You might also like
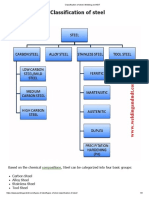
- Classification of Steel - Welding and NDTDocument3 pagesClassification of Steel - Welding and NDTAshif Iqubal100% (1)
- 05 V PattabathulaDocument16 pages05 V Pattabathulapcorreia_81No ratings yet
- IBP1142 - 19 Offshore Development: Submarine Pipelines-Soil InteractionDocument13 pagesIBP1142 - 19 Offshore Development: Submarine Pipelines-Soil InteractionMarcelo Varejão CasarinNo ratings yet
- Ethem Murat Arsava (Eds.) - Nutrition in Neurologic Disorders - A Practical Guide (2017, Springer International Publishing)Document209 pagesEthem Murat Arsava (Eds.) - Nutrition in Neurologic Disorders - A Practical Guide (2017, Springer International Publishing)riddhiNo ratings yet
- Astm b571 97 R 13pdfDocument4 pagesAstm b571 97 R 13pdfkishor150688No ratings yet
- Oil and Gas Process ChemistryDocument123 pagesOil and Gas Process Chemistryjps21100% (1)
- Refinery Sour Water StrippingDocument2 pagesRefinery Sour Water StrippingramaNo ratings yet
- HyDeX Technical Data SheetDocument4 pagesHyDeX Technical Data SheetIqbal Safirul BarqiNo ratings yet
- Acid Number Guide: Understanding AN TestsDocument11 pagesAcid Number Guide: Understanding AN Testsrajeevup2004No ratings yet
- NALCO Optimized Desalting As A Key in Development of A Refinery Profitability and ReliabilityDocument11 pagesNALCO Optimized Desalting As A Key in Development of A Refinery Profitability and Reliabilitysaleh4060No ratings yet
- Challenges Crude ProcessingDocument17 pagesChallenges Crude ProcessingAnonymous msVFzaNo ratings yet
- Murphy Oil USA, Inc Meraux Refinery SO2 Emission Basis ObjectionsDocument43 pagesMurphy Oil USA, Inc Meraux Refinery SO2 Emission Basis ObjectionsHot TopicsNo ratings yet
- AntimonyDocument72 pagesAntimony沈益No ratings yet
- Ambatovy Site TourDocument41 pagesAmbatovy Site Tourrabbidhaggis100% (1)
- Guidelines for Presulfiding STARS CatalystsDocument14 pagesGuidelines for Presulfiding STARS CatalystsCarolina Cortes VazquezNo ratings yet
- Genie: Hot Water Driven Vapor Absorption MachineDocument39 pagesGenie: Hot Water Driven Vapor Absorption MachineObayomi KennyNo ratings yet
- Oil Refinery - WikipediaDocument23 pagesOil Refinery - WikipediaArjit Kumar100% (1)
- Pre-Sulfiding On-Line Sulfiding ProceduresDocument8 pagesPre-Sulfiding On-Line Sulfiding ProceduresIrma Brennan0% (1)
- SPM-3100 Amine Unit ProcessDocument3 pagesSPM-3100 Amine Unit ProcessBeergson2No ratings yet
- 3 PDFDocument102 pages3 PDFMoujahed FarésNo ratings yet
- Refinery PDFDocument22 pagesRefinery PDFromulussikalitNo ratings yet
- Cdu PDFDocument7 pagesCdu PDFFahad S. EdhamNo ratings yet
- BAT - For Emission of RefineriesDocument185 pagesBAT - For Emission of Refineriesbiondimi66No ratings yet
- Catalyst Handling InfoDocument24 pagesCatalyst Handling InfoJJofin 407No ratings yet
- Atmospheric Unit-V Operating ManualDocument414 pagesAtmospheric Unit-V Operating ManualkeshavNo ratings yet
- BREAXIT Emulsion Breakers: Oilfield Separation TechnologiesDocument8 pagesBREAXIT Emulsion Breakers: Oilfield Separation TechnologiesptstradingNo ratings yet
