You might also like
- PunjabDocument113 pagesPunjabali raza100% (1)
- Bolt Tightening ProcedureDocument6 pagesBolt Tightening Procedureal arabiNo ratings yet
- Jis G3444Document12 pagesJis G3444yapsguanNo ratings yet
- Radiographic Test ProcedureDocument10 pagesRadiographic Test ProcedureNoor A AlamNo ratings yet
- D.P.transmitter Spriano 47B ManualDocument22 pagesD.P.transmitter Spriano 47B ManualBruno100% (1)
- Doha North Sewerage Treatment & Associated WorksDocument67 pagesDoha North Sewerage Treatment & Associated WorksLito MendozaNo ratings yet
- Welding ScheduleDocument9 pagesWelding ScheduleAshwani DograNo ratings yet
- EGPM-10-DAS-MOV-ISO-01 - Datasheet For MOV IsolatorDocument4 pagesEGPM-10-DAS-MOV-ISO-01 - Datasheet For MOV IsolatordrkongalaNo ratings yet
- QAPDocument31 pagesQAPlohitha100% (1)
- 'Field Instrument List For Wagon Tippler PackagDocument5 pages'Field Instrument List For Wagon Tippler PackagAnandharaj .K0% (1)
- JIS Seamless PipeDocument8 pagesJIS Seamless PipeJay PanalanginNo ratings yet
- Aisi 4130Document2 pagesAisi 4130Ravi Chaitanya VelamarthyNo ratings yet
- Local Experience of Micro Hydro Tech PDFDocument179 pagesLocal Experience of Micro Hydro Tech PDFjulianNo ratings yet
- Design, Engineering and Installation Manual FOR Permanent Cathodic Protection System FOR Underground PipelineDocument48 pagesDesign, Engineering and Installation Manual FOR Permanent Cathodic Protection System FOR Underground PipelinemeratiNo ratings yet
- Power Point Fiber Optic Distributed Strain and Temperature SensorsDocument63 pagesPower Point Fiber Optic Distributed Strain and Temperature SensorsjovinosubidoNo ratings yet
- Asme Section II A Sa-423 Sa-423mDocument6 pagesAsme Section II A Sa-423 Sa-423mAnonymous GhPzn1xNo ratings yet
- Flange DesignDocument45 pagesFlange Design7761430100% (1)
- Is 5624Document9 pagesIs 5624jselwyn1980No ratings yet
- Z Qualities Z TestingDocument1 pageZ Qualities Z TestingTaesik KimNo ratings yet
- WPS - 017Document12 pagesWPS - 017MAT-LIONNo ratings yet
- 50.0m GUYED Tower-TA-ZRI681 - A-040811-ADocument105 pages50.0m GUYED Tower-TA-ZRI681 - A-040811-Aredflex9001889No ratings yet
- BELP-SPBEL-MS-EDS-F005-Rev 0 Data Sheet Instrument Air Receiver (LMU-V-14012) (Replace)Document5 pagesBELP-SPBEL-MS-EDS-F005-Rev 0 Data Sheet Instrument Air Receiver (LMU-V-14012) (Replace)Tegar Arief PratamaNo ratings yet
- CHG 55B2Document1 pageCHG 55B2Nhien ManNo ratings yet
- Cable TrayDocument5 pagesCable Traykxalxo7637No ratings yet
- Code of Practice For Selection, Laying of Moist Fuel Gas Lines IPSS:1-06-014-17Document11 pagesCode of Practice For Selection, Laying of Moist Fuel Gas Lines IPSS:1-06-014-17Sarbendu PaulNo ratings yet
- ThyssenDocument0 pagesThyssenAbbas RizviNo ratings yet
- 493-J1-005-PE-MTO-0001 Piping MTODocument9 pages493-J1-005-PE-MTO-0001 Piping MTOThiên KhánhNo ratings yet
- Principal of DPTDocument5 pagesPrincipal of DPTAkshith SulliaNo ratings yet
- D Pi 175Document2 pagesD Pi 175reza329329No ratings yet
- WpsDocument2 pagesWpsjsmargate100% (1)
- (509869149) Leak DetectionDocument12 pages(509869149) Leak Detectionsathish_iyengarNo ratings yet
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- 17 Samss 004Document87 pages17 Samss 004Eagle SpiritNo ratings yet
- Hyundai Pipe CatalogueDocument36 pagesHyundai Pipe Cataloguefelram100% (2)
- NEK 606 CableDocument1 pageNEK 606 CableRhomadona DasopangNo ratings yet
