulsadores, finales de carrera, fotoclulas, detectores, etc.; unos terminales de salida a los que se conectarn bobinas de contactores, electrovlvulas, lmparas, etc.; de tal forma que la actuacin de estos ltimos est en funcin de las seales de entrada que estn activadas en cada momento, segn el programa almacenado. Esto quiere decir que los elementos tradicionales como rels auxiliares, rels de enclavamiento, temporizadores, contadores, etc. son internos. La tarea del usuario se reduce a realizar el programa, que no es ms que la relacin entre las seales de entrada que se tienen que cumplir para activar cada salida. Antecedentes El desafo constante que toda industria tiene planteado para ser competitiva ha sido el motor impulsor del desarrollo de nuevas tecnologas para conseguir una mayor productividad. Debido a que ciertas etapas en los procesos de fabricacin se realizan en ambientes nocivos para la salud, con gases txicos, ruidos, temperaturas extremadamente altas o bajas, etc., unido a consideraciones de productividad, surge la necesidad de pensar en la posibilidad de dejar ciertas tareas tediosas, repetitivas y peligrosas a un ente al que no pudiera afectarle las condiciones ambientales adversas: haba nacido la mquina y con ella la automatizacin. En consecuencia, surgieron empresas dedicadas al desarrollo de los elementos que hicieran posible tal automatizacin. Y debido a que las mquinas eran diferentes y 4
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
diversas la maniobras a realizar, se hizo necesario crear unos elementos estndar que, mediante la combinacin de los mismos, el usuario pudiera realizar la secuencia de movimientos deseada para solucionar su problema de aplicacin particular. Los rels, temporizadores, contadores, etc. fueron y son los elementos con los que se cuenta para realizar el control de cualquier mquina. Y debido a la constante mejora de la calidad de estos elementos y a la demanda del mercado, que exiga mayor y mejor calidad en la produccin, se fue incrementando el nmero de etapas en los procesos de fabricacin controlados de forma automtica. Luego, comenzaron a aparecer los problemas: los armarios de maniobra o cajas donde se colocaban el conjunto de rels, temporizadores, etc., constitutivos de un control, se hacan cada vez ms y ms grandes. La probabilidad de avera era enorme; su localizacin, larga y complicada; el stock que el usuario se vea obligado a soportar era numeroso; y el costo del mismo se incrementaba cada vez ms. Finalmente, el desarrollo tecnolgico que trajeron los semiconductores primero, y los circuitos integrados despus, intentaron resolver el problema sustituyendo las funciones realizadas mediante rels por funciones realizadas con compuertas lgicas de estado slido. Con estos nuevos elementos se gan en fiabilidad y se redujo el problema de espacio, pero no as la deteccin de averas ni el problema de mantenimiento de un stock. De todas maneras subsista un problema: la falta de flexibilidad de los sistemas. Debido a las constantes modificaciones que las industrias se vean obligadas a realizar en sus instalaciones para la mejora de la productividad, los armarios de maniobra tenan que ser cambiados, con la consiguiente prdida de tiempo y el aumento del costo que ello produca. En 1968, las empresas Ford y General Motors impusieron a sus proveedores de automatismos unas especificaciones para la realizacin de un sistema de control electrnico para mquinas TRANSFER. Los equipos tenan que ser fcilmente programables, sin recurrir a los computadores industriales que ya estaban en servicio en la industria! A medio camino, entre el desarrollo de los microcomputadores y la lgica cableada, aparecen los primeros modelos de Autmatas, tambin llamados controladores lgicos programables. Limitados originalmente a los tratamientos de lgica secuencial, los autmatas se desarrollaron rpidamente, y actualmente extienden sus aplicaciones al conjunto de sistemas de control de mquinas y procesos industriales. Los PCs estn comenzando a reemplazar al PLC en algunas aplicaciones; incluso la compaa que introdujo el Modicon 084 ha cambiado al control basado en PCs. Por lo tanto, no sera de extraar que en un futuro no muy lejano el PLC desaparezca frente a la cada vez ms potente PC, debido a las posibilidades que pueden proporcionar. Campos de aplicacin Un PLC suele emplearse en procesos industriales que tengan una o varias de las siguientes necesidades: - Espacio reducido 5
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Procesos de produccin peridicamente cambiantes - Procesos secuenciales - Maquinaria de procesos variables - Instalaciones de procesos complejos y amplios - Chequeo de programacin centralizada de las partes del proceso. Aplicaciones generales - Maniobra de mquinas - Maniobra de instalaciones - Sealizacin y control. Ventajas del PLC Menor costo Las razones que justifican una mayor economa en la alternativa del uso del PLC, especialmente en aplicaciones complejas, se da porque prescinde del uso de dispositivos electromecnicos y electrnicos, tales como rels auxiliares, temporizadores, contadores, algunos controladores, etc. Puesto que tales dispositivos se encuentran integrados en el PLC, solamente se necesita que sean programados, sin necesidad de realizar una inversin adicional. El costo que implicara invertir en estos equipos convencionales es muy superior al del propio PLC. Menor espacio Un tablero de control que gobierna un sistema automtico mediante un PLC es mucho ms compacto que si lo hiciera mediante dispositivos convencionales (rels, temporizadores, contadores, controladores, etc.). Esto de debe a que el PLC est en capacidad de asumir todas las funciones de control necesarias. La diferencia de espacio se hace muy notable cuando se cuenta con varios tableros de control. Confiabilidad La probabilidad de que un PLC pueda fallar por razones constructivas es insignificante, exceptuando errores humanos que puedan surgir en algunas partes vulnerables (mdulos de salida). Esto se debe a que los fabricantes realizan un riguroso control de calidad, permitiendo que llegue al cliente un ptimo producto. Adems, dado que sus componentes son de estado slido con pocas partes mviles, los PLCs se hacen partcipes de una inherente y elevada confiabilidad. Versatilidad La versatilidad de estos equipos radica en que es posible realizar grandes modificaciones en el funcionamiento del sistema automtico controlado, con slo realizar un nuevo programa y mnimos cambios en el cableado. Adems, es importante resaltar que el tiempo empleado en realizar tales modificaciones es insignificante comparado con el que se empleara en un automatismo convencional. Poco mantenimiento Por su constitucin -son bastante compactos con respecto a la cantidad de trabajo que pueden realizar- y porque cuenta con muy pocos componentes electromecnicos, no requieren de un mantenimiento peridico, sino slo lo necesario para mantenerlo limpio y con sus terminales ajustados a los conductores de control o de puesta a tierra. Fcil instalacin 6
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Debido a que el cableado de los dispositivos de entrada como los de salida se realizan de la misma forma y de la manera ms simple -y que no se precisa de mucho cableado- su instalacin resulta sumamente sencilla en comparacin con la lgica convencional que s requiere de conocimientos tcnicos calificados. Compatibilidad con dispositivos sensores y actuadores Actualmente las normas establecen que los sistemas y equipos sean diseados bajo un modelo abierto, de tal manera que para el caso de los PLCs, stos puedan fcilmente conectarse con cualquier equipo sin importar la marca ni procedencia. Hoy en da, casi todas las marcas de PLCs estn diseadas bajo este modelo. Integracin en redes industriales El avance acelerado de las comunicaciones conlleva a que los PLCs tengan la capacidad de comunicarse, va una red LAN, entre ellos y con otros equipos, para de este modo trabajar en sistemas jerarquizados o distribuidos, lo que permitir un mejor trabajo en los niveles tcnicos y administrativos de la planta. Deteccin de fallas La deteccin de una falla resulta sencilla porque dispone de LEDs indicadores de diagnstico, tales como: estado de la CPU, batera, terminales de E/S, etc. Adems, mediante el mdulo de programacin, se puede acceder al modo dinmico del programa en representacin grfica, o tambin recurrir a la memoria de errores ubicada en la CPU del PLC. Fcil programacin Programar los PLCs resulta fcil por la sencilla razn que no es necesario conocimientos avanzados en el manejo de PCs. Solamente es suficiente tener conceptos bsicos de las PCs. Por otro lado, existen diversas representaciones de programacin donde fcilmente el usuario se adapta a la representacin con la que mejor se familiarice. Sus instrucciones y comandos son transparentes y entendibles, requiriendo poco tiempo para lograr ser un experto. Menor consumo de energa Como es de conocimiento general, cualquier equipo electromecnico y electrnico requiere de un consumo de energa para su funcionamiento, siendo dicho consumo representativo cuando se tiene gran cantidad de ellos. Sin embargo, el consumo del PLC es muy pequea que con el tiempo se traduce en un ahorro sustancial. Lugar de instalacin Por las caractersticas tcnicas que presenta en cuanto a los requisitos que debe cumplir para su instalacin, tales como nivel de temperatura, humedad, ruido, variaciones de tensin, distancias permisibles, etc., fcilmente se encuentra un lugar en la planta en donde instalarlo, an en ambientes hostiles. Inconvenientes del PLC Adiestramiento de tcnicos Hace falta un programador, lo que obliga a adiestrar a uno de los trabajadores en tal sentido. Costo 7
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
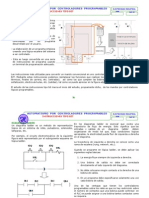
Este es otro factor importante, como el coste inicial, que puede ser o no un inconveniente, segn las caractersticas del automatismo en cuestin. Dado que el PLC cubre ventajosamente un amplio espacio entre la lgica cableada y el microprocesador, es preciso que el proyectista lo conozca tanto en su amplitud como en sus limitaciones. Por tanto, aunque el coste inicial debe ser tenido en cuenta a la hora de decidirnos por uno u otro sistema, conviene analizar todos los dems factores para asegurarnos de una decisin acertada. COMPARACION TECNICA-ECOMOMICA DE AUTOMATIZACIONES A continuacin se hace una comparacin de los costos aproximados para un supuesto caso de requerimiento de inversin para automatizar un sistema empleando la alternativa de un automatismo convencional (por rels) y un automatismo por lgica programada (por PLCs). Supongamos que se desea automatizar una planta industrial, compuesto de arrancadores directos, estrella-tringulo, resistencias rotricas, mandos secuenciales, etc., donde es necesario para su automatizacin los equipos detallados en las tablas 1 y 2. Es importante sealar que solamente se ha considerado los equipos representativos en el costo total, no figurando otros, tales como: conductores, terminales, canaletas, cintas de amarre, pernos, etc. Tabla 1 Requerimiento de equipos para un sistema automatizado por rels N 1 2 3 4 5 6 7 8 9 10 11 12 Descripcin Contactor Rel trmico Rel auxiliar Temporizador (On Delay) Contador electromecnico Pulsador NA/NC Selector Seccionador Lmpara de sealizacin Fusible y portafusible Transformador aislador 220/220V Tablero 2200 x 1000 x 500 mm Cantidad 100 47 52 47 3 36 10 16 24 140 3 3 Costo US$ Unitario Total 60 6000 70 3290 25 1300 80 3760 40 120 15 540 20 200 40 640 18 432 25 3500 150 450 800 2400 TOTAL 22 632
La zona sombreada de la Tabla 1 indica los equipos que no se requieren o que son necesarios en una cantidad inferior cuando se considera la opcin de automatismo por PLC, ya que los dispositivos de lgica vienen integrados en el PLC. Observe que los equipos que proporcionan las seales de entrada (sensores), los equipos que proporcionan las seales de salida (actuadores) y otros, como los de proteccin, son los mismos para ambas alternativas de automatizacin. Por consiguiente, la evaluacin de los costos variables representados por los dispositivos de lgica, cantidad de transformadores aisladores y cantidad de tableros, representa una diferencia de US $ 3930 de ahorro, un 17% aproximadamente del monto total para 8
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
este caso en particular. Los mrgenes de ahorro pueden ser mayores para algunos sistemas de regulacin tales como los controladores, que tambin pueden ser asumidos por el PLC. Tabla 2 Requerimiento de equipos para un sistema automatizado por PLC N 1 2 3 4 5 6 7 8 9 10 Descripcin PLC Contactor Rel trmico Pulsador NA/NC Selector Seccionador Lmpara de sealizacin Fusible y portafusible Transformador aislador 220/220V Tablero 1000 x 500 x 200 mm Cantidad 1 100 47 36 10 16 24 140 1 1 Costo US$ Unitario Total 3500 3500 60 6000 70 3290 15 540 20 200 40 640 18 432 25 3500 150 150 150 150 TOTAL 18 402
Por otro lado, desde el punto de vista tcnico, adems de reemplazar rels, temporizadores, contadores, etc., un PLC puede proporcionar otras funciones que no podra realizarse con lgica convencional, lo que permite automatizar sistemas muy complejos. En conclusin, el uso del PLC permite ventajas tcnicas y econmicas inclusive en sistemas no muy complejos, donde el nivel de ahorro lo determina el sistema, siendo mayor cuando es necesario utilizar muchos dispositivos de lgica convencional. Adems, entre otras ventajas, tenemos: fcil diagnstico ante fallas, poco mantenimiento, reducido espacio para su instalacin, poco cableado, etc.
