You might also like
- DHDS unit process descriptionDocument9 pagesDHDS unit process descriptionSandeep ChallaNo ratings yet
- Delayed Coking UnitDocument27 pagesDelayed Coking Unitstunningmanju50% (2)
- Diesel Hydrotreating ProcessDocument4 pagesDiesel Hydrotreating Processmynah_sim_eng100% (3)
- Naphtha HydrotreatingDocument19 pagesNaphtha HydrotreatingAnge JoNo ratings yet
- (Initial Line Up & Process Description) : BY: M. SALEEM CHOHAN (Trainee Engineer) NRL# 11542Document17 pages(Initial Line Up & Process Description) : BY: M. SALEEM CHOHAN (Trainee Engineer) NRL# 11542Saleem Chohan100% (2)
- Hydro-Treatment Processes: Kerosene Hydrotreatment (KHT) ProcessDocument3 pagesHydro-Treatment Processes: Kerosene Hydrotreatment (KHT) ProcessDavinci Leonardo100% (3)
- NHTDocument6 pagesNHTPadarthi Venkateswarlu50% (2)
- Delayed Coker Unit OverviewDocument42 pagesDelayed Coker Unit OverviewmujeebtalibNo ratings yet
- Hydrotreating FinalDocument24 pagesHydrotreating FinalManuel Canelas67% (3)
- Em FlexicokingDocument8 pagesEm FlexicokingHenry Saenz0% (1)
- Amine Loading To SystemDocument6 pagesAmine Loading To SystemRathinavel PerumalNo ratings yet
- Feasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesDocument29 pagesFeasibility Report On Diesel Hydro-Treater (DHT) Unit and Associated FacilitiesDivyansh Singh ChauhanNo ratings yet
- 8 HydrotreatingDocument31 pages8 HydrotreatingAmroKasht100% (2)
- Unit 01 Karbala Refinery Project - Sept 20 17 PDFDocument52 pagesUnit 01 Karbala Refinery Project - Sept 20 17 PDFnoor tahaNo ratings yet
- A Study in DHDT Pilot Plant About Diesel HydrotreatingDocument77 pagesA Study in DHDT Pilot Plant About Diesel HydrotreatingArchana RaviNo ratings yet
- Synthesis Gas Production 4Document34 pagesSynthesis Gas Production 4Aravind KumarNo ratings yet
- Crude Oil Distillation: Course: Chemical Technology (Organic) Module VIDocument10 pagesCrude Oil Distillation: Course: Chemical Technology (Organic) Module VIapi-256504985No ratings yet
- Basics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, CatalystsDocument5 pagesBasics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, Catalystsonizuka-t2263No ratings yet
- Ethylene ProductionDocument7 pagesEthylene Productionaiman naim100% (1)
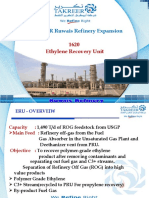
- ERC Refinery ProjectDocument16 pagesERC Refinery ProjectSameh El-Sabbagh100% (3)
- Residue Upgrading With Sydecsm Delayed Coking FWDocument10 pagesResidue Upgrading With Sydecsm Delayed Coking FWsoftechq1809No ratings yet
- CHAPTER 5 HydrotreatingDocument41 pagesCHAPTER 5 HydrotreatingNurfarhana JelenNo ratings yet
- Delayed Coking GeneralDocument20 pagesDelayed Coking GeneralMarcFer2611No ratings yet
- Takreer RFCC 1st Day Calss PDFDocument47 pagesTakreer RFCC 1st Day Calss PDFrameshkarthik810No ratings yet
- CDU II Operating Manual PDFDocument562 pagesCDU II Operating Manual PDFMilind GaikwadNo ratings yet
- Debottlenecking Refineries Through Comprehensive Feedstock PretreatmentDocument20 pagesDebottlenecking Refineries Through Comprehensive Feedstock PretreatmentAnonymous msVFzaNo ratings yet
- Crude Distillation Unit (Guwahati Refinery) - Heat Exchange & IntegrationDocument38 pagesCrude Distillation Unit (Guwahati Refinery) - Heat Exchange & IntegrationMudit Chauhan80% (10)