- Cathodic Protection BOMDocument4 pagesCathodic Protection BOManonymous542No ratings yet
- DNV Structural OS C201Document78 pagesDNV Structural OS C201nse mcxNo ratings yet
- ASME PTC19.3 TW-2010 Thermowell Design Standard: © Abb Month DD, YYYY - Slide 1Document23 pagesASME PTC19.3 TW-2010 Thermowell Design Standard: © Abb Month DD, YYYY - Slide 1John PaulNo ratings yet
- NDT of PipingDocument1 pageNDT of PipingVu Tung LinhNo ratings yet
- Belt Conveyor Draw FinishDocument1 pageBelt Conveyor Draw FinishRizki FauziNo ratings yet
- CJP & PJP WeldsDocument3 pagesCJP & PJP WeldsL095244No ratings yet
- E1e-016 JFE SAWL PIPEDocument20 pagesE1e-016 JFE SAWL PIPEMassimoSalaNo ratings yet
- MSA Ball Valves PDFDocument24 pagesMSA Ball Valves PDFLuka Borna100% (1)
- Conduit Installation GuideDocument10 pagesConduit Installation GuidelaxmandohanNo ratings yet
- List of Standard (Electrical)Document5 pagesList of Standard (Electrical)Gaurav KumarNo ratings yet
- Laser-Hybrid WeldingDocument2 pagesLaser-Hybrid WeldingVysakh VasudevanNo ratings yet
- GSW-NG01017640-GEN-LA7303-00002 - Material Requisition For Pig Launcher and Receiver - D01Document22 pagesGSW-NG01017640-GEN-LA7303-00002 - Material Requisition For Pig Launcher and Receiver - D01Nnamdi Umezuruike100% (1)
- Control Cables SpecDocument15 pagesControl Cables SpecnatbalNo ratings yet
- (NATO ASI Series 258) Sadik Kakaç (Auth.), S. Kakaç, H. Yüncü, K. Hijikata (Eds.) - Cooling of Electronic Systems (1994, Springer Netherlands) PDFDocument952 pages(NATO ASI Series 258) Sadik Kakaç (Auth.), S. Kakaç, H. Yüncü, K. Hijikata (Eds.) - Cooling of Electronic Systems (1994, Springer Netherlands) PDFMilan VachhaniNo ratings yet
- A Presentation ON Vocational Training: Sandeep Pradhan 3203810039Document22 pagesA Presentation ON Vocational Training: Sandeep Pradhan 3203810039Rahul PandeyNo ratings yet
- Ld#2 OverviewDocument7 pagesLd#2 Overviewsatish_trivedi100% (1)
- En 43400Document2 pagesEn 43400shivendrakumarNo ratings yet
- Term Paper Mec 208Document20 pagesTerm Paper Mec 208lksingh1987No ratings yet
- Pipesteel API 5l x80Document52 pagesPipesteel API 5l x80Vera Yulia RachmawatyNo ratings yet
- Home About Us Products Quality Control Representation Useful Links Contact UsDocument5 pagesHome About Us Products Quality Control Representation Useful Links Contact Ustushak mNo ratings yet
- Antifriction AlloysDocument5 pagesAntifriction AlloysMădălina ConstantinescuNo ratings yet
- P92 Paper IIW Conference GrazDocument13 pagesP92 Paper IIW Conference GrazzhangxingzydNo ratings yet
- BSPDocument50 pagesBSPRahul PandeyNo ratings yet
- Development of Ti-Nb Microalloyed HSLA and UHSS On A Thin-Slab Casting and Rolling MillDocument8 pagesDevelopment of Ti-Nb Microalloyed HSLA and UHSS On A Thin-Slab Casting and Rolling MillJJNo ratings yet
- P91 MaterialDocument15 pagesP91 MaterialelrajilNo ratings yet
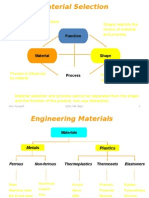
- Function: Process Is Influenced by MaterialDocument3 pagesFunction: Process Is Influenced by MaterialVishal HirdeNo ratings yet
- Function: Process Is Influenced by MaterialDocument3 pagesFunction: Process Is Influenced by MaterialVishal HirdeNo ratings yet
- Course FeesDocument4 pagesCourse FeesVishal HirdeNo ratings yet
- Course FeesDocument4 pagesCourse FeesVishal HirdeNo ratings yet
- Is 1239 Part 1-2004 Mild Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationDocument12 pagesIs 1239 Part 1-2004 Mild Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationSaravanan KcNo ratings yet