ESTRUCTURA BASICA DE UN PLC
La estructura bsica del hardware de un controlador programable propiamente dicho est constituido por: - Fuente de alimentacin - Unidad de procesamiento central (CPU) - Mdulos o interfases de entrada/salida (E/S) - Memoria - Unidad de programacin - Perifricos - Interfaces En algunos casos, cuando el trabajo que debe realizar es muy exigente, se incluyen a mdulos inteligentes. En la siguiente figura se muestra un diagrama de bloques de la estructura bsica de un automatismo gobernado por PLC.
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
UB I CACI N DEL P LC EN UN AUTOMATI SM O
TRANSDUCTORES
PROCESO
ACTUADORES
PLC
INTERFASES DE ENTRADA
uP
INTERFASES DE SALIDA
MANDO DE POTENCIA
DILOGO HOMBRE / MAQUINA
Respecto a su disposicin externa, los autmatas pueden contener varias de estas secciones en un mismo mdulo o cada una de ellas separadas por diferentes mdulos. ESTRUCTURA EXTERNA El trmino estructura externa se refiere al aspecto fsico exterior del mismo, bloques o elementos en que est dividido, etc. Desde su nacimiento y hasta nuestros das han sido varias las estructuras y configuraciones que han salido al mercado condicionadas no slo por el fabricante del mismo, sino por la tendencia existente en el rea al que pertenece: europea o norteamericana. Cuando los fabricantes disean sus equipos, no lo hacen pensando en la necesidad especfica del cliente; esto es, para una determinada aplicacin de un proceso. En consecuencia, es el cliente quien tiene la responsabilidad de seleccionar el equipo para sus necesidades. Sin embargo, los fabricantes aplican criterios tcnicos y econmicos para lograr una flexibilidad en el uso del PLC en lo que respecta al hardware. Es decir, existen equipos que satisfacen pequeas aplicaciones y equipos para grandes aplicaciones, donde se manejan miles de E/S discretas, cientos de seales anlogas y hasta unidades remotas. Por lo tanto, es importante conocer las diferentes configuraciones existentes de PLCs, as como sus bondades para una buena adaptacin al proceso a controlar, a fin de lograr una ptima seleccin en tecnologa y economa.
10
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Configuracin compacta Se denomina as a los PLCs que renen en el poco espacio de su construccin la estructura bsica del hardware de un controlador programable, tales como la fuente de alimentacin, la CPU, la memoria y las interfases de E/S. Las principales ventajas que presentan estos PLCs compactos, denominados por su tamao minicontroladores o microcontroladores, son: - Son econmicos dentro de su variedad. - Ocupan un menor espacio. - En algunas marcas se cuenta con una fuente destinada para alimentar las entradas discretas y anlogas. - Su programacin es bastante sencilla. - Pueden controlar lgicamente procesos de alarmas, conteos rpidos, as como aquellos donde se requieran funciones como regulacin, posicionamiento, etc. - No se requiere de conocimientos profundos para su seleccin. - Es de fcil instalacin. - Soportan contingencias extremas de funcionamiento tales como temperaturas (de hasta 60C), fluctuaciones de tensin, vibraciones mecnicas, humedad, etc. Actualmente se disean equipos de tamao reducido pero con caractersticas de funcionamiento cada vez ms completos, tales como el Nano PLC de Telemecanique, Micrologix 1000 de Allen Bradley, D50 de Cutler Hammer, TWIDO de Schneider, S7 200 de Siemens, etc. Por otro lado, su bajo costo les permite ser los ms solicitados del mercado, utilizndose inclusive en viviendas inteligentes. Algunos especialistas consideran que esta configuracin es rentable cuando remplazan a unos 5 rels. Su uso radica en aplicaciones simples y en numerosos sectores, tales como: - Mando de arrancadores de motores - Mando de electrobombas - Mquinas de embolsado - Mando de compuertas - Centros de formacin - Calefaccin, climatizacin, ventilacin - Embotelladoras - Transporte - Tneles de lavado - Domtica - Sistemas automticos de equipos, etc.
11
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Tabla 3. configuracin compacta
MARCA PAIS
Valores comparativos de 4 marcas de PLCs en
SERIE S7-200
CAPACIDAD DE MEMORIA (Kb) 4 16 4 0,7 3,6 1,77 1 8 24
SCAN TIME* (ms/Kb) 0,8 2 2 43 5 15 10 6 5 12
SIEMENS (Simatic)
S5-95U ALEMAN S5-90U TI 305
KLOKNER MOELLER ALLEN BRADLEY USA
SUCOS PS3 SLC-100 SLC-500 TSX07 TSX17-10 TSX17-20
TELEMECANIQUE
FRANCES
* Tiempo de ejecucin en promedio para 1K de instrucciones de aproximadamente 65% de operaciones binarias y 35% de operaciones tipo palabra.
Configuracin modular Esta configuracin se caracteriza por su modularidad, esto es, que pueden ser armados de acuerdo a las necesidades, logrndose una mayor flexibilidad. En consecuencia cada configuracin es diferente, al igual que cada tarea de automatizacin. Cuando se decide instalar controladores modulares, hay que seleccionar cada uno de sus componentes empezando en primer lugar por la CPU que vara de acuerdo con la capacidad de memoria del usuario, tiempo de ejecucin y software requerido. En segundo lugar hay que tener presente el tipo y cantidad de mdulos de E/S digitales y anlogas, mdulos inteligentes, etc. de acuerdo a los requerimientos de la automatizacin. En tercer lugar hay que seleccionar la fuente de alimentacin segn la potencia que consumen la CPU, los mdulos de E/S, los perifricos, los mdulos futuros, etc. Finalmente, hay que considerar el tamao del rack, conociendo de
antemano todos los mdulos involucrados y las expansiones futuras. Las ventajas y desventajas de la configuracin modular son:
12
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Son ms caros que los compactos y varan de acuerdo a la configuracin del PLC. - Las ampliaciones van de acuerdo con las necesidades, por lo general en cuanto se refiere a mdulos de E/S discreto o anlogo. - En caso de avera puede aislarse el problema, cambiando el mdulo averiado sin interrupcin de las dems. - Utiliza mayor espacio que los compactos. - Su mantenimiento requiere de mayor tiempo. Tabla 4. Valores comparativos de 3 marcas de PLCs en configuracin modular
PAIS DE ORIGEN CAPACIDAD DE MEMORIA (Kb) 20 4 2 24 4 4 80 16 6 SCAN TIME* (ms/Kb) 10 15 75 1 4,8 8 0,3 0,4 0,6
MARCA
SERIE
CPU 103
SIEMENS (Simatic)
ALEMAN
S5-100U
102 100 5/03 5/02 5/01 341 334 313/323
ALLEN BRADLEY USA GENERAL ELECTRIC
SLC-500
90-30
* Tiempo de ejecucin en promedio para 1K de instrucciones de aproximadamente 65% de operaciones binarias y 35% de operaciones tipo palabra.
Las aplicaciones que se pueden desarrollar con estos tipos de PLCs son ms verstiles, y van desde pequeas tareas como las del tipo compacto, hasta procesos muy sofisticados. Configuracin compacto-modular La configuracin compacto-modular est constituida bsicamente por un PLC compacto con expansiones de E/S discretas o anlogas, mdulos inteligentes, etc. El uso de las expansiones se debe a que la unidad bsica que contiene a la CPU est diseada generalmente con pocas E/S, de modo que, cuando la aplicacin a automatizar contiene muchos captadores y actuadores, es necesario ampliar el controlador utilizando solamente mdulos de E/S gobernados por la misma CPU.
13
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Esta configuracin se destaca por las siguientes caractersticas: - Son ms econmicos que los PLCs de tipo modular - La seleccin es sencilla ya que la CPU est seleccionada - Soportan contingencias extremas de funcionamiento - Su programacin es sencilla, donde solamente se debe tener en cuenta el direccionamiento de las instrucciones segn la unidad de extensin referida.
