You might also like
- Article On Temper Bead WeldingDocument54 pagesArticle On Temper Bead WeldingidontlikeebooksNo ratings yet
- Zuudee BYD Titanium Subsea PipelineDocument51 pagesZuudee BYD Titanium Subsea PipelineZhu Daniel100% (1)
- Abb Flawless Project ExecutionDocument4 pagesAbb Flawless Project ExecutionzhangjieNo ratings yet
- Critical Assessment 17 Mechanisms of Hydrogen Induced Cracking in Pipeline SteelsDocument9 pagesCritical Assessment 17 Mechanisms of Hydrogen Induced Cracking in Pipeline SteelskongsakuaiphonNo ratings yet
- CSPC Case Study FSIDocument2 pagesCSPC Case Study FSICKLin888No ratings yet
- Brochure Roll Bonded Clad Plates EDocument36 pagesBrochure Roll Bonded Clad Plates EAries MarteNo ratings yet
- Action Learning Project: Establish Productive Welding Process For Inconel 625 Clad Pipe Girth WeldsDocument6 pagesAction Learning Project: Establish Productive Welding Process For Inconel 625 Clad Pipe Girth WeldsGaurav KhamkarNo ratings yet
- Corrosion and Degradation of MaterialsDocument22 pagesCorrosion and Degradation of MaterialsSiddharth Patel100% (1)
- A182a182m PDFDocument17 pagesA182a182m PDFIng. Adolfo GarciaNo ratings yet
- Corrosion Predictions and Risk Assessment in Oilfield Production SystemsDocument37 pagesCorrosion Predictions and Risk Assessment in Oilfield Production SystemsMuhammad AwaisNo ratings yet
- All Techniques - in BriefDocument87 pagesAll Techniques - in BriefWmfaiz KarcelloNo ratings yet
- Lecture # 2 MechanicalPropertiesDocument59 pagesLecture # 2 MechanicalPropertiesAhmad ZafarNo ratings yet
- Fracture of Metals: An Advanced TreatiseFrom EverandFracture of Metals: An Advanced TreatiseH. LiebowitzNo ratings yet
- Fracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsFrom EverandFracture and Fatigue: Elasto-Plasticity, Thin Sheet and Micromechanisms ProblemsJ. C. RadonNo ratings yet
- Non-Destructive Testing and Condition Monitoring Techniques in Wind EnergyFrom EverandNon-Destructive Testing and Condition Monitoring Techniques in Wind EnergyNo ratings yet
- MTC DetailsDocument2 pagesMTC DetailsHarisul IslamNo ratings yet
- Inspection In Manufacturing A Complete Guide - 2020 EditionFrom EverandInspection In Manufacturing A Complete Guide - 2020 EditionNo ratings yet
- Material Properties Requirements For Metallic MaterialsDocument70 pagesMaterial Properties Requirements For Metallic Materialsعزت عبد المنعمNo ratings yet
- Process Industry Practices Working in Harmony Improving Capital and Maintenance EfficiencyDocument40 pagesProcess Industry Practices Working in Harmony Improving Capital and Maintenance Efficiencysunilas218408No ratings yet
- Welding Lectures 1-4Document68 pagesWelding Lectures 1-4ganeshNo ratings yet
- Understandingheatexchangerreading03 Thearamcostd 180531020452Document123 pagesUnderstandingheatexchangerreading03 Thearamcostd 180531020452KopiNo ratings yet
- Mechanical Properties DEFINITIONSDocument29 pagesMechanical Properties DEFINITIONSSeanne CruzNo ratings yet
- The New Era in Corrosion TestingDocument4 pagesThe New Era in Corrosion Testingnikopigni2No ratings yet
- Crack Arrestability of High-Pressure Gas Pipelines by x100 or x120Document16 pagesCrack Arrestability of High-Pressure Gas Pipelines by x100 or x120Rifani ImamNo ratings yet
- TOFD Enhancement To Pipeline Girth Weld Inspection: Edward Ginzel, Henk Van Dijk, Merv Hoff March 1998Document12 pagesTOFD Enhancement To Pipeline Girth Weld Inspection: Edward Ginzel, Henk Van Dijk, Merv Hoff March 1998Islam FawzyNo ratings yet
- API 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SDocument45 pagesAPI 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SHeartyscorpionNo ratings yet
- Mersen Process Technologies ProviderDocument6 pagesMersen Process Technologies ProviderIbhar Santos MumentheyNo ratings yet
