You might also like
- CFR21 Part 11 Requirements for Electronic Records and SignaturesDocument28 pagesCFR21 Part 11 Requirements for Electronic Records and SignaturesstephuprNo ratings yet
- Ilovepdf Merged PDFDocument25 pagesIlovepdf Merged PDFSf BztprkNo ratings yet
- All GMP Regulations, Guidelines and Q&A Updates of 2021Document21 pagesAll GMP Regulations, Guidelines and Q&A Updates of 2021maheedhar231gmailcomNo ratings yet
- Change ControlDocument62 pagesChange ControlshivanagiriNo ratings yet
- Validating R - PharmaSUG-2018-SI13Document10 pagesValidating R - PharmaSUG-2018-SI13Zaphod BeeblebroxNo ratings yet
- Session 14 Train Personnel On CSV and Data Integrity ComplianceDocument36 pagesSession 14 Train Personnel On CSV and Data Integrity ComplianceAl RammohanNo ratings yet
- Standard Operating Procedure (SOP) : Meta-Xceed, Inc. September 17, 2002Document23 pagesStandard Operating Procedure (SOP) : Meta-Xceed, Inc. September 17, 2002Ramakrishna.SNo ratings yet
- Guidelines On Validation - Appendix 5 2Document1 pageGuidelines On Validation - Appendix 5 2nagarajs50No ratings yet
- Issuance of DocumentsDocument2 pagesIssuance of DocumentsAshok KumarNo ratings yet
- A-Mab Case Study Version 2-1Document278 pagesA-Mab Case Study Version 2-1Davion Stewart100% (1)
- EMA Work Instruction For Trackwise PDFDocument8 pagesEMA Work Instruction For Trackwise PDFantonygamalpharmaNo ratings yet
- Barclay Brown - A NEW PARADIGM INTEGRATING BUSINESS MODELING AND USE CASE MODELING 4-18-2015 PDFDocument227 pagesBarclay Brown - A NEW PARADIGM INTEGRATING BUSINESS MODELING AND USE CASE MODELING 4-18-2015 PDFMiguel AugustoNo ratings yet
- Temperature Mapping Protocol: Lincoln Parenteral LTDDocument7 pagesTemperature Mapping Protocol: Lincoln Parenteral LTDRajender SinghNo ratings yet
- 10 Validation Verification ReassessmentDocument56 pages10 Validation Verification Reassessmentahmadgalal74No ratings yet
- Requirement Traceability Matrix for Lab SystemsDocument4 pagesRequirement Traceability Matrix for Lab Systemsmkm969No ratings yet
- DELIVERYDocument2 pagesDELIVERYBrayan Calcina BellotNo ratings yet
- 63 Leak TesterDocument6 pages63 Leak Testersystacare remediesNo ratings yet
- Versatile Hospital SterilizerDocument8 pagesVersatile Hospital Sterilizermohd shuib abd rahmanNo ratings yet
- Master Planning ImplementationDocument36 pagesMaster Planning Implementationarenaali456100% (1)
- Contact and skills summary for a drug safety professionalDocument5 pagesContact and skills summary for a drug safety professionalAbhinav Gaddam100% (1)
- Riddhi Pharma Machinery LTDDocument4 pagesRiddhi Pharma Machinery LTDNeeraj MishraNo ratings yet
- GMPAnnex 11 ChecklistDocument11 pagesGMPAnnex 11 Checklistosamakamel1No ratings yet
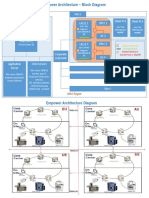
- Empower ArchitectureDocument2 pagesEmpower ArchitecturePinaki ChakrabortyNo ratings yet
- URS Contents: Blank TemplateDocument11 pagesURS Contents: Blank TemplateBREWSKI100% (1)
- Jordi Botet - Good Quality Practice (GQP) in Pharmaceutical Manufacturing - A Handbook-Bentham Science Publishers (2015)Document504 pagesJordi Botet - Good Quality Practice (GQP) in Pharmaceutical Manufacturing - A Handbook-Bentham Science Publishers (2015)HamidNo ratings yet