- Pyrophoric Iron Fires: Oxidation With Incandescence Is Known As Pyrophoric Oxidation and It Can Ignite NearbyDocument9 pagesPyrophoric Iron Fires: Oxidation With Incandescence Is Known As Pyrophoric Oxidation and It Can Ignite NearbyBalasubramanianNo ratings yet
- Produce H2S with Unitel's Proven TechnologyDocument4 pagesProduce H2S with Unitel's Proven Technologyingegnere1234100% (1)
- Chemical Cleaning of Refinery and Petrochemical Distillation Equipment PDFDocument6 pagesChemical Cleaning of Refinery and Petrochemical Distillation Equipment PDFRmz ExeNo ratings yet
- MPR Technical Bulletin - Mobile ProcessesDocument5 pagesMPR Technical Bulletin - Mobile ProcessesELHAJBNo ratings yet
- Column and Thin Layer ChromatographyDocument5 pagesColumn and Thin Layer Chromatographymarilujane80% (5)
- Processes 08 00569 v2 PDFDocument27 pagesProcesses 08 00569 v2 PDFDebashish Priyanka SinhaNo ratings yet
- Zyme-Flow Decon Technology R6 Promo PDFDocument4 pagesZyme-Flow Decon Technology R6 Promo PDFĐậu BắpNo ratings yet
- Zyme Flow Brochure11408Document2 pagesZyme Flow Brochure11408himeshdarshan0% (1)
- Wet Air Oxidation of Aqueous WastesDocument27 pagesWet Air Oxidation of Aqueous WastesSudeep MukherjeeNo ratings yet
- Introduction To Inviromental Control in Refining IndustryDocument34 pagesIntroduction To Inviromental Control in Refining IndustryAmer ShaierNo ratings yet
- Use of Solubility in Standard Specifications For Asphalt BindersDocument2 pagesUse of Solubility in Standard Specifications For Asphalt BindersYogiIndraPrayogaNo ratings yet
- Heat Stable Salt TerminologyDocument2 pagesHeat Stable Salt TerminologycargscribNo ratings yet
- Amines & Plasticizers Limited Material Safety Data Sheet: 1. Chemical Product and Company IdentificationDocument8 pagesAmines & Plasticizers Limited Material Safety Data Sheet: 1. Chemical Product and Company Identificationtizeski0% (1)
- Notes On Amine Operation 2011-01-1Document2 pagesNotes On Amine Operation 2011-01-1chemical_potentialNo ratings yet
- Iron sulfides in amine plants: friend or foeDocument31 pagesIron sulfides in amine plants: friend or foewaheedNo ratings yet
- DryerrDocument25 pagesDryerrMSMNo ratings yet
- Making Waves: The Final Countdown To Imo 2020Document32 pagesMaking Waves: The Final Countdown To Imo 2020Chin MunezNo ratings yet
- BioPort Rotterdam Gateway to Renewables for EuropeDocument16 pagesBioPort Rotterdam Gateway to Renewables for EuropekrenariNo ratings yet
- SulfolaneAppendices A EDocument158 pagesSulfolaneAppendices A Erkhandelwal9604No ratings yet
- Prayon Brochure PRT 2012Document20 pagesPrayon Brochure PRT 2012kalyan555100% (1)
- Ertc 2017 PTQDocument20 pagesErtc 2017 PTQnghiemta18No ratings yet
- DCC EngDocument1 pageDCC Engwahaha06No ratings yet
- Sulphuric Acid (H2SO4)Document11 pagesSulphuric Acid (H2SO4)Vedita Saraf BudaniaNo ratings yet
- Distillation Application in PetroleumDocument46 pagesDistillation Application in Petroleumamirthalingam_b671No ratings yet
- IOCLDocument13 pagesIOCLNingSeng SingphoNo ratings yet
- Furnace Oil PresentationDocument19 pagesFurnace Oil Presentationapi-3855827No ratings yet
- Caustic Embrittlement - Causes and PreventionDocument2 pagesCaustic Embrittlement - Causes and Preventionravi2007No ratings yet
- Hydrocracking Catalyst GuideDocument6 pagesHydrocracking Catalyst GuideDavid JuniorNo ratings yet