- 2 Intro - To - Ultrasonics 03092013 OKDocument43 pages2 Intro - To - Ultrasonics 03092013 OKferyNo ratings yet
- Recent Aspects of Oil and Gas Internal Pipeline Corrosion ControlDocument25 pagesRecent Aspects of Oil and Gas Internal Pipeline Corrosion ControlaseNo ratings yet
- Esop 9 Procedure For Third Party Interfaces: Electrical Safety Operating ProceduresDocument7 pagesEsop 9 Procedure For Third Party Interfaces: Electrical Safety Operating Proceduresaslam.ambNo ratings yet
- RT & AutDocument11 pagesRT & Autvibinkumars@gmail.comNo ratings yet
- 8-10370 - Flawless and Q Training - Construction MaterialsDocument50 pages8-10370 - Flawless and Q Training - Construction MaterialsNadeem JavedNo ratings yet
- Cost of QualityDocument15 pagesCost of QualitySachin MethreeNo ratings yet
- The Impact of Component Material Selection On Pump ReliabilityDocument7 pagesThe Impact of Component Material Selection On Pump ReliabilityAhmed Ibrahim Ahmed EissaNo ratings yet
- Destructive Test MethodsDocument33 pagesDestructive Test MethodsAvalcwiNo ratings yet
- NDE TechniquesDocument25 pagesNDE TechniquesaseNo ratings yet
- Full Ring TestDocument5 pagesFull Ring Testchellahari292250% (2)
- Ttransition JointsDocument15 pagesTtransition JointsAdil HasanovNo ratings yet
- Corrosion of WeldmentsDocument219 pagesCorrosion of Weldments이선엽No ratings yet
- Rotary PipeCLADDocument7 pagesRotary PipeCLADsafari7No ratings yet
- Sensor TechnologiesDocument10 pagesSensor TechnologiesMiguel LiceagaNo ratings yet
- Vlve TypeDocument19 pagesVlve TypejaanNo ratings yet
- Corrosion Testing of Pipelines PDFDocument5 pagesCorrosion Testing of Pipelines PDFعزت عبد المنعم100% (2)
- Inspection Stainless Steel Heat Exchanger Tubes 01Document18 pagesInspection Stainless Steel Heat Exchanger Tubes 01Blue HorizonNo ratings yet
- Erw Steel Pipe Api5lb Psl1Document2 pagesErw Steel Pipe Api5lb Psl1hdierkeNo ratings yet
- Saep 37Document9 pagesSaep 37Anonymous 4IpmN7On100% (1)
- Fe-C Phase DiagramDocument34 pagesFe-C Phase DiagramYoung-long Choi100% (1)
- ERW Pipe Issues and DefectsDocument2 pagesERW Pipe Issues and Defectskaveh-bahiraee100% (1)
- Introduction To Electron Microscopy and MicroanalysisDocument56 pagesIntroduction To Electron Microscopy and MicroanalysisPerlita2013100% (1)
- Integrity Management of Brownfield Projects PDFDocument27 pagesIntegrity Management of Brownfield Projects PDFSimanjuntak JulpianNo ratings yet
- GTAW and Power SourcesDocument18 pagesGTAW and Power SourcesRavi Kumar SinghNo ratings yet
- Module 4 - Fracture ToughnessDocument24 pagesModule 4 - Fracture ToughnessJohn Lexmar LeynesNo ratings yet
- Underground Piping TestingDocument2 pagesUnderground Piping TestingDouglas HillNo ratings yet
- Non Destructive TestingDocument24 pagesNon Destructive TestingLipika GayenNo ratings yet
- #013 Quality AlertDocument1 page#013 Quality AlertPramod AthiyarathuNo ratings yet
- Pipeline Welding InspectionDocument4 pagesPipeline Welding InspectionRizky TrianandaNo ratings yet
- Weld Repair of Manganese Frogs For Enhanced Safety Shared Service PDFDocument20 pagesWeld Repair of Manganese Frogs For Enhanced Safety Shared Service PDFpumud pumudNo ratings yet
- IBP1146 - 19 Maintenance Productivity Measurement Study at TranspetroDocument8 pagesIBP1146 - 19 Maintenance Productivity Measurement Study at TranspetroMarcelo Varejão CasarinNo ratings yet
- IBP1128 - 19 In-Service Welding Hot Tap of Refinary Pipeline With Hydrogen and EthyleneDocument10 pagesIBP1128 - 19 In-Service Welding Hot Tap of Refinary Pipeline With Hydrogen and EthyleneMarcelo Varejão CasarinNo ratings yet