ESTRUCTURA INTERNA
I / O BUS
Memoria de Programa Fuente de Alimentacin Procesador Memoria de Datos Circuitos de I/O
Fuente Externa
IN 14
OUT
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Los autmatas programables se componen esencialmente de tres bloques: la seccin de entradas (I), el procesador (unidad central de procesos) y la seccin de salidas (O), tal y como se representa en la siguiente figura. Fuente de alimentacin La funcin de la fuente de alimentacin en un controlador programable es suministrar la energa elctrica a la CPU y dems tarjetas segn la configuracin del PLC. La fuente, en una configuracin modular del PLC, ocupa generalmente el primer lugar de izquierda a derecha en el bastidor central, y est diseada a base de componentes elctricos y electrnicos. Su objetivo fundamental es transformar la tensin alterna de la red en tensin continua, en niveles compatibles que garanticen el funcionamiento del hardware del controlador. Como valores referenciales se indican a continuacin algunos niveles de tensin suministrados por una fuente de alimentacin de una marca determinada: +5V +5,2V +24V para alimentar a todas las tarjetas para alimentar al programador para los canales de lazo de corriente de 20mA.
Todas las fuentes estn protegidas contra sobrecargas mediante fusibles que pueden ser reemplazados fcilmente en caso de avera. Los fabricantes de estos equipos lo disean generalmente con diferentes caractersticas en cuanto a nivel de tensn y capacidad de corriente. La eleccin de la fuente apropiada depender bsicamente de la complejidad y magnitud del controlador para manejar un determinado nmero de tarjetas de E/S, tarjetas de comunicacin, etc. Por consiguiente, para seleccionar la fuente alimentacin adecuada es importante conocer la potencia de todas las tarjetas involucradas y prever expansiones futuras. Unidad Central de Procesos La Unidad Central de Procesos (Central Processing Unit) es el autntico cerebro del sistema. Es la parte ms compleja e imprescindible del controlador programable. Se encarga de recibir las ordenes del operario, por medio de la consola de programacin, y del modulo de entradas. Posteriormente las procesa para enviar respuestas al mdulo de salidas. En su memoria se encuentra residente el programa destinado a controlar el proceso. La unidad central est diseada a base de microprocesadores y memorias. Contiene una unidad de control, la memoria interna del programa RAM, temporizadores, contadores, memorias internas tipo rel, imgenes del proceso de E/S, etc. Su misin es leer los estados de las seales de entrada, ejecutar el programa de control y gobernar las salidas. El procesamiento es permanente y lo realiza a gran velocidad. Una de sus funciones es, antes de la elaboracin del programa, depositar los estados de seal de todas las entradas en una memoria denominada imagen del proceso de entradas; asimismo, otra de sus funciones es, durante la ejecucin del programa, guardar los resultados de las combinaciones en otra memoria denominada imagen del proceso de salidas. 15
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Al igual que para las computadores, la CPU puede clasificarse de acuerdo a su capacidad de memoria, las funciones que puede realizar y la velocidad de procesamiento. El tiempo de lectura del programa est en funcin del nmero y tipo de instrucciones y, por lo general, es del orden de los milisegundos. Este tiempo tan pequeo significa que cualquier modificacin del estado de una entrada genera casi instantneamente una seal de salida. La mayora de los fabricantes dan a conocer, en sus especificaciones tcnicas de la CPU, la velocidad de procesamiento en unidades de milisegundos por kilobyte (ms/Kb), denominndolo Scan time del procesador. Lgicamente, este parmetro depender del tipo de instrucciones que contiene el programa. Esto significa que es muy diferente escanear operaciones del tipo binario que operaciones del tipo palabras. En algunos casos, consideran porcentajes de cada uno de ellos para indicar el scan time. As, por ejemplo, un PLC Simatic S5 115U con CPU 944 utiliza 1,6 ms de scan time por 1 kilobyte de instrucciones binarias y 3 ms por 1 kilobtyte, en promedio, de instrucciones con el 65% del tipo binario y 35% del tipo palabra, aproximadamente.
16
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Imagen o estado de las entradas 01
Entradas
Elaboracin de las instrucciones del programa
Ejecucin del estado de las salidas 0 1
Entradas
Scanning El ciclo bsico de trabajo en la elaboracin del programa por parte de la CPU es el siguiente: Antes de iniciar el ciclo de ejecucin, el procesador, a travs del bus de datos, consulta el estado 0 1 de la seal de cada una de las entradas y las almacena en los registros de la memoria de entradas, esto es, en la zona de entradas de la memoria de la tabla de datos. Esta situacin se mantiene durante todo el ciclo del programa. A continuacin, el procesador accede y elabora las sucesivas instrucciones del programa, realizando las concatenaciones correspondientes de los operandos de estas instrucciones. Seguidamente asigna el estado de seal a los registros de las salidas de acuerdo a la concatenacin anterior, indicando si dicha salida ha o no de activarse, situndola en la zona de salida de la tabla de datos. Al final del ciclo, una vez concluida la elaboracin del programa, asigna los estados de las seales de entrada a los terminales de entrada y los de salida a las salidas, ejecutando el estado 0 1 en estas ltimas. Esta asignacin se mantiene hasta el final del siguiente ciclo, en el que se actualizan las mismas.
17
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Dada la velocidad con que se realiza cada ciclo, del orden de 5 a 10 milisegundos por cada 1024 instrucciones, se puede decir que las salidas se ejecutan en funcin de las variables de entrada prcticamente en tiempo real. Mdulo de entradas A este mdulo se unen elctricamente los captadores (interruptores, finales de carrera, pulsadores, etc.). La informacin recibida en l es enviada a la CPU para ser procesada de acuerdo a la programacin residente. Se pueden diferenciar dos tipos de captadores conectables al mdulo de entradas: los Pasivos y los Activos. Los Captadores Pasivos son aquellos que cambian su estado lgico, activado - no activado, por medio de una accin mecnica. Estos son los Interruptores, pulsadores, finales de carrera, etc. Los Captadores Activos son dispositivos electrnicos que necesitan ser alimentados por una tensin para que varen su estado lgico. Este es el caso de los diferentes tipos de detectores (Inductivos, Capacitivos, Fotoelctricos, etc). Muchos de estos aparatos pueden ser alimentados por la propia fuente de alimentacin del autmata. Los mdulos de entrada transforman las seales de entrada provenientes de los captadores, que se transmiten hacia el controlador, a niveles permitidos por la CPU. Mediante el uso del optoacoplador, los mdulos de entrada aslan elctricamente las seales externas de la seccin lgica del controlador, protegindola a sta contra tensiones peligrosamente altas, ruidos elctricos y seales parsitas. Los mdulos de entrada son fcilmente identificables, ya que se caracterizan fsicamente por sus bornes para acoplar los dispositivos de entradas, por su numeracin, y 18
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
por su identificacin INPUT o ENTRADA. Llevan adems una indicacin luminosa de activado por medio de un diodo LED. a) Mdulos de entrada discreta Corresponden a una seal de entrada de todo o nada, esto es, a un nivel de tensin o ausencia de la misma. La siguiente figura representa el esquema simplificado de una interfase de entrada discreta en el que destaca, como elemento principal, el optpoacoplador.
INTERFASE PARA ENTRADA DISCRETA EN D.C.
RESI STEN CIA LI MI TA DORA DI ODO SENAL IZADO R
FI LTRO RC
TR ANSDUCTOR DI SCR ETO
OPTO AC OPLA DOR
I NTERFASE
Se usan como interfase entre los captadores y la CPU del PLC. Estos captadores son los encargados de la adquisicin de datos del sistema, que para este caso deben ser del tipo discreto. Estos captadores tienen la caracterstica de comunicar dos estados lgicos: activado o desactivado, o lo que es lo mismo, permitir el paso o no de la seal digital (1 0). Estos captadores discretos pueden ser a su vez del tipo manual (pulsadores, conmutadores, selectores, etc.) o del tipo automtico (finales de carrera, detectores de proximidad, interruptores de nivel, etc.) Estos mdulos estn diseados mediante una estructura de 4 funciones operacionales para el sistema del controlador, que son: - Adquisicin: Consiste en el cableado de los captadores desde la mquina o proceso hacia el mdulo de entrada. - Acondicionamiento de la seal: Establece los niveles de tensin de entrada de la mquina a niveles lgicos convenientes, mediante resistencias limitadoras o puentes rectificadores para el caso en que la adquisicin sea en alterna. - Sealizacin: Se disponen de indicadores luminosos (LEDs) que permiten la funcin de diagnstico ms rpido. La tensin para el indicador puede provenir del sistema o del mismo controlador. - Aislamiento: Las seales son aisladas elctrica y fsicamente mediante dispositivos electrnicos optoacopladores. Todos los mdulos tienen tambin circuitos de filtrado que suprimen las seales parsitas perjudiciales al funcionamiento del controlador. En la figura anterior se puede 19
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
visualizar las 4 funciones operacionales: se empieza por la adquisicin de seal, luego es acondicionada por un rectificador o resistencia limitadora, en seguida se sealiza mediante un LED y finalmente se acopla pticamente. Obsrvese tambin que se cuenta con un filtro R-C. En los mdulos de entrada discreta AC se incluye una etapa previa de rectificacin. Principio de funcionamiento Tal y como se observa en la siguiente figura y en el caso del contacto cerrado b, sucede que queda aplicada la tensin de la batera al elemento interno del autmata (designado por el smbolo de rectngulo en negrita) lo que desencadena una seal hacia el circuito de control de entrada del autmata. Por el contrario, el contacto a no ocasiona fenmeno alguno al estar ste en posicin de abierto. En el caso de que la
b a
24V
0 V
Circuitos internos de entrada
seal que se va a aplicar a la entrada sea de tipo analgico, la entrada ha de ser del mismo tipo. En este tipo de entradas existe un circuito analgico/digital A/D, que transforma dichas seales en digitales, ya que ste es el lenguaje que entiende el procesador. Dos son los tipos de captadores posibles desde el punto de vista de la tensin: - Captadores libres de tensin - Captadores con tensin Conexionado de captadores libres de tensin Los captadores sin tensin que se pueden conectar a un autmata pueden ser de varios tipos y, entre otros, se podra citar a los siguientes: pulsadores, interruptores, finales de carrera, contactos de rels, etc.
