You might also like
- Drdiecast 2012marDocument1 pageDrdiecast 2012marsobheysaidNo ratings yet
- Metallurgy of KnivesDocument4 pagesMetallurgy of KnivesOliver AlfaroNo ratings yet
- Term Paper - 1 Flame HardeningDocument11 pagesTerm Paper - 1 Flame HardeningSiva PrasadNo ratings yet
- Tooling Materials&Heat TreatmentDocument13 pagesTooling Materials&Heat TreatmentVinod MadireddyNo ratings yet
- MaterialData - 14076 HDS H13Document2 pagesMaterialData - 14076 HDS H13Amol KulkarniNo ratings yet
- GN06 Post Weld Heat Treatment of Welded PDFDocument11 pagesGN06 Post Weld Heat Treatment of Welded PDFGregory FenwickNo ratings yet
- Gear Heat TreatmentDocument13 pagesGear Heat TreatmentvishalNo ratings yet
- Kulliyyah of Engineering: Heat TreatmentDocument15 pagesKulliyyah of Engineering: Heat TreatmentWafa ZullfakherNo ratings yet
- Residual Stress in SteelDocument14 pagesResidual Stress in SteelAhmed BdairNo ratings yet
- Spesifikasi AISI 4340Document3 pagesSpesifikasi AISI 4340Muh FarhanNo ratings yet
- Chapter 10 Thermal Processing of Metal AlloysDocument44 pagesChapter 10 Thermal Processing of Metal Alloyssyed izzuddin alhadyNo ratings yet
- Heat TreatmentDocument5 pagesHeat TreatmentLaxman GautamNo ratings yet
- Sol 11Document9 pagesSol 11AndyNo ratings yet
- Carburization of SteelDocument9 pagesCarburization of SteelRtr Ahmed Abidemi CertifiedNo ratings yet
- Introduction To Heat TreatmentDocument10 pagesIntroduction To Heat TreatmentAzhar AliNo ratings yet
- Back To Basics: Molten Metal ManagementDocument2 pagesBack To Basics: Molten Metal ManagementArgenis Emmanuel Rodriguez MarianoNo ratings yet
- SS 2018 Spring TheSchaeferGroup enDocument2 pagesSS 2018 Spring TheSchaeferGroup enArgenis Emmanuel Rodriguez MarianoNo ratings yet
- All About The Design of HeatsinksDocument40 pagesAll About The Design of Heatsinks조용규No ratings yet
- Shell and Plate Article Sept 2009 HCEDocument3 pagesShell and Plate Article Sept 2009 HCENgoVietCuongNo ratings yet
- Basic Points of P91Document4 pagesBasic Points of P91Asad Bin Ala Qatari100% (1)
- Interlloy 440C MartensiticDocument4 pagesInterlloy 440C MartensiticGuillaume BoyerNo ratings yet
- Heat TreatmentDocument4 pagesHeat TreatmentAshish BoraNo ratings yet
- Why Is Preheating NecessaryDocument3 pagesWhy Is Preheating NecessaryahmedNo ratings yet
- Strip Heater Technical CatalogueDocument8 pagesStrip Heater Technical CataloguechikoopandaNo ratings yet
- 174 PHDocument2 pages174 PHSuriyachai NiamsornNo ratings yet
- Heat Treatment of SteelsDocument6 pagesHeat Treatment of SteelsSrinivas LaishettyNo ratings yet
- Heat Treatments For Improving The Weldability and Formability of Udimet 700Document9 pagesHeat Treatments For Improving The Weldability and Formability of Udimet 700Enary SalernoNo ratings yet
- Post Weld Heat TreatmentDocument10 pagesPost Weld Heat Treatmentcristian291011No ratings yet
- HardenabilityDocument7 pagesHardenabilityZaidee AliasNo ratings yet
- Data 2 PDFDocument2 pagesData 2 PDFSalem GarrabNo ratings yet
- 410 Spec SheetDocument2 pages410 Spec SheetThomasJolyNo ratings yet
- Product Design Guide For ForgingDocument31 pagesProduct Design Guide For ForgingVikram Borkhediya100% (1)
- Max Kilnshell Temp PDFDocument8 pagesMax Kilnshell Temp PDFGiequatNo ratings yet
- Specification Sheet: Alloy 410: (UNS S41000) / W.Nr. 1.4006Document2 pagesSpecification Sheet: Alloy 410: (UNS S41000) / W.Nr. 1.4006Rahul KhoslaNo ratings yet
- Aluminium and Aluminium Alloys - Heat Treatment of Aluminium and Aluminium AlloysDocument3 pagesAluminium and Aluminium Alloys - Heat Treatment of Aluminium and Aluminium Alloysdshine2010No ratings yet