- Continuous Casting: Continuous Casting, Also Called Strand Casting, Is The Process WherebyDocument8 pagesContinuous Casting: Continuous Casting, Also Called Strand Casting, Is The Process Wherebysurendra ratreNo ratings yet
- Qatar Steel Brochure PDFDocument56 pagesQatar Steel Brochure PDFNikhil Mathew100% (1)
- Technical Review On Alumina InclusionDocument15 pagesTechnical Review On Alumina InclusionMubeenNo ratings yet
- 5960 - BSL SMS I - FR RDocument127 pages5960 - BSL SMS I - FR RprateekNo ratings yet
- 1307078105903-TSC - 81-RBOrders FinalDocument100 pages1307078105903-TSC - 81-RBOrders FinalSatish DmNo ratings yet
- Container - Steel Packaging - Tinplate Production Process - SMDI - Steel Market Development InstituteDocument2 pagesContainer - Steel Packaging - Tinplate Production Process - SMDI - Steel Market Development InstituteProf C.S.PurushothamanNo ratings yet
- NageshwarDocument104 pagesNageshwarAshish JhaNo ratings yet
- Electromagnetic Stirring in Continuous Casting ProcessDocument4 pagesElectromagnetic Stirring in Continuous Casting ProcessJose Marval RodriguezNo ratings yet
- Sms ProcessDocument7 pagesSms ProcessAnonymous p4GdtQpNo ratings yet
- AWWA M11 Steel Pipe - A Guide For Design and InstallationDocument301 pagesAWWA M11 Steel Pipe - A Guide For Design and InstallationLuis Daniel100% (1)
- Chapter-3: Profile of Visakhapatnam Steel PlantDocument18 pagesChapter-3: Profile of Visakhapatnam Steel PlantrajuNo ratings yet
- Nozzles and Solutions For Continuous Casting of Steel An OverviewDocument48 pagesNozzles and Solutions For Continuous Casting of Steel An Overviewahmed ebraheemNo ratings yet
- KurashikiDocument2 pagesKurashikidiyan tahsenNo ratings yet
- Surfacing Caster RollersDocument3 pagesSurfacing Caster Rollersdneprmt1No ratings yet
- Casting Powders KemproDocument12 pagesCasting Powders KemproBhoomaiah SunkenapalliNo ratings yet
- Materials 08 03562Document22 pagesMaterials 08 03562Canny EngineerNo ratings yet
- Used WertliDocument7 pagesUsed WertliGirish PillayNo ratings yet
- EXE205Document17 pagesEXE205TRần Xuân BáchNo ratings yet
- Steelmaking PDFDocument228 pagesSteelmaking PDFVicbeau3No ratings yet
- CH 7-Methods of CastingDocument44 pagesCH 7-Methods of CastingGosaye DesalegnNo ratings yet
- Metallurgical Process Simulation and Optimization: Qing Liu and Jiangshan ZhangDocument322 pagesMetallurgical Process Simulation and Optimization: Qing Liu and Jiangshan ZhangIdan FriedbergNo ratings yet
- Wa0002.Document24 pagesWa0002.Aveeraj singh maanNo ratings yet
- Superheat Sujay Steel GripDocument9 pagesSuperheat Sujay Steel Gripdebjit123No ratings yet
- LI Et All EMBR Thin Slab SENDocument6 pagesLI Et All EMBR Thin Slab SENpricks_kerNo ratings yet
- MEE 511 (Metallurgy)Document21 pagesMEE 511 (Metallurgy)Gabriel UdokangNo ratings yet
- RSP ReportDocument26 pagesRSP ReportSwastik MohapatraNo ratings yet
- Zero Defect Strategy Download 17-11-09Document9 pagesZero Defect Strategy Download 17-11-09Jagadeesh NandamNo ratings yet
- Da News 143Document44 pagesDa News 143Alexander SirykNo ratings yet
- Rautomead CC PDFDocument13 pagesRautomead CC PDFDayanand SharmaNo ratings yet
- Gambella University: Department of Civil Engineering Construction Material Chapter SixDocument35 pagesGambella University: Department of Civil Engineering Construction Material Chapter SixGetahun TadesseNo ratings yet