20
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
En
la siguiente figura se puede observar su forma de conexin.
0
24V 0 V 1
0
2
1
3
1
4
Entrada s
n
Conexionado de captadores con tensin Los elementos de este tipo pueden ser: detector de proximidad, clula fotoelctrica, sensor de caudal, sensor de nivel, sensor de temperatura, etc. Al elegirlos en el mercado, lo haremos de tal forma que su tensin de trabajo coincida con la tensin de
Entrada s
24V 0 V 1 2 3 4
entrada al autmata, en nuestro caso 24 VDC. En la siguiente figura se puede observar la disposicin del conexionado de este tipo de entrada al canal 4. b) Mdulos de entrada analgica Cuando la magnitud que se acopla corresponde a una medida de, por ejemplo, presin, temperatura, velocidad, etc., esto es, a una seal analgica, es necesario disponer de este tipo de mdulo de entrada.
21
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Su principio de funcionamiento se basa en la conversin de la seal analgica a cdigo binario mediante un convertidor analgico-digital (A/D). Los mdulos de entrada analgica son tarjetas electrnicas que tienen como funcin digitalizar las seales analgicas para que puedan ser procesadas por la CPU. Estas seales analgicas, que varan continuamente, pueden ser magnitudes de temperaturas, presiones, tensiones, corrientes, etc. Estos mdulos estn constituidos generalmente por un convertidor anlogo-digital (ADC) y un multiplexor. Adems, segn su diseo, puede conectrsele un nmero determinado de sensores analgicos. A sus terminales de conexin se les conoce tambin como canales. Existen tarjetas de 4, 8, 16 y 32 canales de entrada analgica. El principio de funcionamiento de este mdulo consiste, en su primera etapa, en la adquisicin de la informacin analgica del proceso va los sensores de entrada, teniendo presente el tipo de seal fsica que se desea procesar. Un ejemplo de tal sensor es la termocupla, la misma que puede ir conectada en cualquier canal del mdulo analgico. En una segunda etapa entra a tallar el multiplexor. El multiplexor hace las veces de un conmutador para seleccionar un canal al cual est conectado un captador analgico cuya seal se desea procesar. Una vez escogida la seal, sta se transmite al convertidor anlogo-digital (ADC). El convertidor anlogo-digital se encargar de digitalizar la seal, la misma que estar en funcin del nivel de la seal analgica. Finalmente, esta informacin es transmitida al controlador para ser depositada en una memoria denominada imagen del proceso de entrada, para que pueda ser accesada por el programa del usuario. Es importante sealar que cualquier magnitud analgica que se desea procesar va los mdulos de entrada analgica, tiene que estar representada por una seal de tensin, corriente o resistencia. Este trabajo es realizado por el mismo captador o a travs de un transductor. Los mdulos analgicos se distinguen por el tipo de seal que reciben, pudiendo ser stas de tensin (V) o de corriente (mA), las mismas que se han de encontrar dentro de ciertos rangos estandarizados, que son: - Seal de corriente: 0 a 20mA, 4 a 20mA, -10 a +10mA - Seal de tensin: 0 a 10V, 0 a 5V, 0 a 2V, -10 a +10V
22
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
La ventaja de trabajar con seales de corriente radica en que no presentan los problemas del ruido elctrico y la cada de tensin. Por ltimo, en lo que respecta a la calidad de la lectura de la informacin, estos mdulos se caracterizan por dos parmetros importantes: - La resolucin: Se refiere a la cantidad de bits que utiliza el convertidor A/D para representar el valor analgico, lo que significa que, a mayor nmero de bits, existir mayor precisin. Las resoluciones tpicas son de 8, 12 y 16 bits. - El tiempo de escrutinio: Resulta obvio que si se realiza un mayor nmero de muestreos en un mismo intervalo de tiempo, se reproduce la forma de onda de un modo ms preciso. Por lo tanto, es conveniente un menor tiempo de escrutinio. Mdulo de salidas El modulo de salidas del autmata es el encargado de activar y desactivar los actuadores (bobinas de contactores, lmparas, motores pequeos, etc.). Con el uso del optoacoplador y un rel de impulso, se asegura el aislamiento de los circuitos electrnicos del controlador de las tensiones externas que alimentan a los actuadores. La identificacin de los mdulos de salida se realiza igual que con las entradas, figurando en este caso la indicacin de OUTPUT o SALIDA. Es en las salidas donde se conectan o acoplan los dispositivos de salida o actuadores, e incluyen un indicador luminoso LED de activado. La informacin enviada por las entradas a la CPU, una vez procesada, se enva al mdulo de salidas para que stas sean activadas y a la vez los actuadores que en ellas estn conectados. Tipos de mdulos de salida En cuanto a su tensin, las salidas pueden ser de dos tipos: - a corriente continua - a corriente alterna. En cuanto al tipo de seal que reciben, pueden ser: - discretas - analgicas. a) Mdulos de salida discreta
23
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Al igual que los mdulos de entrada discreta, estos mdulos se usan como interfase entre la CPU del controlador y los actuadores, a los que slo es necesario transmitirle dos estados lgicos: activado o desactivado. Los actuadotes que se conectan a estas interfases pueden ser contactores, rels, lmparas indicadoras, electrovlvulas, displays, anunciadores, etc. La estructura de estos mdulos contempla tambin las 4 funciones operacionales: - Terminacin: Alambrado desde el mdulo hacia los actuadores que se encuentran cerca de la mquina o proceso. - Acondicionamiento de la seal: Convierte las seales provenientes de la CPU de cierto nivel lgico a un estado de conexin o desconexin. - Aislamiento: Las seales son aisladas mediante dispositivos optoacopladores. - Sealizacin: Se disponen de indicadores luminosos (LEDs) que permiten la funcin de diagnstico ms rpido. La tensin para el indicador proviene del mismo controlador. Existen diversos tipos de mdulos de salida discretos segn el tipo de corriente que ha de manejar. Mdulos de salidas a rels Son usados en circuitos de corriente continua y alterna. Estn basados en la conmutacin mecnica, por la bobina del rel, de un contacto elctrico normalmente abierto. Mdulos de salidas a Transistores a colector abierto El uso de este tipo de mdulos es exclusivo de los circuitos de c.c. Al igual que en los de TRIACs, es utilizado en circuitos que necesiten maniobras de conexin / desconexin muy rpidas. En cuanto a las intensidades que soportan cada una de las salidas, esta es variable, pero suele oscilar entre 0,5 y 2A. Mdulos de salidas a TRIAC Se utilizan en circuitos de corriente continua y corriente alterna que necesiten maniobras de conmutacin muy rpidas. Conexionado
24
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
En los contactos de salida del autmata se conectan las cargas o actuadores bien directamente o bien a travs de otros elementos de mando, como pueden ser los contactores por medio de sus bobinas. La forma de conectar los actuadores a los mdulos de salidas, depender del tipo de mdulo utilizado. A continuacin se muestran algunos ejemplos:
b) Mdulos de salida analgica Estos mdulos son usados cuando se desea transmitir hacia los actuadores anlogos seales de tensin o corriente que varan continuamente. Estn constituidos bsicamente por dispositivos multiplexores, convertidores digital-anlogo (DAC), optoacopladores, etc. Su principio de funcionamiento puede considerarse como el de un proceso inverso al de los mdulos de entrada analgica. Esto quiere decir que la informacin proveniente del procesador, elaborada por el programa del usuario, es optoacoplada por estas interfases para asegurar su aislamiento galvnico. A continuacin, un multiplexor se encargar de enviar los datos al convertidor digital-anlogo (DAC) para su conversin a
seal analgica, para luego ser aplicada al actuador respectivo. Estos mdulos pueden tener uno o ms DAC, dependiendo ello de la cantidad de canales de salida que tenga el mdulo. Debe tenerse presente tambin que la uniformidad o regularidad de la seal est supeditada a la resolucin del DAC, lo que significa que es importante en estos mdulos el nivel de resolucin y el tiempo de escrutinio. 25
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Las seales analgicas de salida pueden ser de corriente o de tensin. Las estandarizaciones son: - Seal de corriente: 0 a 20mA, 4 a 20mA, -20 a +20mA. - Seal de tensin: 0 a 10V, -10 a +10V. Memorias Llamamos memoria a cualquier dispositivo electrnico enchufable que nos permita almacenar informacin en forma de bits (ceros y unos) de manera provisional o permanente. Tipos de memorias Se cuentan con dos tipos de memorias: voltiles (RAM) y no voltiles (EPROM y EEPROM), segn requieran o no de energa elctrica para la conservacin de su informacin. a) Memoria RAM (Random Access Memory) Este tipo de memoria sirve para almacenar el programa de usuario durante su elaboracin y prueba, donde es posible su modificacin constante. El contenido de la memoria RAM, ya sea la del mdulo enchufable o la que posee la CPU, es voltil; es decir, su contenido se pierde si el suministro de energa proporcionado por la fuente de alimentacin se corta. Por consiguiente, para evitar perder la informacin ante fallas del suministro, es necesario salvaguardarlo mediante una batera de larga duracin enchufable en la CPU. Estas bateras estn disponibles en todos los controladores y tienen una duracin que vara entre 2 a 5 aos, dependiendo del tipo de CPU. Por consiguiente, es importante que esta batera se mantenga en perfectas condiciones durante todo el tiempo de funcionamiento del PLC. b) Memoria ROM (Read Only Memory) Memoria de slo lectura. En estas memorias se puede leer su contenido, pero no se puede escribir en ellas; los datos e instrucciones los graba el fabricante y el usuario no puede alterar su contenido. Aqu la informacin se mantiene ante la falta de energa elctrica. c) Memoria EPROM (Enable Programmable Read Only Memory) Es un modulo de memoria enchufable del tipo no voltil; es decir, la informacin contenida se conserva an cuando se pierde el suministro de energa. Se utiliza normalmente para guardar programas definitivos ya probados y debidamente depurados; adems, pueden ser transportados y utilizados en cualquier controlador de su marca y tipo. Para grabar en este mdulo es necesario utilizar aparatos de programacin destinados para este propsito, mientras que para su borrado deben ser sometidos a rayos ultravioletas durante 15 a 45 minutos. Por lo tanto, se requiere de una unidad para la escritura y otra para el borrado. d) Memoria EEPROM (Electrically Erasable Programmable Read Only Memory) Este modulo tiene las mismas caractersticas que el mdulo EPROM, con la nica diferencia que el borrado se realiza elctricamente; es por ello que se denomina memoria de slo lectura elctricamente programable y borrable.