- 2 Protocol For Procurement PDFDocument8 pages2 Protocol For Procurement PDFChala DabalaNo ratings yet
- Sample FAT ProtocolDocument6 pagesSample FAT ProtocolMatej Petric0% (1)
- Sop For Analytical Method ValidationDocument3 pagesSop For Analytical Method ValidationDolly BijaniNo ratings yet
- Smart Lab E BookDocument24 pagesSmart Lab E BookNaveed MubarikNo ratings yet
- SAP R/3 Functional Specification for Report DevelopmentDocument13 pagesSAP R/3 Functional Specification for Report DevelopmentSantosh BeheraNo ratings yet
- Variant Configuration Basics - 40 CharactersDocument3 pagesVariant Configuration Basics - 40 Charactersnithinb_kumar65No ratings yet
- Oracle RCD Document 12.1.1 To 12.1.3Document117 pagesOracle RCD Document 12.1.1 To 12.1.3Sameer KulkarniNo ratings yet
- Planning of Production Logistics Systems - KOALM327 - Final ExamDocument19 pagesPlanning of Production Logistics Systems - KOALM327 - Final ExamAna Paula CarvalhoNo ratings yet
- Compiling Usa y FdaDocument36 pagesCompiling Usa y FdaCarlos TservicesNo ratings yet
- Sanofi Application Strategy Framework DraftDocument16 pagesSanofi Application Strategy Framework DraftfzNo ratings yet
- Investment Trends in Single Use SystemsDocument9 pagesInvestment Trends in Single Use SystemsCampaign MediaNo ratings yet
- ECA Virtual IT Systems in A GXP EnvironmentDocument4 pagesECA Virtual IT Systems in A GXP EnvironmentHemant GoswamiNo ratings yet
- E M HW4v3 A2 001 - 10Document25 pagesE M HW4v3 A2 001 - 10hsingnan.instrumentNo ratings yet
- SRS (Software Requirements Specification) SCLIMSDocument17 pagesSRS (Software Requirements Specification) SCLIMSMelvin Espuerta LotocNo ratings yet
- Temperature Mapping For FG StoreDocument19 pagesTemperature Mapping For FG Storemehrdarou.qaNo ratings yet
- Distribution System of Square PharmaceuticalsDocument23 pagesDistribution System of Square PharmaceuticalsShazidNo ratings yet
- ERP+Upgrade+Pre Qualification+Questionnaire+V1+Feb+2010Document4 pagesERP+Upgrade+Pre Qualification+Questionnaire+V1+Feb+2010hwidjaja88No ratings yet
- LIMS For Lasers 2015 User ManualDocument188 pagesLIMS For Lasers 2015 User Manualcharles_0814No ratings yet
- Zest Pharma Internship ReportDocument23 pagesZest Pharma Internship ReportAnvi JainNo ratings yet
- Process Validation - Pharma IndustryDocument26 pagesProcess Validation - Pharma IndustryCarolina LuziaNo ratings yet
- Protocol PQDX 241 v4 Capillary BloodDocument18 pagesProtocol PQDX 241 v4 Capillary Bloodludi100% (1)
- Evaluating An ERP For Pharmaceutical Industry: Make Sure That These 11 Questions Are AnsweredDocument2 pagesEvaluating An ERP For Pharmaceutical Industry: Make Sure That These 11 Questions Are Answerednilay1965No ratings yet
- Excipient Master File GuideDocument30 pagesExcipient Master File GuideVanna Alyssa YuNo ratings yet
- Annexure-2 Market Complaint FormDocument2 pagesAnnexure-2 Market Complaint FormSagar ChavanNo ratings yet
- SOP For HPLC Shimadzu LabSolutionsDocument6 pagesSOP For HPLC Shimadzu LabSolutionsfawaz khalilNo ratings yet