- Contemporary Developments in Corrosion Inhibitors Review of PatentsDocument10 pagesContemporary Developments in Corrosion Inhibitors Review of PatentsMehmet AydinNo ratings yet
- Amine Gas TreatingDocument3 pagesAmine Gas Treatinghmudassir_1No ratings yet
- Removal and Disposal of BTEX Components From Amine Plant Acid Gas StreamsDocument5 pagesRemoval and Disposal of BTEX Components From Amine Plant Acid Gas StreamsMamank Ira SudrajatNo ratings yet
- Belco Edv Wet Scrubbing System: Best Available Control Technology (Bact) For Fccu Emission ControlDocument16 pagesBelco Edv Wet Scrubbing System: Best Available Control Technology (Bact) For Fccu Emission ControlBharavi K S100% (1)
- 10.-Ficha NPK (Steam Granulation)Document2 pages10.-Ficha NPK (Steam Granulation)pvttinh100% (1)
- Liquid-Liquid Extraction PresentDocument23 pagesLiquid-Liquid Extraction Presentsolehah misniNo ratings yet
- The Operating Experience of Nitrophosphate Plant PDFDocument6 pagesThe Operating Experience of Nitrophosphate Plant PDFasad100% (1)
- Crude Oil Grades and Refinery TypesDocument5 pagesCrude Oil Grades and Refinery TypesibrahimkhansahilNo ratings yet
- Suez University Faculty of Petroleum andDocument14 pagesSuez University Faculty of Petroleum andAsh BuzNo ratings yet
- Vws Oil GasDocument8 pagesVws Oil GasFabricio TrosarelloNo ratings yet
- Membran Technology GMBH - Company Brochure EDocument28 pagesMembran Technology GMBH - Company Brochure Estuntmanz100% (2)
- Improve Your Plant's Safety, Financial, and Environmental PerformanceDocument6 pagesImprove Your Plant's Safety, Financial, and Environmental Performancethehoang12310No ratings yet
- Oil Field CatalogueDocument4 pagesOil Field CatalogueIrelena RomeroNo ratings yet
- Riopipeline2019 1138 Rio Paper Rev01 PDFDocument11 pagesRiopipeline2019 1138 Rio Paper Rev01 PDFMarcelo Varejão CasarinNo ratings yet
- IBP1146 - 19 Maintenance Productivity Measurement Study at TranspetroDocument8 pagesIBP1146 - 19 Maintenance Productivity Measurement Study at TranspetroMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1140 Ibp 1140 Nao Intrusivos Final PDFDocument4 pagesRiopipeline2019 1140 Ibp 1140 Nao Intrusivos Final PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1127 Article Number Ibp1127 19 PDFDocument10 pagesRiopipeline2019 1127 Article Number Ibp1127 19 PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1135 Riopipeline2019 t1135 JST Av1Document8 pagesRiopipeline2019 1135 Riopipeline2019 t1135 JST Av1Marcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1137 201906031307ibp1137 19 Increas PDFDocument10 pagesRiopipeline2019 1137 201906031307ibp1137 19 Increas PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1126 Article Number Ibp1126 19 PDFDocument11 pagesRiopipeline2019 1126 Article Number Ibp1126 19 PDFMarcelo Varejão CasarinNo ratings yet
- IBP1141 - 19 The Use of Optical Sensor To Investigate Dissolved Oxygen in CrudeDocument12 pagesIBP1141 - 19 The Use of Optical Sensor To Investigate Dissolved Oxygen in CrudeMarcelo Varejão CasarinNo ratings yet