26
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Para estos tipos de mdulos, los aparatos de programacin realizan las dos funciones, tanto de programacin como de borrado. Utilizacin de las memorias Dependiendo de la funcin asignada, as se utilizar un tipo de memoria u otra: a) Memoria de usuario El programa de usuario normalmente se graba en memoria RAM, ya que no slo ha de ser ledo por el microprocesador, sino que ha de poder ser variado cuando el usuario lo desee, utilizando la unidad de programacin. En algunos autmatas, la memoria RAM se auxilia de una memoria sombra del tipo EPROM. La desconexin de la alimentacin o un fallo de la misma borrara esta memoria, ya que al ser la RAM una memoria voltil necesita estar constantemente alimentada y es por ello que los autmatas que la utilizan llevan incorporada una batera tampn que impide su borrado. b) Memoria de la tabla de datos La memoria de esta rea tambin es del tipo RAM, y en ella se encuentra, por un lado, la imagen de los estados de las entradas y salidas y, por otro, los datos numricos y variables internas, como contadores, temporizadores, marcas, etc. c) Memoria y programa del sistema Esta memoria, que junto con el procesador componen la CPU, se encuentra dividida en dos reas: la llamada memoria del sistema, que utiliza la memoria RAM, y la que corresponde al programa del sistema o firmware, que lgicamente es un programa fijo grabado por el fabricante y que por tanto corresponde al tipo ROM. En algunos autmatas se utiliza nicamente la EPROM, de tal forma que se puede modificar el programa memoria del sistema previo borrado del anterior con UV. Estructuracin de las memorias Los chips de memoria suelen estar organizados en octetos y, a su vez, stos en palabras; cada palabra es normalmente de 16 bits, esto es, 2 bytes, es decir, cada posicin de memoria suele contener 16 bits de informacin, o lo que es lo mismo, dos bytes. Cada palabra o registro define una instruccin o dato numrico o un grupo de estados de E/S. La cantidad de palabras de que dispone una memoria se expresa en K, y 1K representa 1024 bytes. La capacidad de las memorias recaen en valores tpicos de 2, 4, 8, 16, 32, 64, 128, 256Kb o ms, excepcionalmente. Unidad de programacin Las unidades de programacin, denominados tambin terminales de programacin, constituyen el medio de comunicacin entre el hombre y la mquina, a travs de la escritura, lectura, modificacin, monitoreo, forzado, diagnstico y puesta a punto de los programas. Estos aparatos estn constituidos por un teclado y un dispositivo de visualizacin. El teclado muestra todos los smbolos (nmeros, letras, instrucciones, etc.) necesarios para la escritura del programa y otras acciones ya sealadas. El visualizador o pantalla 27
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
pone a la vista todas las instrucciones programadas o registradas en la memoria. Existen tres tipos de unidades de programacin: los manuales (Hand held) tipo calculadora, los de video (tipo PC) y la computadora. Los programadores manuales son de fcil programacin (lista de instrucciones) y son porttiles y econmicos. Generalmente estn destinados para PLCs pequeos. El medio ms completo de programacin, incluyendo la deteccin de fallas, son los programadores de video y las computadoras personales. Estas permiten emplear todos los lenguajes de programacin. Cuando se usa la computadora es necesario el software de programacin. Las unidades de programacin constituyen una herramienta necesaria para el dilogo con el PLC, y no obstante ser fsicamente independiente del PLC, permite: - Escribir los programas, a travs de la lista de instrucciones o mediante el mtodo grfico, as como modificar o borrarlos de manera total o parcial. - Leer o borrar los programas contenidos en la memoria RAM de la CPU o tambin de las memorias EPROM o EEPROM. - Simular la ejecucin de las instrucciones del programa a travs del forzado de las entradas y salidas. - Detectar y visualizar las fallas del programa o fallas originadas en los dispositivos de campo, ya sea en los de entrada o en los de salida. - Visualizar en todo momento el estado lgico de los captadores y actuadotes en tiempo real. - Realizar la transferencia de los programas contenidos en la memoria voltil o permanente a los diferentes perifricos, tal como la impresora. - Permite acceder a instrucciones tales como: copiar, buscar, insertar, guardar, etc. que sirven de ayuda para un mejor manejo y anlisis de la programacin. Tipos a) Unidades tipo calculadora (Hand held) Son las ms comnmente usadas en los autmatas de la gama baja; constan del correspondiente teclado, conmutador de modos, display de cristal lquido o siete segmentos de dos o ms lneas, as como de las entradas para la grabacin del programa de usuario. Puede ser totalmente independiente, ser enchufada directamente en la CPU, o con ambas posibilidades. En las de pocas lneas (2,4) slo es posible escribir mnemnicos, pero en aquellas llamadas de programacin grfica pueden visualizarse algunas lneas de programa de lenguajes grficos, datos del programa, etc.
28
AUTOMATISMO POR CONTROLADORES PROGRAMABLES Programacin con Terminal (Hand
EL CONTROLADOR LOGICO PROGRAMABLE
Held )
2008
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I
b) Consola de programacin Est en una posicin intermedia entre la unidad tipo calculadora y el PC. Consta de pantalla de plasma o tipo similar y tamao suficiente para 20-30 lneas y 60-80 caracteres por lnea, as como teclado. Al igual que el PC utiliza el software de programacin preciso para los lenguajes utilizados en el PLC, almacenando los programas en disquete. c) Unidad con PC Esta unidad que se adapta al autmata mediante el interfaz correspondiente lleva incorporado un monitor de tubos de rayos catdicos (TRC), y realiza la misma funcin que la unidad de programacin normal, pero con mayores prestaciones, permitiendo
visualizar los esquemas o diagramas completos o partes importantes de los mismos. Este equipo incorpora el software necesario para poder trabajar en ms de un lenguaje de programacin, incluso realizar la transformacin de lenguajes. La grabacin de programas se realiza en disquete o disco duro, segn modelos del PC. Perifricos Los perifricos no intervienen directamente en el funcionamiento del PLC. Como elementos auxiliares y fsicamente independientes del autmata, los equipos perifricos realizan funciones concretas de gran importancia. 29
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
El incremento que experimenta las prestaciones de los autmatas hace que el nmero de perifricos aumente da a da para equipos de la misma gama, pero en general para un equipo de la gama baja podra decirse que son: - Impresora, que permite obtener en papel el listado de instrucciones o programa de usuario, el de temporizadores, contadores, etc., utilizados, as como los esquemas respectivos. - Unidades de cinta o memoria, por medio de las cuales grabamos los programas en cinta cassete o chips de memoria EPROM o EPROM, respectivamente. Otros equipos que se utilizaran en la gama media o en algn caso en la gama baja seran: - Monitores de tipo TRC - Lectores de cdigo de barras - Displays y teclados alfanumricos - Unidad de teclado y tests.
Interfases 00 . XXB L1100 0 Son circuitos que permiten la comunicacin deBTT--Lla 0 CPU con el exterior llevando la informacin acerca del estado de las entradas y transmitiendo las rdenes de activacin de las salidas. Constan de enlaces del tipo RS-232 o RS-485, y efectan la comunicacin mediante el cdigo ASCII.
30
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Asimismo, permiten la introduccin, verificacin y depuracin del programa mediante la consola de programacin, as como la grabacin del programa a casete, en memoria EPROM, comunicacin con TRC (monitor), impresora, etc. CIRCUITOS PROTECTORES
Contacto de rel interno C = 220 nF Contacto de rel interno R = 100 Salidas VDR
C 0 1 2 3 4
Circuito protector RC en paralelo con el contacto del rel Salidas de salida. n
Circuito protector con VDR en paralelo con el contacto del rel de salida. Como sabemos, las cargas en las salidas se pueden clasificar en: cargas DC y cargas AC. En la mayora de los casos, las cargas aplicadas a las salidas suelen ser circuitos inductivos como, por ejemplo, bobinas de contactores. La desconexin de una bobina da lugar a picos de tensin transitorios de alto valor. Para proteger los circuitos internos y los contactos de rels, los fabricantes acoplan internamente un circuito R-C de proteccin, o bien un varistor.
31
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Como en ocasiones estos circuitos internos no proporcionan suficiente proteccin, lo que se hace es acoplar circuitos adicionales exteriores para que supriman mejor y ms rpidamente dichas tensiones transitorias.
Salidas
n
D = 1N4004
Proteccin mediante diodo de cargas inductivas en DC con bajo nmero de maniobras. En el caso de cargas DC los circuitos a acoplar seran los que correspondan a las siguientes figuras. Cuando las cargas son del tipo resistivo puro, no es necesario acoplar circuito alguno.
Salidas
3 4
+ Z _
R () = Z () D = 1N4004
Proteccin mediante diodo y resistencia de cargas inductivas en DC con bajo nmero de maniobras. 32
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
En el caso de cargas AC podemos encontrar, generalmente, dos casos: de alta inductancia y de alta impedancia. En el primer caso, los valores de R y C son tpicos. Salidas En el segundo caso, puede ocurrir que la intensidad de fuga del circuito R-C interno se mantenga circulando durante unos segundos y as mantenga a su vez alimentada la bobina de alta impedancia del contactor de salida. En este caso existe la necesidad de calcular los valores de R y C. n
C 0 1 2 3 4
Salidas +
CZ 0 1
VDR
2 3 4
Diodo
Salidas Los valores de R R y VDR de cargas inductivas en DC cony C Proteccin mediante diodo elevado K VDR pueden ser: nmero de maniobras. R = 100 n C 0 1 C 2 3 4 = 0,1uF
Circuito de proteccin para carga en AC de alta inductancia. R
Los valores de R y C deben ser calculados
33 Circuito de proteccin para carga en AC de alta impedancia.
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Contactos de rels trmicos Dos son las posibilidades de conexin de los contactos de los rels trmicos de proteccin contra sobreintensidades: - En las entradas con los captadores - En las salidas con los actuadores. Las ventajas e inconvenientes que presentan ambas posibilidades son las siguientes: - La conexin en el circuito de captadores es la ms tcnica y segura desde el punto de vista de control, ya que su apertura desactivar los correspondientes circuitos de entrada y, como consecuencia, la salida que ha dado origen a dicha sobreintensidad, quedando sealizado en ambos diodos LEDs (E/S) del PLC. - Otra ventaja a tener en cuenta es que en funcin del programa establecido un contacto de un rel trmico puede detener nicamente el proceso del actuador al cual est protegiendo o detener el proceso completo. En este ltimo caso y conectando todos en serie - en el caso de contactos NC - o paralelo si NA, es suficiente con un solo contacto de entrada, segn puede apreciarse en la siguiente figura. Las posibilidades que nos ofrecen los rels trmicos son dos: - Utilizar el contacto normalmente cerrado, NC - Utilizar el contacto normalmente abierto, NA.
