You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- McDonnell Douglas DC-10 Flight Crew Operating ManualDocument68 pagesMcDonnell Douglas DC-10 Flight Crew Operating ManualTamás Varga100% (4)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- INNOVAIR VM Blutec Condenser Service Manual 2nd GenDocument46 pagesINNOVAIR VM Blutec Condenser Service Manual 2nd GenEdgard Martin Mejia Solano100% (1)
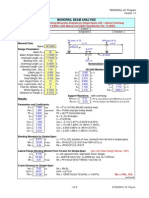
- MonorailDocument3 pagesMonorailHelard AlvarezNo ratings yet
- Technical Evaluation Overhead CranesDocument4 pagesTechnical Evaluation Overhead CranesHelard AlvarezNo ratings yet
- AUTOSAR Specification of CAN Driver Ver 4.0.0 PDFDocument101 pagesAUTOSAR Specification of CAN Driver Ver 4.0.0 PDFJoshwa2elNo ratings yet
- Asiatech Development & Builders (Adb) Corporation: Concrete Pouring ChecklistDocument1 pageAsiatech Development & Builders (Adb) Corporation: Concrete Pouring ChecklistGenevieve GayosoNo ratings yet
- Thorn Technical Handbook PDFDocument252 pagesThorn Technical Handbook PDFAlvaro GonzalezNo ratings yet
- SRG Tower The Structural Challenges of One of The Worlds Slenderest Residential TowersDocument38 pagesSRG Tower The Structural Challenges of One of The Worlds Slenderest Residential TowersDarshan NakawalaNo ratings yet
- Viga Testera DEMAGDocument56 pagesViga Testera DEMAGHelard AlvarezNo ratings yet
- Trinidad Barangay Evaluation Criteria & ConsolidationDocument14 pagesTrinidad Barangay Evaluation Criteria & Consolidationapi-19750334No ratings yet
- Prefab Shelter BrochureDocument6 pagesPrefab Shelter BrochurepradeepqNo ratings yet
- Engineering drawing layout guideDocument1 pageEngineering drawing layout guideHelard AlvarezNo ratings yet
- Viga Testera DEMAG PDFDocument20 pagesViga Testera DEMAG PDFHelard AlvarezNo ratings yet
- Cisterna ModelDocument1 pageCisterna ModelHelard AlvarezNo ratings yet
- Eje Con DiagramasDocument13 pagesEje Con DiagramasHelard AlvarezNo ratings yet
- Weldsheet SolutionDocument1 pageWeldsheet SolutionHelard AlvarezNo ratings yet
- Crane Beam ExampleDocument1 pageCrane Beam ExampleHelard AlvarezNo ratings yet
- Ensamble de PoleaDocument1 pageEnsamble de PoleaHelard AlvarezNo ratings yet
- Porta RodamientoDocument1 pagePorta RodamientoHelard AlvarezNo ratings yet
- Vistas AuxiliaresDocument1 pageVistas AuxiliaresHelard AlvarezNo ratings yet
- Vol 56 No 03 - Shaft and Hub Keyway and Key SizesDocument4 pagesVol 56 No 03 - Shaft and Hub Keyway and Key SizesramsesluNo ratings yet
- Anillo Truarc N5000 SeriesDocument7 pagesAnillo Truarc N5000 Seriescapellini2010No ratings yet
- Para VistasDocument1 pagePara VistasHelard AlvarezNo ratings yet
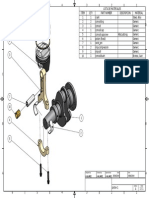
- Piston 1Document1 pagePiston 1Helard AlvarezNo ratings yet
- Capstone Project Requirements Definition GuideDocument2 pagesCapstone Project Requirements Definition GuideHelard AlvarezNo ratings yet
- EGR 280 - Mechanics Problem Set 1: Ans: R = 393 lb, θ = 353°Document2 pagesEGR 280 - Mechanics Problem Set 1: Ans: R = 393 lb, θ = 353°Helard AlvarezNo ratings yet
- Eriez SEMag BrochureDocument6 pagesEriez SEMag BrochureadiscribdNo ratings yet
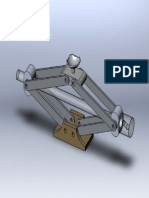
- Car Jack ModeloDocument1 pageCar Jack ModeloHelard AlvarezNo ratings yet
- Work Inspection RequestDocument1 pageWork Inspection RequestMohammed JavidNo ratings yet
- Wallace TreeDocument9 pagesWallace TreeS Vasu KrishnaNo ratings yet
- Properties and Production Methods of Foam ConcreteDocument29 pagesProperties and Production Methods of Foam Concretegonzalez_m_aNo ratings yet
- Bajo Su Sombra The Narration and Recept PDFDocument354 pagesBajo Su Sombra The Narration and Recept PDFDayami Abella PadronNo ratings yet
- Dry Lintel ArchDocument80 pagesDry Lintel ArchGunjan UttamchandaniNo ratings yet
- Encore ENH908-NWYv3 ManualDocument6 pagesEncore ENH908-NWYv3 ManualMarceloPeresNo ratings yet
- 20NiMo9-7 - Liga MetálicaDocument4 pages20NiMo9-7 - Liga MetálicalutherblackNo ratings yet
- The Rheingold Docs On PE ExecutablesDocument38 pagesThe Rheingold Docs On PE ExecutablesfurzraucherNo ratings yet
- Gradle VM Options Android StudioDocument3 pagesGradle VM Options Android StudioJoseNo ratings yet
- Contoh CV PDFDocument1 pageContoh CV PDFFaiz Ivan DharmawanNo ratings yet
- 4 AEGEA Camillas PDFDocument32 pages4 AEGEA Camillas PDFjavier jimenezNo ratings yet
- Ground Floor DimensionsDocument1 pageGround Floor DimensionsMEMES HOUSENo ratings yet
- EOC-5610 v1.3.1 Change LogDocument7 pagesEOC-5610 v1.3.1 Change LogIbrahin AlonsoNo ratings yet
- Single Argument, Which Is An Array of Two Integers. FD (0) Is Set Up For Reading, FD (1) Is Set Up For WritingDocument7 pagesSingle Argument, Which Is An Array of Two Integers. FD (0) Is Set Up For Reading, FD (1) Is Set Up For Writinganiket sriwastvaNo ratings yet
- GE Lighting Systems Decashield Series Spec Sheet 1-76Document2 pagesGE Lighting Systems Decashield Series Spec Sheet 1-76Alan MastersNo ratings yet
- AP Art History - Unit 4Document5 pagesAP Art History - Unit 4Molly MintonNo ratings yet
- Alvar Aalto A Life's WorkDocument10 pagesAlvar Aalto A Life's WorkSanyung LeeNo ratings yet
- HURRAY Henie 3.10Document19 pagesHURRAY Henie 3.10Henie GallyNo ratings yet
- ACO Balcony and Terrace Drainage PDFDocument16 pagesACO Balcony and Terrace Drainage PDFValiNo ratings yet
- Sample Skills ExamDocument6 pagesSample Skills ExamAnkit PatelNo ratings yet
- MUFundamentals4.1 SetupDocument6 pagesMUFundamentals4.1 SetupDoru VadkNo ratings yet