- IBP1142 - 19 Offshore Development: Submarine Pipelines-Soil InteractionDocument13 pagesIBP1142 - 19 Offshore Development: Submarine Pipelines-Soil InteractionMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1138 Rio Paper Rev01 PDFDocument11 pagesRiopipeline2019 1138 Rio Paper Rev01 PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1126 Article Number Ibp1126 19 PDFDocument11 pagesRiopipeline2019 1126 Article Number Ibp1126 19 PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1135 Riopipeline2019 t1135 JST Av1Document8 pagesRiopipeline2019 1135 Riopipeline2019 t1135 JST Av1Marcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1140 Ibp 1140 Nao Intrusivos Final PDFDocument4 pagesRiopipeline2019 1140 Ibp 1140 Nao Intrusivos Final PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1137 201906031307ibp1137 19 Increas PDFDocument10 pagesRiopipeline2019 1137 201906031307ibp1137 19 Increas PDFMarcelo Varejão CasarinNo ratings yet
- IBP1141 - 19 The Use of Optical Sensor To Investigate Dissolved Oxygen in CrudeDocument12 pagesIBP1141 - 19 The Use of Optical Sensor To Investigate Dissolved Oxygen in CrudeMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1113 201906031824ibp Riopipeline 11 PDFDocument10 pagesRiopipeline2019 1113 201906031824ibp Riopipeline 11 PDFMarcelo Varejão CasarinNo ratings yet
- IBP1119 - 19 Internal Corrosion Detection: Conference and Exhibition 2019Document4 pagesIBP1119 - 19 Internal Corrosion Detection: Conference and Exhibition 2019Marcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1127 Article Number Ibp1127 19 PDFDocument10 pagesRiopipeline2019 1127 Article Number Ibp1127 19 PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1124 Worlds First Remote Deepwater PDFDocument10 pagesRiopipeline2019 1124 Worlds First Remote Deepwater PDFMarcelo Varejão CasarinNo ratings yet
- IBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsDocument11 pagesIBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1121 201906051235ibp1121 19 Final PDFDocument8 pagesRiopipeline2019 1121 201906051235ibp1121 19 Final PDFMarcelo Varejão CasarinNo ratings yet
- IBP1123 - 19 Caliper Ili Experience in Offshore Pre-CommissioningDocument10 pagesIBP1123 - 19 Caliper Ili Experience in Offshore Pre-CommissioningMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1120 Ibp1120 19 Transpetro S Worklo PDFDocument9 pagesRiopipeline2019 1120 Ibp1120 19 Transpetro S Worklo PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1112 FM 1112 FinalDocument10 pagesRiopipeline2019 1112 FM 1112 FinalMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1115 201906070716fm 3811 00 Formato PDFDocument13 pagesRiopipeline2019 1115 201906070716fm 3811 00 Formato PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1117 Ibp1117 19 Versao Final para e PDFDocument8 pagesRiopipeline2019 1117 Ibp1117 19 Versao Final para e PDFMarcelo Varejão CasarinNo ratings yet
- IBP1110 - 19 The Relevance of Fuel Transmission Pipelines in BrazilDocument10 pagesIBP1110 - 19 The Relevance of Fuel Transmission Pipelines in BrazilMarcelo Varejão CasarinNo ratings yet
- IBP1099 - 19 Deep Water Pip Installation Using Reel-Lay MethodDocument12 pagesIBP1099 - 19 Deep Water Pip Installation Using Reel-Lay MethodMarcelo Varejão CasarinNo ratings yet
- IBP1111 - 19 Best Alternative For Rigid Offshore Pipelines Decommissioning - A Case StudyDocument13 pagesIBP1111 - 19 Best Alternative For Rigid Offshore Pipelines Decommissioning - A Case StudyMarcelo Varejão CasarinNo ratings yet
- IBP1101 - 19 Element Simulations and Offshore ObservationsDocument13 pagesIBP1101 - 19 Element Simulations and Offshore ObservationsMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1104 201906031512fm 3811 00 Formato PDFDocument11 pagesRiopipeline2019 1104 201906031512fm 3811 00 Formato PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1093 201905221205final Paper Overpi PDFDocument12 pagesRiopipeline2019 1093 201905221205final Paper Overpi PDFMarcelo Varejão Casarin100% (1)
