You might also like
- Tanks - Addition of Shell Nozzles by Hot TappingDocument2 pagesTanks - Addition of Shell Nozzles by Hot TappingJuan DelacruzNo ratings yet
- Bottom Plate ReplacementDocument1 pageBottom Plate ReplacementYo Wee LiamNo ratings yet
- Shell Repairs To Storage Tanks Using LapDocument6 pagesShell Repairs To Storage Tanks Using LapMSNo ratings yet
- Piping Material For Hydrogen ServiceDocument4 pagesPiping Material For Hydrogen ServiceALP69No ratings yet
- Pressure Vessels: Avoid Costly Design MistakesDocument8 pagesPressure Vessels: Avoid Costly Design Mistakesmarcel linaNo ratings yet
- Revise Storage Tank InspectionsDocument17 pagesRevise Storage Tank InspectionsJacek100% (1)
- CHEVRON Shell and Tube Exchanger Component Design ConsiderationsDocument42 pagesCHEVRON Shell and Tube Exchanger Component Design Considerationsbabak mir80% (5)
- SPC-0804.02-20.06 Rev D2 Field-Erected Low Pressure Storage TankDocument14 pagesSPC-0804.02-20.06 Rev D2 Field-Erected Low Pressure Storage TankswehcctkNo ratings yet
- 100 Overview of Tank DesignDocument20 pages100 Overview of Tank Designkoparan35No ratings yet
- Valve Safety With M2 SeriesDocument4 pagesValve Safety With M2 SeriesYang Gul LeeNo ratings yet
- Design Basis Rev 0 - Static EqptDocument57 pagesDesign Basis Rev 0 - Static Eqptdineshkumar1234100% (1)
- Use of Alloy 718 and 725 in Oil and Gas IndustryDocument9 pagesUse of Alloy 718 and 725 in Oil and Gas IndustryEddyWangNo ratings yet
- Tank Info PDFDocument8 pagesTank Info PDFEric TingNo ratings yet
- Cyclic Operation CompileDocument11 pagesCyclic Operation CompileprabodhvkNo ratings yet
- 600 JSS 2500 001 RevDocument15 pages600 JSS 2500 001 Revhuynhthanhtamga1981No ratings yet
- SPE 128477 MS P 20ksi Bop StackDocument4 pagesSPE 128477 MS P 20ksi Bop Stacknjava1978No ratings yet
- Spe-170480-Ms PDFDocument12 pagesSpe-170480-Ms PDFSasha AlmeidaNo ratings yet
- Yoke Style Closure Double Single Bolt BrochureDocument14 pagesYoke Style Closure Double Single Bolt Brochureandreshuertascalderon02No ratings yet
- 2113-9755 Spec For Gate ValvesDocument14 pages2113-9755 Spec For Gate Valvesmoonstar_dme100% (1)
- Article On Essar Steel Algoma PlantDocument19 pagesArticle On Essar Steel Algoma PlantreggiekovoorNo ratings yet
- Studded Outlet HSB News Letter PDFDocument4 pagesStudded Outlet HSB News Letter PDFG.SWAMINo ratings yet
- A193B7 MaxTemp AllwbleStress - Portland BoltDocument5 pagesA193B7 MaxTemp AllwbleStress - Portland BoltAnonymous nw5AXJqjdNo ratings yet
- Jacobs (HPCL) Standard On Pressure Vessel & He PDFDocument52 pagesJacobs (HPCL) Standard On Pressure Vessel & He PDFAnit100% (2)
- Rycroft Calorifier CatalogueDocument20 pagesRycroft Calorifier CataloguemasoodaeNo ratings yet
- Strategies Against Reoxidation of Liquid Steel in Billet Casting With Metering NozzleDocument9 pagesStrategies Against Reoxidation of Liquid Steel in Billet Casting With Metering NozzlenozediNo ratings yet
- Why Preheating & Interpass Temperature RequiredDocument4 pagesWhy Preheating & Interpass Temperature RequiredMohammad RizwanNo ratings yet
- Flat End PlatesDocument4 pagesFlat End Platesb_wooNo ratings yet
- Refinery Based Case Study of A Novel Gasket Designed For Use in Problematic Shell and Tube Heat Exchangers - Change GasketDocument19 pagesRefinery Based Case Study of A Novel Gasket Designed For Use in Problematic Shell and Tube Heat Exchangers - Change GasketAlbertoNo ratings yet
- Api 610Document11 pagesApi 610prakasharmyNo ratings yet
- Types of Welding JointDocument6 pagesTypes of Welding JointTesema TeshomeNo ratings yet
- Si 10 2013 PDFDocument2 pagesSi 10 2013 PDFhector diazNo ratings yet
- Technical Bulletin - ECOSS - Myths Vs BenefitsDocument5 pagesTechnical Bulletin - ECOSS - Myths Vs BenefitsINPNo ratings yet
- PreheatDocument2 pagesPreheatZoe ToNo ratings yet
- Designing Atmospheric Storage TanksDocument6 pagesDesigning Atmospheric Storage TanksBramJanssen76100% (1)
- Exam July 2021Document16 pagesExam July 202101280724321 Helmy100% (1)
- Lead Free Solder Reflow For Semiconductor Power DevicesDocument3 pagesLead Free Solder Reflow For Semiconductor Power DevicesJennifer StanleyNo ratings yet
- Api 600 Cast Steel Valves 1: Service FeaturesDocument5 pagesApi 600 Cast Steel Valves 1: Service FeaturesRevanNo ratings yet
- Designing Atmospheric Storage Tanks: Engineering PracticeDocument6 pagesDesigning Atmospheric Storage Tanks: Engineering PracticeTiar_Rahman_9553No ratings yet
- Vessel Nozzle PDFDocument30 pagesVessel Nozzle PDFEugenia LorenzaNo ratings yet
- Stack Economizer Specification For Section VIII-Model CREDocument1 pageStack Economizer Specification For Section VIII-Model CRELinggar Setiawan NNo ratings yet