- Change Control Report: X Pharmaceutical Manufacturing Company Quality Assurance Department Ref. SOP No.: Sop-XxxDocument7 pagesChange Control Report: X Pharmaceutical Manufacturing Company Quality Assurance Department Ref. SOP No.: Sop-Xxxrouss1906No ratings yet
- 19 - User Roles and Privileges in LC-MS (Labsolutions)Document11 pages19 - User Roles and Privileges in LC-MS (Labsolutions)Dayanidhi dayaNo ratings yet
- 2260v7 - Laboratory NotebooksDocument5 pages2260v7 - Laboratory Notebooksmjamil0995No ratings yet
- Mean Kinetic Temperature (MKT) in Stability Studies - Pharmaceutical GuidelinesDocument1 pageMean Kinetic Temperature (MKT) in Stability Studies - Pharmaceutical Guidelinesitung23No ratings yet
- Calculating Maximum Allowable Carryover (MAC) For Cleaning ValidationDocument3 pagesCalculating Maximum Allowable Carryover (MAC) For Cleaning ValidationPatricia Joyce Malabanan SunglaoNo ratings yet
- OPERATION QUALIFICATION PROTOCOL FOR AIR HANDLING UNIT - Pharmaceutical GuidanceDocument15 pagesOPERATION QUALIFICATION PROTOCOL FOR AIR HANDLING UNIT - Pharmaceutical GuidanceMohamad IsmailNo ratings yet
- Wayahead System ValidationDocument41 pagesWayahead System Validationpate malabananNo ratings yet
- Analysis within the Systems Development Life-Cycle: Book 3 Activity Analysis — The DeliverablesFrom EverandAnalysis within the Systems Development Life-Cycle: Book 3 Activity Analysis — The DeliverablesNo ratings yet
- PEMRA - Regulating The Carriage and Placement FeeDocument16 pagesPEMRA - Regulating The Carriage and Placement FeeHammadSaleem100% (1)
- PEMRA Rules 2009 PDFDocument34 pagesPEMRA Rules 2009 PDFHammadSaleem100% (1)
- Coenzyme Q10 - University of Maryland Medical CenterDocument7 pagesCoenzyme Q10 - University of Maryland Medical CenterHammadSaleemNo ratings yet
- Compitator AnalysisDocument1 pageCompitator AnalysisHammadSaleemNo ratings yet
- Assignment 4Document1 pageAssignment 4HammadSaleemNo ratings yet
- Health CareDocument14 pagesHealth CareHammadSaleemNo ratings yet
- PoetryDocument1 pagePoetryHammadSaleemNo ratings yet
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Agriculture: Table 2.1: Historical Growth Performance Agriculture Growth Years PercentDocument44 pagesAgriculture: Table 2.1: Historical Growth Performance Agriculture Growth Years Percentsecretive_boyNo ratings yet
- Abhinav Kumar Vulisha MBBS Pulmonologist ResumeDocument6 pagesAbhinav Kumar Vulisha MBBS Pulmonologist ResumeHruday RaajNo ratings yet
- PharmacologyDocument27 pagesPharmacologyGursimran SinghNo ratings yet
- Drug Management System (Synopsis)Document10 pagesDrug Management System (Synopsis)sanjaykumarguptaaNo ratings yet
- History of Biostatistics: Correspondence ToDocument5 pagesHistory of Biostatistics: Correspondence ToHenrique MartinsNo ratings yet
- GSK's Human Subject Research PolicyDocument10 pagesGSK's Human Subject Research PolicyouñateNo ratings yet
- Drug Discovery and DevelompentDocument15 pagesDrug Discovery and DevelompentAkshita100% (1)
- Muscarinic Cholinergic Receptor Agonist and Peripheral Antagonist For Schizophrenia (2021)Document10 pagesMuscarinic Cholinergic Receptor Agonist and Peripheral Antagonist For Schizophrenia (2021)ShadeLRKNo ratings yet