- Riopipeline2019 1107 201905201751ibp1107 19 Jacques PDFDocument7 pagesRiopipeline2019 1107 201905201751ibp1107 19 Jacques PDFMarcelo Varejão CasarinNo ratings yet
- IBP 1102 - 19 A Gas Routing Identification System On A Pipeline NetworkDocument12 pagesIBP 1102 - 19 A Gas Routing Identification System On A Pipeline NetworkMarcelo Varejão CasarinNo ratings yet
- IBP1095 - 19 in Flexible Pipes Systems and AncillariesDocument8 pagesIBP1095 - 19 in Flexible Pipes Systems and AncillariesMarcelo Varejão CasarinNo ratings yet
- Extrusion BilletDocument4 pagesExtrusion Billetasot99No ratings yet
- Cswip 3.2 Q&aDocument3 pagesCswip 3.2 Q&aMoses_Jakkala100% (3)
- B985 12 (2016)Document8 pagesB985 12 (2016)masoudNo ratings yet
- Saep 1114Document6 pagesSaep 1114Music And FunNo ratings yet
- STRAUSAK U-Grind 5 Axis CNC Tool GrinderDocument7 pagesSTRAUSAK U-Grind 5 Axis CNC Tool GrinderJayakrishnaNo ratings yet
- TECH-ISH-0020A - Pen-O-Trator PDFDocument2 pagesTECH-ISH-0020A - Pen-O-Trator PDFEdwin VelascoNo ratings yet
- Galvanizing WeldDocument11 pagesGalvanizing WeldSivaNo ratings yet
- Phoenix h10 t3 - Fps - BoqDocument19 pagesPhoenix h10 t3 - Fps - BoqarifkhadeerNo ratings yet
- Rules For The Classification of Ships - Amendments To Part D - Materials and WeldingDocument22 pagesRules For The Classification of Ships - Amendments To Part D - Materials and WeldingPiang KamalNo ratings yet
- Construction of Thermal Barrier CoatingsDocument5 pagesConstruction of Thermal Barrier CoatingsManoj ,No ratings yet
- CMC Chapter 16 (1) - 1Document84 pagesCMC Chapter 16 (1) - 1Raghad AbdullaNo ratings yet
- Copper Alloy NotesDocument5 pagesCopper Alloy NotesSalem GarrabNo ratings yet
- Innovation Spline Gauges Product Catalog-3Document9 pagesInnovation Spline Gauges Product Catalog-3Bhagat SinghNo ratings yet
- Compound Die - ALLDocument14 pagesCompound Die - ALLVikas Mani TripathiNo ratings yet
- ZG103-35S Drilling Fluid Circulating Manifold User ManualDocument11 pagesZG103-35S Drilling Fluid Circulating Manifold User ManualAhmed MagdNo ratings yet
- Webercol FlexDocument3 pagesWebercol FlexTauqeer AhmedNo ratings yet
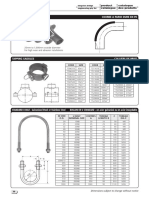
- U-Bolt 2Document1 pageU-Bolt 2Nanang RisdiantoNo ratings yet
- Steel Pipe For Automatic Fire Sprinkler SystemsDocument54 pagesSteel Pipe For Automatic Fire Sprinkler SystemsVuk MarovicNo ratings yet
- Heat TreatmentDocument56 pagesHeat TreatmentAakarsh RastogiNo ratings yet
- 023 HSE-WP-2023-023-YAK (PIPING INSTALLATION) - Approved N SignedDocument30 pages023 HSE-WP-2023-023-YAK (PIPING INSTALLATION) - Approved N SignedsyamilNo ratings yet
- Si4403 TDSDocument2 pagesSi4403 TDSSyed Israr HussainNo ratings yet
- Summary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTDocument14 pagesSummary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTTin Aung KyiNo ratings yet
- Electronic Catalogue EnglishDocument13 pagesElectronic Catalogue EnglishNilesh NarkhedeNo ratings yet
- Pom Delrin 500alDocument5 pagesPom Delrin 500alcountzeroaslNo ratings yet
- TECHNICAL DATA SHEET of RUST CONVERTERDocument1 pageTECHNICAL DATA SHEET of RUST CONVERTERArmando AballeNo ratings yet
- ch11 AllProblem KeyDocument56 pagesch11 AllProblem Keyladyinred90No ratings yet
- Crank Shaft Full ReportDocument77 pagesCrank Shaft Full ReportpramodassNo ratings yet
- ALPHA SAC305 Ultrafine Cored Wire Flyer ENDocument2 pagesALPHA SAC305 Ultrafine Cored Wire Flyer ENraghulramasamyNo ratings yet
- GB3077-1999 English VersionDocument20 pagesGB3077-1999 English VersionHermanto SupuNo ratings yet
- A - Nahm27,+695 2286 2 EDDocument7 pagesA - Nahm27,+695 2286 2 EDVince BagguatanNo ratings yet