- 17 4PH Spec SheetDocument2 pages17 4PH Spec Sheettrong tan dongNo ratings yet
- PWHT, HT, Igc, MawpDocument40 pagesPWHT, HT, Igc, Mawpsachinshirnath100% (1)
- Manuale Saldatura WellerDocument0 pagesManuale Saldatura WellerTorero CamomilloNo ratings yet
- AISI 440 Martensit PDFDocument4 pagesAISI 440 Martensit PDFJimmyVargasNo ratings yet
- Effect of Process Parameters On Hot Machining of 17-7 PH Martensitic Stainless Using Oxy-Acetylene GasDocument25 pagesEffect of Process Parameters On Hot Machining of 17-7 PH Martensitic Stainless Using Oxy-Acetylene GasSurya TejaNo ratings yet
- Swedish College of Engineering and Technology Wah Cantt TaxilaDocument8 pagesSwedish College of Engineering and Technology Wah Cantt TaxilaM. RazaNo ratings yet
- 4418 DatasheetDocument5 pages4418 DatasheetwholenumberNo ratings yet
- Alloy 410s Spec SheetDocument2 pagesAlloy 410s Spec SheetALONSO GOMEZNo ratings yet
- HT and Non-HT AlloysDocument8 pagesHT and Non-HT AlloysfranzkurniawanNo ratings yet
- Hard Turning Report En8Document51 pagesHard Turning Report En8Muthu KumarNo ratings yet
- Barry Robinson SAFE Presentation 2Document22 pagesBarry Robinson SAFE Presentation 2mmairaalvarado90No ratings yet
- AsdkfmlsdkfmDocument8 pagesAsdkfmlsdkfmJohnNo ratings yet
- 4140HW Alloy Steel Technical DataDocument8 pages4140HW Alloy Steel Technical DatawinasharNo ratings yet
- EN26Document3 pagesEN26Moldoveanu TeodorNo ratings yet
- The Purpose of PreheatDocument6 pagesThe Purpose of PreheatSankar GaneshNo ratings yet
- Module 3-CUTTING TOOL MATERIALSDocument88 pagesModule 3-CUTTING TOOL MATERIALSsushilNo ratings yet
- Heat Treatments: PERFECT - HK - Creativity in FasteningDocument2 pagesHeat Treatments: PERFECT - HK - Creativity in Fasteningdivya2prabakarNo ratings yet
- Reflow SolderingDocument6 pagesReflow Solderingputut margandonoNo ratings yet
- Effect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45Document4 pagesEffect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45hpsingh0078No ratings yet
- Improve Energy Efficiency in Induction MeltingDocument13 pagesImprove Energy Efficiency in Induction MeltingAmit PathakNo ratings yet
- How To Determine The Best Heat Treatment For Your PartsDocument10 pagesHow To Determine The Best Heat Treatment For Your Partswilderness_666No ratings yet
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopFrom EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopRating: 4.5 out of 5 stars4.5/5 (2)
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Definition of IntelligenceDocument7 pagesDefinition of Intelligenceskyheighst1594184No ratings yet
- Management Lessons From 3 Idiots MovieDocument14 pagesManagement Lessons From 3 Idiots MoviesonarevankarNo ratings yet
- C Vvs TripodDocument3 pagesC Vvs Tripodskyheighst1594184No ratings yet
- EN24Document1 pageEN24skyheighst1594184No ratings yet
- Chemical Bonding ExerciseDocument6 pagesChemical Bonding Exerciseapi-386303659No ratings yet
- Standard Nail Size Table Chart and Nail TermsDocument4 pagesStandard Nail Size Table Chart and Nail TermsKarthic MannarNo ratings yet
- Piston / Inline Design General Characteristics: Flow Switch 1.1. Fluvamat MR-... GM/GKDocument2 pagesPiston / Inline Design General Characteristics: Flow Switch 1.1. Fluvamat MR-... GM/GKJavier AffifNo ratings yet
- Technical Review On Alumina InclusionDocument15 pagesTechnical Review On Alumina InclusionMubeenNo ratings yet
- The Welding Journal 1958 6Document161 pagesThe Welding Journal 1958 6Alexey100% (1)