- Heat Treatment of Welded JointsDocument3 pagesHeat Treatment of Welded JointsJlkKumarNo ratings yet
- Static Equipment A Look Inside The How and Why of Specification - Part5Document2 pagesStatic Equipment A Look Inside The How and Why of Specification - Part5BergheisenNo ratings yet
- Piping Material Class c13b Bs 171 ProjectDocument7 pagesPiping Material Class c13b Bs 171 ProjectemanNo ratings yet
- API Tank StudyDocument100 pagesAPI Tank StudyraoNo ratings yet
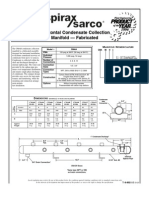
- Horizontal Condensate Collection Manifold - FabricatedDocument2 pagesHorizontal Condensate Collection Manifold - Fabricatedkresimir.mikoc9765No ratings yet
- 04 Samss 041Document6 pages04 Samss 041Moustafa BayoumiNo ratings yet
- Interview Question.Document7 pagesInterview Question.PankajDhobleNo ratings yet
- Study Guide For 2013 API 570 ExamsDocument17 pagesStudy Guide For 2013 API 570 Examsapply19842371100% (1)
- Technical Galvanized BoltsDocument4 pagesTechnical Galvanized BoltsClaudioDuarteNo ratings yet
- PR VesselDocument10 pagesPR Vesselmayukhguhanita2010No ratings yet
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopFrom EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopRating: 4.5 out of 5 stars4.5/5 (2)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingFrom EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesFrom EverandCathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesRating: 4.5 out of 5 stars4.5/5 (5)
- The Art of Lead Burning: A practical treatisening the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesNo ratings yet
- A194A194MDocument11 pagesA194A194Mrgi1780% (1)
- GostDocument29 pagesGostMoldoveanu Teodor80% (5)
- 17-7 PH Data BulletinDocument16 pages17-7 PH Data Bulletinmeckup123No ratings yet
- Pipes and UnionsDocument27 pagesPipes and Unionsraj mohanNo ratings yet
- DWS1110Document53 pagesDWS1110sofianina05No ratings yet
- Fouress: Triple Offset Butterfly ValveDocument3 pagesFouress: Triple Offset Butterfly Valvemoganna73No ratings yet
- Design of Industrial BuildingsDocument29 pagesDesign of Industrial Buildingsbrownpepper30100% (2)
- Cah Katalog Englisch KomplettDocument197 pagesCah Katalog Englisch KomplettJoe TrumpNo ratings yet
- LPCB Sprinkler Pipe Hanger Testing & Requirments PDFDocument12 pagesLPCB Sprinkler Pipe Hanger Testing & Requirments PDFAkmal Hazuan SulaimanNo ratings yet
- Fresa Men ToDocument292 pagesFresa Men ToSandra CrisostomoNo ratings yet
- Introduction To WeldingDocument192 pagesIntroduction To WeldingBiplabananda Talukdar100% (1)
- Chloride Attack On Stainless SteelDocument7 pagesChloride Attack On Stainless Steelpravin_koyyanaNo ratings yet
- 01.4TB.076 Bus Duct Enclosure MaterialDocument1 page01.4TB.076 Bus Duct Enclosure MaterialJonathan FerueloNo ratings yet
- Esr 1042Document0 pagesEsr 1042murdicksNo ratings yet
- SOM-BMT Lab Manual FinalDocument48 pagesSOM-BMT Lab Manual FinalHarish T S Gowda100% (1)
- C95300Document2 pagesC95300Romeo DequitoNo ratings yet
- Doosan VC430-510Document12 pagesDoosan VC430-510LachieDNo ratings yet
- Anvil Restoration: © Robb Gunther and Karl SchulerDocument2 pagesAnvil Restoration: © Robb Gunther and Karl SchulerKelly CooverNo ratings yet
- ANSWERS Ionic Bonding and Ionic Compounds Mutiple Choice 2 2012-07-05Document3 pagesANSWERS Ionic Bonding and Ionic Compounds Mutiple Choice 2 2012-07-05Raghoda AsimNo ratings yet
- General Metal Sheet Metal Work Hand Pump Maintenance 1990 PDFDocument184 pagesGeneral Metal Sheet Metal Work Hand Pump Maintenance 1990 PDFluisimtzNo ratings yet
- Grounding Catalog 2008Document134 pagesGrounding Catalog 2008Hilbert FloresNo ratings yet
- Report Torsion TestDocument27 pagesReport Torsion TestCherif ChokeirNo ratings yet
- Sor 2014-15Document142 pagesSor 2014-15Prasanth ReddyNo ratings yet
- Tools, and Instruments.: Contoh Flash CardDocument4 pagesTools, and Instruments.: Contoh Flash CardBella WahonganNo ratings yet
- The Rotary Draw Tube Bending GuideDocument13 pagesThe Rotary Draw Tube Bending GuideFernandoNass100% (3)
- Design Criteria PDFDocument60 pagesDesign Criteria PDFMohmmad ShaikhNo ratings yet
- Failure and CarbonsDocument19 pagesFailure and CarbonsSherif AdelNo ratings yet
- Comparison of Ansi Aisc 360-05 To 1989 Asd SpecificationDocument32 pagesComparison of Ansi Aisc 360-05 To 1989 Asd SpecificationRicardo MGNo ratings yet
- Common Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsDocument9 pagesCommon Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsradziNo ratings yet
- Indice AashtoDocument71 pagesIndice AashtoFranklinNo ratings yet