- Collaboration Multiplier ToolDocument20 pagesCollaboration Multiplier ToolsofiabloemNo ratings yet
- Phyto Pharmaco VigilanceDocument46 pagesPhyto Pharmaco VigilanceHarish Kakrani0% (1)
- Covid 19 TrialsDocument533 pagesCovid 19 TrialsdapsiduNo ratings yet
- Producing Clinical Laboratory Shift Tables From Adam Data: Rao Bingi, Octagon Research Solutions, Wayne, PADocument12 pagesProducing Clinical Laboratory Shift Tables From Adam Data: Rao Bingi, Octagon Research Solutions, Wayne, PAlenithNo ratings yet
- Announcements 06Document13 pagesAnnouncements 06Jagannadha Rao PeelaNo ratings yet
- GLP-GMP-GCP Quality System in Pharma R&DDocument29 pagesGLP-GMP-GCP Quality System in Pharma R&DmghaffarzadehNo ratings yet
- Case Study 6 - J&J and Dow CorningDocument3 pagesCase Study 6 - J&J and Dow CorningAmanie OthmanNo ratings yet
- Research Ethics Ethics in Clinical Research': Dr. Meita Dwi Utami, MSCDocument43 pagesResearch Ethics Ethics in Clinical Research': Dr. Meita Dwi Utami, MSCHananti AhhadiyahNo ratings yet
- Angle Orthod. 2016 86 4 625-30Document6 pagesAngle Orthod. 2016 86 4 625-30brookortontiaNo ratings yet
- Annex 3 TRS 1011Document99 pagesAnnex 3 TRS 1011Anonymous RuVgQLNo ratings yet
- European Guidelines Acne TreatmentDocument29 pagesEuropean Guidelines Acne TreatmentLeonardus LeonardusNo ratings yet
- Dr. Homi Bhabha Balvaidnyanik Exam 2019: Structure of The CompetitionDocument2 pagesDr. Homi Bhabha Balvaidnyanik Exam 2019: Structure of The CompetitionMaths TricksNo ratings yet
- Stability Study of VaccinesDocument13 pagesStability Study of VaccinesHumzaMasoomNo ratings yet
- Chapter 3Document28 pagesChapter 3SISNo ratings yet
- Magnets and Pain ProjectDocument6 pagesMagnets and Pain Projectapi-31712503650% (2)
- Ciplamed - Montair LC & Montair LC Kid DT - Syrup - 2018-03-20Document11 pagesCiplamed - Montair LC & Montair LC Kid DT - Syrup - 2018-03-20anon_458167643100% (1)
- Pfizer-Biontech COVID-19 Vaccine Briefing DocumentDocument92 pagesPfizer-Biontech COVID-19 Vaccine Briefing DocumentDavid CaplanNo ratings yet
- Biostatistics 1Document22 pagesBiostatistics 1Doctor SalameNo ratings yet
- The NDAC (Analgesics, Anesthetics and Rheumatology)Document30 pagesThe NDAC (Analgesics, Anesthetics and Rheumatology)Dipak RussiaNo ratings yet
- Azidus Laboratories - BA BE Capabilities Slide Deck - Feb 2019 PDFDocument35 pagesAzidus Laboratories - BA BE Capabilities Slide Deck - Feb 2019 PDFDeepakNo ratings yet
- NRDD The Landscape For Lipid Nanoparticle Based Genomic Medicines PDFDocument4 pagesNRDD The Landscape For Lipid Nanoparticle Based Genomic Medicines PDFru ruNo ratings yet
- ASGE Infection Control During GI EndosDocument10 pagesASGE Infection Control During GI Endosmonir61No ratings yet
- 4 - ICH Q11 Desarrollo y Fabricación de Sustancias Farmacéuticas - Entidades Químicas y Entidades Biotecnológicas - BiológicasDocument29 pages4 - ICH Q11 Desarrollo y Fabricación de Sustancias Farmacéuticas - Entidades Químicas y Entidades Biotecnológicas - BiológicasPaulkik22No ratings yet