- Geosynthetics Final PDFDocument34 pagesGeosynthetics Final PDFvinod choudhariNo ratings yet
- Cannabis ManufacturingDocument6 pagesCannabis ManufacturingSebastián RamirezNo ratings yet
- INDUSTRY GUIDE T48 Guide To Industrial Floors and Pavements Design Construction and Specification PDFDocument121 pagesINDUSTRY GUIDE T48 Guide To Industrial Floors and Pavements Design Construction and Specification PDFHeriberto Yau B100% (1)
- Em 2Document2 pagesEm 2Baugh Graphic DesignNo ratings yet
- AZEK Trim & Moulding Install GuideDocument12 pagesAZEK Trim & Moulding Install GuideCarlos CardenasNo ratings yet
- Hardened Concrete - Methods of Test: Indian StandardDocument16 pagesHardened Concrete - Methods of Test: Indian StandardjitendraNo ratings yet
- Colloids and SuspensionsDocument4 pagesColloids and SuspensionsJulius Macaballug100% (1)
- Unit Cost DerivationDocument46 pagesUnit Cost Derivationapi-197535980% (1)
- The Main Advantages of Secant Pile Walls AreDocument2 pagesThe Main Advantages of Secant Pile Walls Aredwarika2006No ratings yet
- Aeroshell Fluid 41: Main Applications Specifications, Approvals & RecommendationsDocument2 pagesAeroshell Fluid 41: Main Applications Specifications, Approvals & Recommendationsabdul rehmanNo ratings yet
- Cbse Sample Papers For Class 11 Chemistry Download PDFDocument4 pagesCbse Sample Papers For Class 11 Chemistry Download PDFPIPARIYANo ratings yet
- CBSE Class 12 Chemistry Quick Revision Notes Co-Ordination CompoundsDocument8 pagesCBSE Class 12 Chemistry Quick Revision Notes Co-Ordination CompoundsAbid waniNo ratings yet
- G B Veeresh Kumar, P S Shivakumar Gouda, R Pramod, CspraoDocument6 pagesG B Veeresh Kumar, P S Shivakumar Gouda, R Pramod, CspraoShivu RajNo ratings yet
- 4.2 Bonding, Structure and The Properties of MatterDocument6 pages4.2 Bonding, Structure and The Properties of MatterEashwar RajakumarNo ratings yet
- Lot No. 2: Garryson (Stellram) All Solid Carbide Drills, Cutters, Reamers All European Manufacture Description Make QtyDocument5 pagesLot No. 2: Garryson (Stellram) All Solid Carbide Drills, Cutters, Reamers All European Manufacture Description Make QtykhalidNo ratings yet
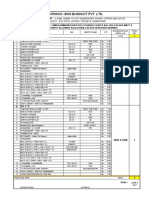
- Entraco-Bks Busduct Pvt. LTD.: Packing List ForDocument1 pageEntraco-Bks Busduct Pvt. LTD.: Packing List ForsubhajiyroyNo ratings yet
- DWR 03-23Document1 pageDWR 03-23Nicon Famarin FameronagNo ratings yet
- Hot Dip Galvanizing Design ConsiderationsDocument22 pagesHot Dip Galvanizing Design Considerationsabhi_akNo ratings yet
- Gujarat Technological Univercity: C.K. Pithawala College of Engineering & TechnologyDocument17 pagesGujarat Technological Univercity: C.K. Pithawala College of Engineering & TechnologyParth AnajwalaNo ratings yet
- 10.betonske Konstrukcije - Prvi Deo - 8 PDFDocument4 pages10.betonske Konstrukcije - Prvi Deo - 8 PDFIvan JovanovicNo ratings yet
- About Dissimilar MetalsDocument1 pageAbout Dissimilar MetalsIsabel Christina Gonzalez MoralesNo ratings yet
- Dental Materials (Review Center)Document11 pagesDental Materials (Review Center)yellow rangerNo ratings yet
- Effect of Recast Layer Thickness On The Mechanical Characteristics of INCONEL 718 Machined by Spark EDM ProcessDocument7 pagesEffect of Recast Layer Thickness On The Mechanical Characteristics of INCONEL 718 Machined by Spark EDM Processhasib_07No ratings yet
- Chapter 15 (Acid and Bases)Document46 pagesChapter 15 (Acid and Bases)aliefyan4769No ratings yet
- OintmentDocument12 pagesOintmentErfaneh FNNo ratings yet