34
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
F1
24 V
0V
Entradas s
Salidas
A1 Un contacto de rel trmico es conectado a una entrada. A2
En el primer caso, la bobina del contactor se alimentar directamente, ya que el contacto NC se utiliza en la entrada. En el segundo caso, al utilizar en la entrada el contacto NA, el contacto NC puede o no ser utilizado en la salida. Si se utiliza tendremos doble proteccin. Como desventaja podemos citar el que necesitamos una entrada por cada rel trmico, o grupo en paralelo o serie, lo que nos puede incrementar stas considerablemente y, como consecuencia, necesitaremos un PLC con ms entradas y, por tanto, de mayor precio. La conexin en el circuito de actuadores significa ahorrarse el correspondiente circuito de entrada, pero no nos dar indicacin de avera en la sealizacin de salida o LED, aunque lgicamente la bobina del contactor quede desactivada. En este caso slo se detendr el actuador que est protegiendo.
35
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Salidas
F1 K A1 A2
El contacto del rel trmico es conectado en la salida en serie con la bobina de su rel.
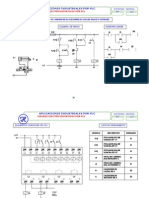
POSIBILIDADES DE CONEXIN DE LAS SALIDAS A continuacin figuran algunas posibilidades de conexin de los actuadores en las salidas del autmata. La comprensin de estos ejemplos har que nos encontremos en F1 F2 F3 condiciones de dar solucin a cualquier otra necesidad que se nos presente. a) Conexin en un grupo de cuatro salidas comunes o de igual tensin En este caso, tal y como se muestra en la siguiente figura, es necesario que: Las tensiones de los elementos acoplados sean iguales, y que esta tensin est Entradas dentro de los mrgenes indicados por las especificaciones del autmata. 0 2 24V 1 3 0V - Que la intensidad total y las intensidades parciales se encuentren tambin dentro de los mismos mrgenes.
Salidas
A1 A1 K1 A2 K2 A2 K3 A2 A1
36
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Salidas
It
I1
I2
I3
I4
F5 F3 F1
K1 K2 K2 K1
F2
F4 K3 K4
K3 K4 F6 F2
F4
M M
Circuitos de salida PLC. Bobinas de igual tensin. It = I1 + I2 + I3 + I4 = < I (del fabricante) Nota: El contacto del rel Trmico F6 se supone Situado en la entrada.
Circuito de potencia, U = 380 / 220 V
b) Acoplamiento directo e indirecto de cargas
37
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
En algunos casos, cuando el consumo de una carga es muy pequeo se puede acoplar sta directamente a la salida, como es el caso del tubo fluorescente y de la lmpara de la siguiente figura. En el resto de los casos el mando ha de hacerse a travs de rels, contactores, electrovlvulas, etc.
Salidas
K1
K1
C
K2
E1 60W
Salidas H1 40W E2
K2
7 x 100W
H2
F1 K1 12 x 60W
I1
K2
I1 < I2
I2
UK1 = UK2
Salidas F2
c) Acoplamiento de actuadores de gran consumo M Cuando el consumo de intensidad, por ejemplo, de la bobina de un contactor que controla un determinado motor es superior a la que F1 puede soportar un contacto Cuando el valor de la tensin en ambas bobinas es idntico, el circuito asiguientes: de salida del autmata, los procedimientos que se pueden seguir son los utilizar sera el de U1 figura anterior. Si las tensiones son distintas nos encontraremos con el la K1 circuito de la siguiente figura. I1 - Utilizar dos o ms contactos de salida puenteados. Este procedimiento no I1 < I2 es recomendable, en general, debido al valor que econmicamente representa un contacto de salida. UK1 UK2 K2 IsiguienteK2 -U2 Situar un rel intermedio, K1 en la 2 figura, y cuyo consumo de intensidad sea asumible por el contacto de salida del autmata; el contacto de dicho F2 rel en serie con la bobina del contactor K2 s puede soportar dicha intensidad. 38 M
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
3N 50 Hz 380 / 220 V
P E Q 1 Q 2
PE : Toma de tierra. Q1 : Interruptor general CIRCUITO DE PARA ALIMENTACION DE UN PLCcon accionamiento manual girando. Q2 : Interruptor general automtico. CONCEPTOS GENERALES DE PROGRAMACION Q3 : Interruptor diferencial Desde el punto de vista del procesador, un programa es un conjunto de instrucciones o Q4 : Interruptor automtico alimentacin PLC.
Q POTENCIA 3
T1 proposiciones bien definidas que le dicen lo que tiene que hacer. Cada instruccin le indica:
- Qu operacin realizar a continuacin. - De dnde obtendr los datos que necesita para realizarla. - Dnde guardar los resultados de la operacin. Desde el punto de vista del usuario, un programa constituye las especificaciones de un conjunto de operaciones que debe llevar a cabo el computador para lograr resolver una K K determinada tarea.
3 2 Q 5 Q 4
Un programa se escribe en un lenguaje de programacin. Estos lenguajes permiten simplificar la creacin de programas debido a su fcil descripcin de las instrucciones U2 que ha de ejecutar el procesador. En algunos casos, agrupando varias instrucciones y dando un solo nombre al conjunto, se consigue que la lista de operaciones se reduzca considerablemente, obtenindose una comprensin y resolucin sencillas de los T2 programas. Asimismo, varios cientos de instrucciones simples se pueden expresar con Entradas una lista de unas cuantas lneas. Por ltimo, el trmino programacin se refiere a la U1 accin de realizar un programa. En conclusin, reuniendo estos tres conceptos, podemos CPU que: un programa se decir escribe en un lenguaje de programacin, y a la actividad de expresar un algoritmo en forma de programa se le denomina programacin. A menudo, al lenguaje de programacin se le denomina software de programacin cuando se emplea un trmino genrico, con el fin de distinguirlo del hardware. Salidas CLASIFICACION DE PROGRAMAS Parte : Transformador protector de interferencias de lnea de relacin ejecutar tareas que deben T1 de un programa lo escriben los usuarios para 1:1. automatizar. Sin embargo, existen otros protector de las salidas del PLC cuando stas procesar T2 : Transformador adaptador de tensin y/o programas ya escritos que permiten no los programas del usuario. A continuacin se definen estos dos tipos de programas. estn protegidas de cortocircuito (si fuera necesario).
K2 / K3 : Contactores circuitos de alimentacin fuente de alimentacin PLC y salidas. U1 : Fuente de alimentacin 24 / 48 / 110 V para salidas DC. 39 U2 : Fuente de alimentacin auxiliar
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Programas del sistema Existen cierto nmero de programas que proporcionan servicios vitales a los programas de usuario, esto es, programas que realizan funciones operativas internas del controlador. Estos programas, incluyendo los traductores de lenguaje, reciben la denominacin colectiva de programas del sistema o software del sistema. Un elemento notable de ste es el sistema operativo, cuyos servicios incluyen el manejo de los dispositivos de entrada y salida del PLC, el almacenamiento de la informacin durante largos perodos, organizar el procesamiento de los programas de usuario, etc. Estos programas estn almacenados en memoria EPROM dentro de la CPU y, por lo tanto, no se pierden ni se alteran en caso de prdida de alimentacin del equipo. El usuario no tiene acceso a ellos (no puede modificarlos). Programas del usuario Denominados tambin programas de aplicacin, es el conjunto de instrucciones o proposiciones que programa el usuario con el fin de resolver tareas de automatizacin especfica. Para ello, el usuario escribe el programa de acuerdo a la representacin del lenguaje de programacin que mejor se adapte a su trabajo. Es importante sealar que algunos fabricantes no emplean todos los tipos de representaciones de los lenguajes de programacin, por lo que el usuario tendra que adaptarse a la representacin que se disponga. REPRESENTACION DE LOS LENGUAJES DE PROGRAMACION Cuando surgieron los autmatas programables, lo hicieron con la necesidad de sustituir a los enormes cuadros de maniobra constituidos con contactores y rels. Por lo tanto, la comunicacin hombre-mquina debera ser similar a la utilizada hasta ese momento; el lenguaje usado debera ser interpretado, con facilidad, por los mismos tcnicos electricistas que anteriormente estaban en contacto con la instalacin. Estos lenguajes han evolucionado en los ltimos tiempos, de tal forma que algunos de ellos ya no tienen nada que ver con el tpico plano elctrico a rels. En la actualidad cada fabricante disea su propio lenguaje de programacin, lo que significa que existe una gran variedad de lenguajes de programacin. Las formas que adopta el lenguaje de programacin usado para realizar programas se denomina representacin del lenguaje de programacin. Hasta el momento existen tres tipos de representaciones a nivel mundial, como las ms difundidas, que son: - Lista de instrucciones (AWL) - Plano de funciones (FUP) - Diagrama de contactos (KOP). Es obvio que la gran diversidad de lenguajes de programacin da lugar a que cada fabricante tenga su propia representacin, originando cierta incomodidad al usuario cuando programe en diferentes marcas de PLCs. Con el objetivo de uniformizar estas representaciones se ha establecido la norma internacional IEC 1131-3 que se encarga de estandarizar los lenguajes de programacin. Esta norma contempla dos tipos de lenguajes de programacin:
40
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
Lenguajes grficos - Lenguajes textuales. LENGUAJES GRAFICOS Se denomina lenguaje grfico a la representacin basada en smbolos grficos de tal forma que, segn la disposicin en que se encuentren cada uno de estos smbolos y en conformidad con sus sintaxis, expresa una lgica de mando y control. Dentro de estos lenguajes grficos, tenemos a: - Grafcet - Plano de funciones (FUP) - Diagrama de contactos (KOP). Carta de funciones secuenciales (Grafcet) Es el llamado Grfico de Orden Etapa Transicin. Ha sido especialmente diseado para resolver problemas de automatismos secuenciales. Las acciones son asociadas a las etapas y las condiciones a cumplir a las transiciones. Este lenguaje resulta enormemente sencillo de interpretar por operarios sin conocimientos de automatismos elctricos. Muchos de los autmatas que existen en el mercado permiten la programacin en GRAFCET, tanto en modo grfico o como por lista de instrucciones. Tambin podemos utilizarlo para resolver problemas de automatizacin de forma terica y posteriormente convertirlo a lenguaje a contactos.