- Naphtha Hydrotreating UnitDocument1 pageNaphtha Hydrotreating UnitKmt_Ae100% (1)
- NHT UnitDocument197 pagesNHT Unitsathya perumal100% (3)
- Diesel HydrotreatingDocument21 pagesDiesel HydrotreatingIzack Silva S100% (1)
- CDU Increase Distillate YieldDocument9 pagesCDU Increase Distillate Yieldrvkumar61No ratings yet
- FCC MANUAL 5-Catalyst RegenerationDocument10 pagesFCC MANUAL 5-Catalyst RegenerationSrinivas MoturiNo ratings yet
- Unit-02 Petroleum Process I-IVDocument143 pagesUnit-02 Petroleum Process I-IVMayank KoparkarNo ratings yet
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Cdu Presentation 13 07 2010Document38 pagesCdu Presentation 13 07 2010mujeebmeharNo ratings yet
- Sulphur Recovery UnitDocument6 pagesSulphur Recovery UnitsemNo ratings yet
- DHDSDocument36 pagesDHDSravichandraNo ratings yet
- 5 Oil Refinery ProcessesDocument111 pages5 Oil Refinery ProcessesMohamed Sayed AbdoNo ratings yet
- Guard Bed CatalystsDocument7 pagesGuard Bed CatalystsargachoNo ratings yet
- Oil Ref Walk ThroughDocument7 pagesOil Ref Walk ThroughSumedh SinghNo ratings yet
- Hydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)Document18 pagesHydroprocessing Reactor and Process Design To Optimize Performance (Topsoe - 1998)yliangcaNo ratings yet
- Crude Distillation Unit & Vacuum Distillation UnitDocument10 pagesCrude Distillation Unit & Vacuum Distillation Unitsenthilkumarbt100% (1)
- Hydro Cracking TechnologyDocument69 pagesHydro Cracking TechnologySameh El-SabbaghNo ratings yet
- HPL Summer Training ReportDocument13 pagesHPL Summer Training ReportAmit GangulyNo ratings yet
- FCC Process Fundamentals & Technology EvolutionDocument42 pagesFCC Process Fundamentals & Technology Evolutionranjith_asp0% (1)
- Process DescriptionDocument6 pagesProcess Descriptionافكر اشتري كورياNo ratings yet
- Advanced Minerals Engrng Presentation1F-1Document25 pagesAdvanced Minerals Engrng Presentation1F-1LorraineNo ratings yet
- FCC UnitDocument28 pagesFCC UnitMohsin KhanNo ratings yet
- Indian Oil Corporation Limited, Haldia Refinery Vocational TrainingDocument33 pagesIndian Oil Corporation Limited, Haldia Refinery Vocational TrainingSandeep KumarNo ratings yet
- Fluid Catalytic CrackingDocument9 pagesFluid Catalytic CrackingAntonitoNo ratings yet
- OhcuDocument11 pagesOhcuDheeraj ShuklaNo ratings yet
- Post Applied For: FIELD OPERATOR: E-Mail IDDocument6 pagesPost Applied For: FIELD OPERATOR: E-Mail IDDIJUNo ratings yet
- Atmospheric Distillation UnitDocument5 pagesAtmospheric Distillation UnitMukund KsNo ratings yet
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
- Ethylene UnitsDocument20 pagesEthylene UnitsLindah Turson100% (3)
- Unit 3Document11 pagesUnit 3Shreyash UtekarNo ratings yet
- Fluid Catalytic Craking Unit (Fccu)Document6 pagesFluid Catalytic Craking Unit (Fccu)Nitin VarshneyNo ratings yet
- Tail Gas Treatment Unit Facility Inspection ReportDocument7 pagesTail Gas Treatment Unit Facility Inspection Reportabdelkader benabdallahNo ratings yet
- Vdocuments - MX 1620 Ethylene Recovery Unitpptx 1601970425506Document31 pagesVdocuments - MX 1620 Ethylene Recovery Unitpptx 1601970425506Shabir MansuriNo ratings yet
- Case 1088 Repair Manual (Crawler Excavator) PDFDocument971 pagesCase 1088 Repair Manual (Crawler Excavator) PDFrida100% (7)