- IBP1128 - 19 In-Service Welding Hot Tap of Refinary Pipeline With Hydrogen and EthyleneDocument10 pagesIBP1128 - 19 In-Service Welding Hot Tap of Refinary Pipeline With Hydrogen and EthyleneMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1136 Ibp1136 19 Rafael Carlucci Tav PDFDocument7 pagesRiopipeline2019 1136 Ibp1136 19 Rafael Carlucci Tav PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1124 Worlds First Remote Deepwater PDFDocument10 pagesRiopipeline2019 1124 Worlds First Remote Deepwater PDFMarcelo Varejão CasarinNo ratings yet
- IBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsDocument11 pagesIBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsMarcelo Varejão CasarinNo ratings yet
- IBP1123 - 19 Caliper Ili Experience in Offshore Pre-CommissioningDocument10 pagesIBP1123 - 19 Caliper Ili Experience in Offshore Pre-CommissioningMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1121 201906051235ibp1121 19 Final PDFDocument8 pagesRiopipeline2019 1121 201906051235ibp1121 19 Final PDFMarcelo Varejão CasarinNo ratings yet
- IBP1111 - 19 Best Alternative For Rigid Offshore Pipelines Decommissioning - A Case StudyDocument13 pagesIBP1111 - 19 Best Alternative For Rigid Offshore Pipelines Decommissioning - A Case StudyMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1120 Ibp1120 19 Transpetro S Worklo PDFDocument9 pagesRiopipeline2019 1120 Ibp1120 19 Transpetro S Worklo PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1115 201906070716fm 3811 00 Formato PDFDocument13 pagesRiopipeline2019 1115 201906070716fm 3811 00 Formato PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1117 Ibp1117 19 Versao Final para e PDFDocument8 pagesRiopipeline2019 1117 Ibp1117 19 Versao Final para e PDFMarcelo Varejão CasarinNo ratings yet
- IBP1119 - 19 Internal Corrosion Detection: Conference and Exhibition 2019Document4 pagesIBP1119 - 19 Internal Corrosion Detection: Conference and Exhibition 2019Marcelo Varejão CasarinNo ratings yet
- IBP1110 - 19 The Relevance of Fuel Transmission Pipelines in BrazilDocument10 pagesIBP1110 - 19 The Relevance of Fuel Transmission Pipelines in BrazilMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1109 201906051455qav Ibp1109 19 Jet PDFDocument11 pagesRiopipeline2019 1109 201906051455qav Ibp1109 19 Jet PDFMarcelo Varejão CasarinNo ratings yet
- IBP 1118 - 19 Relationship With Stakeholders of Transpetro in The Amazon: Fire Prevention PlanDocument9 pagesIBP 1118 - 19 Relationship With Stakeholders of Transpetro in The Amazon: Fire Prevention PlanMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1114 201905291733ibp1114 19 Optimiz PDFDocument17 pagesRiopipeline2019 1114 201905291733ibp1114 19 Optimiz PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1112 FM 1112 FinalDocument10 pagesRiopipeline2019 1112 FM 1112 FinalMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1113 201906031824ibp Riopipeline 11 PDFDocument10 pagesRiopipeline2019 1113 201906031824ibp Riopipeline 11 PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1107 201905201751ibp1107 19 Jacques PDFDocument7 pagesRiopipeline2019 1107 201905201751ibp1107 19 Jacques PDFMarcelo Varejão CasarinNo ratings yet