Plano de funciones Es una representacin grfica orientada a las puertas lgicas AND, OR 41
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
y sus combinaciones. Las funciones individuales se representan con un smbolo, donde al lado izquierdo se ubican las entradas y al lado derecho las salidas. El plano de funciones lgicas resulta especialmente cmodo de utilizar a tcnicos habituados a trabajar con circuitos de puertas lgicas, ya que la simbologa usada en ambos es equivalente. Diagrama de contactos (Ladder) Es la representacin grfica que tiene cierta analoga a los esquemas de contactos segn la norma NEMA (USA). Su estructura obedece a la semejanza que existe con los circuitos de control de lgica cableada, es decir, utiliza la misma representacin de los contactos normalmente abiertos y normalmente cerrados, con la diferencia que su interpretacin es diferente. Adems de los simples contactos que dispone, existen otros elementos que permiten realizar clculos aritmticos, operaciones de comparacin, algoritmos de regulacin, etc. Su gran difusin se debe porque facilita el trabajo de los usuarios. Es el que ms similitudes tiene con el utilizado por un electricista al elaborar cuadros de automatismos. Muchos autmatas incluyen mdulos especiales de software para poder programar grficamente de esta forma. LENGUAJES TEXTUALES Este tipo de lenguaje se refiere bsicamente al conjunto de instrucciones compuesto de letras, cdigos y nmeros de acuerdo a una sintaxis establecida. Se considera un lenguaje de menor nivel que los grficos y por lo general se utilizan para programar pequeos PLCs cuyos programas no son muy complejos, o para programar instrucciones no programables en modo grfico. Existen dos tipos, que son: - Lista de instrucciones - Texto estructurado. Lista de instrucciones Son instrucciones de tipo Booleanas que utilizan letras y nmeros para su representacin. Dado que se usan abreviaturas mnemotcnicas no se 42
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
requiere gran memoria para tareas de automatizacin. Su desventaja radica en la magnitud del trabajo que es necesario para su programacin, especialmente si el programa consta de unos cientos de instrucciones. En los autmatas de gama baja, es el nico modo de programacin. Tambin hay que decir que este tipo de lenguaje es, en algunos casos, la forma ms rpida de programacin e incluso la ms potente. Texto estructurado Es un lenguaje del tipo Booleano de alto nivel y estructurado, que incluye las tpicas sentencias de seleccin IF THEN ELSE y de interaccin FOR, WHILE y REPEAT, adems de otras funciones especficas para aplicaciones de control. Su uso es ideal para aplicaciones en las que se requiere realizar clculos matemticos, comparaciones, emular protocolos, etc. DENOMINACION DE LOS LENGUAJES DE PROGRAMACION Cada fabricante ha nombrado mediante siglas o palabras compuestas a su lenguaje de programacin o software de programacin que lo diferencia de los dems. A continuacin se presenta una tabla donde se indican estos nombres. Tabla 7. Denominacin de algunos lenguajes de programacin
GRAFICO MARCA
PLANO DE FUNCIONES SIEMENS (Simatic) DIAGRAMA DE CONTACTOS STEP 5, STEP 7 GRAFCET LISTA DE INSTRUCCIONES STEP 5, STEP 7 TEXTO ESTRUCTURADO
TEXTUAL
STEP 5
GRAPH 5, S7-GRAPH TISOFT (Machine-Stage) -
STEP 7
SIEMENS (TI)
TISOFT (RLL)
AEG (modicon) KLOCKNER MOELLER (Sucos PS30-Serie) TELEMECANIQUE ALLEN BRADLEY GENERAL ELECTRIC (Fanuc)
MODSOFT
MODSOFT
SUCOSOFT 30
SUCOSOFT 30
PL7-2 APS LOGICMASTER 90
PL7-2 -
PL7-1 -
PL7-0 -
LOGICMASTER 90
43
AUTOMATISMO POR CONTROLADORES PROGRAMABLES
EL CONTROLADOR LOGICO PROGRAMABLE
ELECTRICIDAD CAPITULO 1 I LOGO INDUSTRIAL
2008 CAP I 2008
44
You might also like
- Tesla Logo Marca 2008Document6 pagesTesla Logo Marca 2008Liam JJ0% (1)
- AutomatizacionDocument5 pagesAutomatizacionJonathan Paucar TenorioNo ratings yet
- LogoDocument235 pagesLogorampacas9214100% (3)
- Curso - Introduccion Al PLC Micro 1Document6 pagesCurso - Introduccion Al PLC Micro 1Manigoldo De la Cruz100% (2)
- PLC 1Document48 pagesPLC 1Manuel Rivas100% (1)
- ElectroneumaticaDocument5 pagesElectroneumaticaLuis Miguel BarrenoNo ratings yet
- Automatización IndustrialDocument13 pagesAutomatización IndustrialFrancisco Torres ArellanoNo ratings yet
- Tesla Logo Bit 2008Document26 pagesTesla Logo Bit 2008Liam JJNo ratings yet
- 02 Parte Controles Electricos Capitulo II IIIDocument200 pages02 Parte Controles Electricos Capitulo II IIIVictor Antonio50% (2)
- Tecnologia ElectricaDocument5 pagesTecnologia ElectricaWilinthon Segura OrtegaNo ratings yet
- I Guia Automatismo Basico I UnidadDocument106 pagesI Guia Automatismo Basico I UnidadPatricck Ortega MaturanaNo ratings yet
- Control Con PicDocument16 pagesControl Con PicMisael LaurencioNo ratings yet
- Proyecto 9 Invernadero Robotizado PDFDocument2 pagesProyecto 9 Invernadero Robotizado PDFYomin KatuongoNo ratings yet
- Tesla Logo AplicacionesDocument31 pagesTesla Logo AplicacionesGiovanni HFNo ratings yet
- 1 Tarea 4 Semestre (Automatización y PLC)Document30 pages1 Tarea 4 Semestre (Automatización y PLC)Jose Dirseu Lopez ReyesNo ratings yet
- Tesla Logo Tarea 1Document15 pagesTesla Logo Tarea 1Liam JJ100% (4)
- Introduccion A La Instrumentacion y NormasDocument20 pagesIntroduccion A La Instrumentacion y NormasHerman Giron JimenezNo ratings yet
- Jornada Robótica IndustrialDocument82 pagesJornada Robótica IndustrialJavier MartínezNo ratings yet
- Sistemas de Automatizacion, Mando y ControlDocument16 pagesSistemas de Automatizacion, Mando y Controlzulbhf0% (1)
- infoPLC Net Guia 3 Instrucciones Basicas en Los Automatas ProgramablesDocument19 pagesinfoPLC Net Guia 3 Instrucciones Basicas en Los Automatas Programablesfuente perezNo ratings yet
- Oliver BatlleDocument28 pagesOliver Batlleirojoshi100% (1)
- Guía práctica automatismos neumáticosDocument63 pagesGuía práctica automatismos neumáticosEddys BuriNo ratings yet
- Automatismos CableadosDocument6 pagesAutomatismos CableadosJavier Solana Campoy100% (1)
- Manual CP1LDocument182 pagesManual CP1LFernando Jaime Alonso Martínez100% (1)
- Practicas Con LogoDocument5 pagesPracticas Con LogocalimovNo ratings yet
- 0910 Soluciones para FormacionDocument96 pages0910 Soluciones para FormacionEnergy Sun BiocarNo ratings yet
- Semaforo Con Focos A 120v Con Triac y Moc3010Document9 pagesSemaforo Con Focos A 120v Con Triac y Moc3010magus_ga100% (1)
- Manual de Calidad-Guia MontajeDocument100 pagesManual de Calidad-Guia Montajejmarcelivn0% (1)
- Manual de Prácticas Maquinas Electricas y Disp Electronicos - Ver - 2017Document36 pagesManual de Prácticas Maquinas Electricas y Disp Electronicos - Ver - 2017MARIO ANDRES REYES GONZALEZNo ratings yet
- Unidad 1. AUTOMATISMOSDocument33 pagesUnidad 1. AUTOMATISMOSAlx LunaNo ratings yet
- DL 2110-131k (PLC Siemens)Document107 pagesDL 2110-131k (PLC Siemens)Delfino TarinNo ratings yet
- File - Ac92fe3fca - 2408 - Descripcion Ysimbologia Nema Din Total 2011Document59 pagesFile - Ac92fe3fca - 2408 - Descripcion Ysimbologia Nema Din Total 2011Luisa Araos Tobar100% (1)
- Manual Teorico PLCDocument115 pagesManual Teorico PLCDiego Andres Ramos100% (1)
- Procesos de soldadura y técnicas de aplicaciónDocument203 pagesProcesos de soldadura y técnicas de aplicaciónJoel Valer HuillcaNo ratings yet
- PLC OdtDocument5 pagesPLC OdtraulmichaelNo ratings yet
- SecuencialesDocument15 pagesSecuencialesjose gonzalezNo ratings yet
- MANUAL AUTOMATIZAION INDUSTRIAL LaboratorioDocument82 pagesMANUAL AUTOMATIZAION INDUSTRIAL LaboratorioHarold PeñaNo ratings yet
- Programación I PLC - Carlos Gustavo Pérez ZuñigaDocument45 pagesProgramación I PLC - Carlos Gustavo Pérez ZuñigaCarlos Gustavo PérezNo ratings yet
- Proyecto MecatronicoDocument21 pagesProyecto MecatronicoManuel Hilario AmanquiNo ratings yet
- Electrotecnia Pablo Alcalde San Miguel 4edpdfDocument338 pagesElectrotecnia Pablo Alcalde San Miguel 4edpdfnuki jaNo ratings yet
- Inversión de giro motor trifásico y arranque estrella-triánguloDocument9 pagesInversión de giro motor trifásico y arranque estrella-triánguloRicardo VillarroelNo ratings yet
- F Microplc Guardamotor PDFDocument4 pagesF Microplc Guardamotor PDFJavier SalasNo ratings yet