- Quality Policy and Quality ObjectivesDocument2 pagesQuality Policy and Quality ObjectivesrabiulfNo ratings yet
- European Design Guide For Tensile Surface StructuresDocument16 pagesEuropean Design Guide For Tensile Surface StructuresAngel Sullyvan100% (1)
- PLF-76T Service ManualDocument40 pagesPLF-76T Service Manualapi-3711045100% (1)
- Sany HBT8018C-5S (T3) Trailer Pump - 004118Document2 pagesSany HBT8018C-5S (T3) Trailer Pump - 004118اهى عيشه وبن عشها just a lifeNo ratings yet
- Mechanics - Fluid Dynamics: K. Suresh Senanayake 1Document2 pagesMechanics - Fluid Dynamics: K. Suresh Senanayake 1mangsureshNo ratings yet
- Samsung 2800mah ICR18650-28ADocument17 pagesSamsung 2800mah ICR18650-28AStreet_skNo ratings yet
- Checklist Water Audit v1Document19 pagesChecklist Water Audit v1hammad.phistreamNo ratings yet
- LT AB Cable GTPsDocument3 pagesLT AB Cable GTPsnishant sainiNo ratings yet
- Objective and Scope and Importance of Mineral Beneficiation With Special Reference To IndiaDocument4 pagesObjective and Scope and Importance of Mineral Beneficiation With Special Reference To IndiaVidya Sagar100% (1)
- Introduction To The Multi MeterDocument3 pagesIntroduction To The Multi MeterFaiz FauziNo ratings yet
- Dose Complete CatalogueDocument272 pagesDose Complete CatalogueBerkan OranusNo ratings yet
- 2563-Wireless Catalogue enDocument151 pages2563-Wireless Catalogue enElafanNo ratings yet
- Units: Muhammad AhsanDocument2 pagesUnits: Muhammad AhsanAreeb WaseemNo ratings yet
- Fire Pump Installation GuideDocument3 pagesFire Pump Installation GuideJeff D. AgustinNo ratings yet
- A Novel ZVS-ZCS Bi-Directional Flyback DC-DCDocument6 pagesA Novel ZVS-ZCS Bi-Directional Flyback DC-DCArceu CamposNo ratings yet
- Dna60 PDFDocument15 pagesDna60 PDFAc IdNo ratings yet
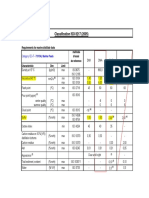
- Classification ISO 8217 (2005)Document5 pagesClassification ISO 8217 (2005)Salah JallaliNo ratings yet
- Electrical Machines DC MotorDocument5 pagesElectrical Machines DC MotorKitkay NivramNo ratings yet
- O Engineers 3rd Issue Oct 2017Document51 pagesO Engineers 3rd Issue Oct 2017arsalanhamidNo ratings yet
- Chapter 4 Unit 1 - Building With Nature SSDocument28 pagesChapter 4 Unit 1 - Building With Nature SSJeffreyNo ratings yet
- Test Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankDocument9 pagesTest Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankNail BaskoNo ratings yet
- Quantum Engine Series: Ower AtingsDocument2 pagesQuantum Engine Series: Ower AtingsAlbertoNo ratings yet
- EDM Technologies: Electrical Discharge Machining ServicesDocument8 pagesEDM Technologies: Electrical Discharge Machining Servicesfarahin_selamatNo ratings yet
- Transformer REFDocument4 pagesTransformer REFs_banerjeeNo ratings yet
- FMC Smith Meter 01 - Mesurement Product & SystemDocument70 pagesFMC Smith Meter 01 - Mesurement Product & SystemDucVikingNo ratings yet
- IFFCO Urea ProcesspdfDocument3 pagesIFFCO Urea ProcesspdfBalas43No ratings yet
- RACORDocument25 pagesRACORDaniel LaymeNo ratings yet
- Air Motor Torque and Horsepower LabDocument7 pagesAir Motor Torque and Horsepower LabMelody KimNo ratings yet
- Nikunj Sir FinalDocument32 pagesNikunj Sir FinalSakthi MuruganNo ratings yet