- IBP 1105 - 19 Logistics For Maintenance of The Right-Of-Way (Row) in The Northern RegionDocument10 pagesIBP 1105 - 19 Logistics For Maintenance of The Right-Of-Way (Row) in The Northern RegionMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1106 Ibp 1106 Ultimate High Precisi PDFDocument9 pagesRiopipeline2019 1106 Ibp 1106 Ultimate High Precisi PDFMarcelo Varejão CasarinNo ratings yet
- Grignard Reactions: Preparation, Properties and ApplicationsDocument15 pagesGrignard Reactions: Preparation, Properties and ApplicationsHamed IjazNo ratings yet
- Fire Fighting - BasicDocument1 pageFire Fighting - BasicCostisNo ratings yet
- Wastewater treatment and sludge digestion process explainedDocument17 pagesWastewater treatment and sludge digestion process explainedParas KathvadiyaNo ratings yet
- ThermodynamicsDocument12 pagesThermodynamicsWasif RazzaqNo ratings yet
- Fmi Unit 2Document86 pagesFmi Unit 2Pranav vigneshNo ratings yet
- Product Information Sheet: Alloy Cusn12Document1 pageProduct Information Sheet: Alloy Cusn12Hawraa AlbahadlyNo ratings yet
- Spring 2013 Lecture 2 - 4Document15 pagesSpring 2013 Lecture 2 - 4XiuQingNo ratings yet
- Astm A743 - A743m (98) (Ca15)Document2 pagesAstm A743 - A743m (98) (Ca15)ashsurya2008No ratings yet
- Packaged Drinking WaterDocument4 pagesPackaged Drinking WaterSanjay JainNo ratings yet
- Rambutan SunscreenDocument7 pagesRambutan SunscreenAndrea Alvarado RoNo ratings yet
- Ekatalog 2023 Sulsel RajawaliDocument50 pagesEkatalog 2023 Sulsel RajawaliSafria HamzaNo ratings yet
- Matriculation Chemistry (Reaction Kinetics) Part 1Document13 pagesMatriculation Chemistry (Reaction Kinetics) Part 1ridwan100% (2)
- Astm D4053Document3 pagesAstm D4053AndygarciaNo ratings yet
- CH 5 Heat Exchanger Design MethodsDocument30 pagesCH 5 Heat Exchanger Design Methodsapi-3765936100% (1)
- 1 - Pharmacokinetics IDocument20 pages1 - Pharmacokinetics IabdallaNo ratings yet
- Date Planned: - / - / - Daily Tutorial Sheet-13 Expected Duration: 30 Min Actual Date of Attempt: - / - / - Level-3 Exact DurationDocument1 pageDate Planned: - / - / - Daily Tutorial Sheet-13 Expected Duration: 30 Min Actual Date of Attempt: - / - / - Level-3 Exact DurationShahina NasreenNo ratings yet
- Methods For Diffusion Welding The Superalloy Udimet 700Document9 pagesMethods For Diffusion Welding The Superalloy Udimet 700Enary SalernoNo ratings yet
- Kinetics of The Selective Hydrogenation of Phenol To Cyclohexanone Over A Pd-Alumina CatalystDocument8 pagesKinetics of The Selective Hydrogenation of Phenol To Cyclohexanone Over A Pd-Alumina CatalystTaylor PennaNo ratings yet
- BooCax Disinfection Solution For Beijing 2022 Winter OlympicsDocument21 pagesBooCax Disinfection Solution For Beijing 2022 Winter OlympicsRobotics BoocaxNo ratings yet
- Wolkite University Museum Technique Group AssignmentDocument23 pagesWolkite University Museum Technique Group AssignmentNatnael SisayNo ratings yet
- Chap 8 Ques - AnsDocument11 pagesChap 8 Ques - AnsHaley WillhelmNo ratings yet
- Steel Forgings, Carbon and Alloy, For General Industrial UseDocument10 pagesSteel Forgings, Carbon and Alloy, For General Industrial UseRed RedNo ratings yet
- June 2017 (v1) QP - Paper 6 CIE Biology IGCSEDocument12 pagesJune 2017 (v1) QP - Paper 6 CIE Biology IGCSEbandana dekaNo ratings yet
- Unit 1 - Part 2 (Chemical Bond)Document30 pagesUnit 1 - Part 2 (Chemical Bond)Maguy H.No ratings yet