- Automata Programables y Elementos de Potencia (Teorico - Ministerio)Document45 pagesAutomata Programables y Elementos de Potencia (Teorico - Ministerio)Patricio Berbel100% (1)
- Manual PLC s7 en 2 HorasDocument74 pagesManual PLC s7 en 2 HorasMauricio LecetaNo ratings yet
- Montaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208From EverandMontaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208Rating: 3 out of 5 stars3/5 (1)
- Tren Flotante: Allanando el camino hacia los futuros trenes de alta velocidadFrom EverandTren Flotante: Allanando el camino hacia los futuros trenes de alta velocidadNo ratings yet
- El PLC como alternativa en la automatización industrialDocument209 pagesEl PLC como alternativa en la automatización industrialxjmptx50% (2)
- Apuntes de PLC Unidad 1 y 2Document43 pagesApuntes de PLC Unidad 1 y 2J Leks RoHndezNo ratings yet
- Apuntes de PLCDocument43 pagesApuntes de PLCsantigo9100% (1)
- Curso PLC CetiDocument40 pagesCurso PLC CetimtepezanocNo ratings yet
- COMPLETODocument294 pagesCOMPLETOCesar ZapotNo ratings yet
- Guia-N°3-4º-MEdio-Autoaprendizaje-Automatización-IndustrialDocument4 pagesGuia-N°3-4º-MEdio-Autoaprendizaje-Automatización-IndustrialprofecamusNo ratings yet
- Introducción A Los PLCs PDFDocument80 pagesIntroducción A Los PLCs PDFGeinsec Ingeniería100% (1)
- Controladores Logicos ProgramablesDocument294 pagesControladores Logicos ProgramablesNorberto RosasNo ratings yet
- Gestión de Formación Profesional Integral Procedimiento Desarrollo Curricular Guía de AprendizajeDocument57 pagesGestión de Formación Profesional Integral Procedimiento Desarrollo Curricular Guía de AprendizajeCesar Carlos Caballero Cardenas100% (1)
- Apuntes de PLC SDocument54 pagesApuntes de PLC SRafael SanchezNo ratings yet
- Introducción Al Control Lógico ProgramableeDocument7 pagesIntroducción Al Control Lógico ProgramableeJave Zabdiel Hernandez MarinNo ratings yet
- Introducción PLC2 ArDocument15 pagesIntroducción PLC2 ArSeverich Espinoza Karla GiovannaNo ratings yet
- Control de Nivel - Arduino NanoDocument16 pagesControl de Nivel - Arduino Nanovladimir gamboa mendozaNo ratings yet
- Manual para Ser Profesional Técnico en Mecànica de Producción (2) - 1Document46 pagesManual para Ser Profesional Técnico en Mecànica de Producción (2) - 1Liam JJNo ratings yet
- Motores de Induccion Monofasicos - Manual Del EstudianteDocument46 pagesMotores de Induccion Monofasicos - Manual Del EstudianteLiam JJNo ratings yet
- 54) DS 003-2000-PROMUDEH Reglamento de La Ley 27050Document20 pages54) DS 003-2000-PROMUDEH Reglamento de La Ley 27050Liam JJNo ratings yet
- Tabla de Verificacion e Inspeccion Del TornoDocument20 pagesTabla de Verificacion e Inspeccion Del TornoLiam JJ63% (8)
- Tesla Logo Set Reset 2008alumnoDocument20 pagesTesla Logo Set Reset 2008alumnoLiam JJNo ratings yet
- Logo Set Reset TotalDocument49 pagesLogo Set Reset TotalLiam JJ100% (3)
- Logo Contador TotalDocument8 pagesLogo Contador TotalLiam JJNo ratings yet
- 55) Ley 28164 Modifica La Ley 27050Document5 pages55) Ley 28164 Modifica La Ley 27050Liam JJNo ratings yet
- Leydeldiscapacitado 27050Document18 pagesLeydeldiscapacitado 27050Jorge García100% (1)
- Tesla Logo Bit 2008Document26 pagesTesla Logo Bit 2008Liam JJNo ratings yet
- Tesla Logo Marca 2008alumnoDocument21 pagesTesla Logo Marca 2008alumnoLiam JJNo ratings yet
- Tesla Logo Contador 2008alumnoDocument22 pagesTesla Logo Contador 2008alumnoLiam JJ100% (2)
- Logo Temporizador TotalDocument54 pagesLogo Temporizador TotalLiam JJNo ratings yet
- Tesla Logo Temporizador 2008alumnoDocument21 pagesTesla Logo Temporizador 2008alumnoLiam JJNo ratings yet
- Logo Bit TotalDocument40 pagesLogo Bit TotalLiam JJNo ratings yet
- Tesla Logo Temporizador 2008Document9 pagesTesla Logo Temporizador 2008Liam JJNo ratings yet
- Tesla Logo Bit 2008alumnoDocument21 pagesTesla Logo Bit 2008alumnoLiam JJNo ratings yet
- Tesla Logo Set Reset 2008Document11 pagesTesla Logo Set Reset 2008Liam JJNo ratings yet
- Tesla Logo Teoria 2008 - 2Document28 pagesTesla Logo Teoria 2008 - 2Liam JJ100% (2)
- Tesla Logo Bit 2008Document26 pagesTesla Logo Bit 2008Liam JJNo ratings yet
- Tesla Logo Contador 2008Document10 pagesTesla Logo Contador 2008Liam JJNo ratings yet
- Tesla Logo Tarea 2Document8 pagesTesla Logo Tarea 2Liam JJ100% (1)
- Tesla Logo Tarea 4Document10 pagesTesla Logo Tarea 4Liam JJ0% (1)
- Tesla Logo AplicacionesDocument31 pagesTesla Logo AplicacionesGiovanni HFNo ratings yet
- Tesla Logo ElectroneumaticaDocument6 pagesTesla Logo ElectroneumaticaLiam JJ100% (1)
- Tesla Logo Tarea 1Document15 pagesTesla Logo Tarea 1Liam JJ100% (4)
- Tesla Logo Tarea 0Document13 pagesTesla Logo Tarea 0Liam JJNo ratings yet
- Intermedios Nano PLCDocument61 pagesIntermedios Nano PLCLiam JJNo ratings yet
- Tramites UnificadoDocument2 pagesTramites Unificadovictor castañoNo ratings yet
- Diseño de Red SANDocument51 pagesDiseño de Red SANcesar1023No ratings yet
- Regalos Electro PDFDocument74 pagesRegalos Electro PDFGISELLE ANDREA PAINEMIL CATRILAFNo ratings yet
- Auditoría Informática en Un Laboratorio de CómputoDocument23 pagesAuditoría Informática en Un Laboratorio de CómputoDavidRivasNo ratings yet
- Desafíos de La Gerencia en El Siglo XXI Peter DruckerDocument3 pagesDesafíos de La Gerencia en El Siglo XXI Peter Druckercalvarado17No ratings yet
- Matemática 6° Anita (Reparado)Document13 pagesMatemática 6° Anita (Reparado)660101No ratings yet
- Descubre este libro escaneado por GoogleDocument379 pagesDescubre este libro escaneado por Googleanibalgotte4334No ratings yet
- Cloud ComputingDocument9 pagesCloud ComputingFelipe CruzNo ratings yet
- Apuntes de Métodos NuméricosDocument26 pagesApuntes de Métodos NuméricosOmar David Sandoval SidaNo ratings yet
- Algebra 6to Dividion de PolinomiosDocument10 pagesAlgebra 6to Dividion de Polinomiossarita mendozaNo ratings yet
- Manual Encuestador ENAHO 2015Document407 pagesManual Encuestador ENAHO 2015LizbethOlorteguiNo ratings yet
- Práctica de Estudio 1: Abstracción y encapsulamiento en POODocument3 pagesPráctica de Estudio 1: Abstracción y encapsulamiento en POOLópez Zugasti ChristianNo ratings yet
- Gestalt - Principios de PercepcionDocument13 pagesGestalt - Principios de PercepcionEsmeralda CasasNo ratings yet
- Analisis de Funciones-Funcion InversaDocument13 pagesAnalisis de Funciones-Funcion InversaFranklin Leonardo Màrquez GarcìaNo ratings yet
- Circuitos de RegistroDocument7 pagesCircuitos de RegistroRockjon SkrocNo ratings yet
- Herramientas de Ofimática 10-1Document4 pagesHerramientas de Ofimática 10-1maria fernanda sanchez paez100% (1)
- Eliminar El Historial Que Queda Aun Usando Modo IncognitoDocument3 pagesEliminar El Historial Que Queda Aun Usando Modo IncognitoallmcbeallNo ratings yet
- Ensayo Los Archivos y La Importancia en Su RoganizacionDocument2 pagesEnsayo Los Archivos y La Importancia en Su RoganizacionDanielle Richardson0% (1)
- Control y Análisis de La ProducciónDocument6 pagesControl y Análisis de La ProducciónGuillermo Vento RamírezNo ratings yet
- Función Map de Arduino en Scratch 2Document2 pagesFunción Map de Arduino en Scratch 2pierdonneNo ratings yet
- Método de voltajes de nodos: Práctica de circuitos eléctricosDocument3 pagesMétodo de voltajes de nodos: Práctica de circuitos eléctricosIsaud RodriguezNo ratings yet
- Instalación de AutoCAD 2015 en Windows 10 - SeburgiDocument8 pagesInstalación de AutoCAD 2015 en Windows 10 - Seburgicristianisrrael1No ratings yet
- Pert CPMDocument20 pagesPert CPMEdwin Viche100% (3)
- Historia dental clínicaDocument5 pagesHistoria dental clínicaSthephen CurryNo ratings yet
- Sistema de Ecuaciones No LinealesDocument9 pagesSistema de Ecuaciones No LinealesWanderley Kevin Alccaihuaman Quispe0% (1)
- Modelo Idealizado de CaltransDocument17 pagesModelo Idealizado de CaltransOscar OsKrNo ratings yet
- IA-012 Introducción A La InformáticaDocument5 pagesIA-012 Introducción A La InformáticaIsaac CotoNo ratings yet
- Asdrubal CV PDFDocument1 pageAsdrubal CV PDFAsdrubal Joel Luna ValenzuelaNo ratings yet
- Plan de Trabajo KevinDocument1 pagePlan de Trabajo KevinKevin Belman GonzalezNo ratings yet
- Examen CorelDocument4 pagesExamen CorelanilitaNo ratings yet