You might also like
- MT AnsKeyDocument2 pagesMT AnsKeyGowtham VishvakarmaNo ratings yet
- Reliance Retail Limited: Sr. No. Plan Details SAC Qty MRP/Unit Discount Taxable AmountDocument1 pageReliance Retail Limited: Sr. No. Plan Details SAC Qty MRP/Unit Discount Taxable AmountVijay GuptaNo ratings yet
- 2016 Gate OfficialDocument15 pages2016 Gate OfficialPrakash ChandraNo ratings yet
- 24 Aug 3monthsDocument1 page24 Aug 3monthsGowtham VishvakarmaNo ratings yet
- Uttam Value Steels Limited - WardhaDocument3 pagesUttam Value Steels Limited - WardhaGowtham VishvakarmaNo ratings yet
- Reliance Retail Limited: Sr. No. Plan Details SAC Qty MRP/Unit Discount Taxable AmountDocument1 pageReliance Retail Limited: Sr. No. Plan Details SAC Qty MRP/Unit Discount Taxable AmountVijay GuptaNo ratings yet
- Metal Casting Process PDFDocument3 pagesMetal Casting Process PDFGowtham VishvakarmaNo ratings yet
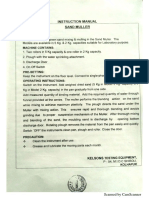
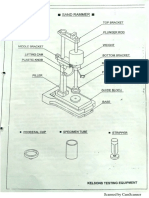
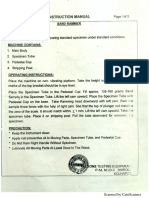
- Sand Rammer1 PDFDocument1 pageSand Rammer1 PDFGowtham VishvakarmaNo ratings yet
- MT S7 2016 A (Gate2016.info)Document2 pagesMT S7 2016 A (Gate2016.info)Gowtham VishvakarmaNo ratings yet
- Foundry Technology: Reference BooksDocument34 pagesFoundry Technology: Reference BooksGowtham VishvakarmaNo ratings yet
- Shatter Index PDFDocument3 pagesShatter Index PDFGowtham VishvakarmaNo ratings yet
- 6 - Seive Analysis PDFDocument4 pages6 - Seive Analysis PDFGowtham VishvakarmaNo ratings yet
- 2016 Gate OfficialDocument15 pages2016 Gate OfficialPrakash ChandraNo ratings yet
- 1 - Compression Strength PDFDocument3 pages1 - Compression Strength PDFGowtham VishvakarmaNo ratings yet
- New Doc 2020-02-11 10.34.29Document1 pageNew Doc 2020-02-11 10.34.29Gowtham VishvakarmaNo ratings yet
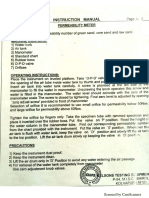
- Permenability MeterDocument3 pagesPermenability MeterGowtham VishvakarmaNo ratings yet
- Sand Muller and Moister TellerDocument2 pagesSand Muller and Moister TellerGowtham VishvakarmaNo ratings yet
- Sand Rammer1 PDFDocument1 pageSand Rammer1 PDFGowtham VishvakarmaNo ratings yet
- Shatter IndexDocument3 pagesShatter IndexGowtham VishvakarmaNo ratings yet
- Sand Rammer PDFDocument1 pageSand Rammer PDFGowtham VishvakarmaNo ratings yet
- 3 - Tensile Stength PDFDocument5 pages3 - Tensile Stength PDFGowtham VishvakarmaNo ratings yet
- 5 - Core and Mould Hardness PDFDocument2 pages5 - Core and Mould Hardness PDFGowtham VishvakarmaNo ratings yet
- 1 - Compression Strength PDFDocument3 pages1 - Compression Strength PDFGowtham VishvakarmaNo ratings yet
- 2 - Shear Strength PDFDocument3 pages2 - Shear Strength PDFGowtham VishvakarmaNo ratings yet
- 7 - Clay Content Test PDFDocument3 pages7 - Clay Content Test PDFGowtham VishvakarmaNo ratings yet
- Flatlapping Polishing-Lamplan 2016 Indep-Mdef PDFDocument64 pagesFlatlapping Polishing-Lamplan 2016 Indep-Mdef PDFGowtham VishvakarmaNo ratings yet
- 119 Met - Engg.PTPGsyllabusDocument58 pages119 Met - Engg.PTPGsyllabusGowtham VishvakarmaNo ratings yet
- Influence of Hadfield S Steel Chemical Composition On Its Mechanical PropertiesDocument9 pagesInfluence of Hadfield S Steel Chemical Composition On Its Mechanical PropertiesGowtham VishvakarmaNo ratings yet
- Polishing Cloths PDFDocument4 pagesPolishing Cloths PDFGowtham VishvakarmaNo ratings yet
- Corrosion 2005 PiteDocument8 pagesCorrosion 2005 PiteGowtham VishvakarmaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Basic Electronic Troubleshooting For Biomedical Technicians 2edDocument239 pagesBasic Electronic Troubleshooting For Biomedical Technicians 2edClovis Justiniano100% (22)
- Sewing Machins Operations ManualDocument243 pagesSewing Machins Operations ManualjemalNo ratings yet
- SKF LGMT-2 Data SheetDocument2 pagesSKF LGMT-2 Data SheetRahul SharmaNo ratings yet
- Fire and Life Safety Assessment ReportDocument5 pagesFire and Life Safety Assessment ReportJune CostalesNo ratings yet
- MMMDocument6 pagesMMMReet KanjilalNo ratings yet
- Step-7 Sample ProgramDocument6 pagesStep-7 Sample ProgramAmitabhaNo ratings yet
- scx4521f SeriesDocument173 pagesscx4521f SeriesVuleticJovanNo ratings yet
- Pet Care in VietnamFull Market ReportDocument51 pagesPet Care in VietnamFull Market ReportTrâm Bảo100% (1)
- Si KaDocument12 pagesSi KanasmineNo ratings yet
- Crivit IAN 89192 FlashlightDocument2 pagesCrivit IAN 89192 FlashlightmNo ratings yet
- Summary - A Short Course On Swing TradingDocument2 pagesSummary - A Short Course On Swing TradingsumonNo ratings yet
- S200 For Sumber RezekiDocument2 pagesS200 For Sumber RezekiIfan JayusdianNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityBhavesh PatelNo ratings yet
- PRELEC 1 Updates in Managerial Accounting Notes PDFDocument6 pagesPRELEC 1 Updates in Managerial Accounting Notes PDFRaichele FranciscoNo ratings yet
- TNCT Q2 Module3cDocument15 pagesTNCT Q2 Module3cashurishuri411100% (1)
- Business Plan GROUP 10Document35 pagesBusiness Plan GROUP 10Sofia GarciaNo ratings yet
- Massive X-16x9 Version 5.0 - 5.3 (Latest New Updates in Here!!!)Document158 pagesMassive X-16x9 Version 5.0 - 5.3 (Latest New Updates in Here!!!)JF DVNo ratings yet
- Teralight ProfileDocument12 pagesTeralight ProfileMohammed TariqNo ratings yet
- Press Release - INTRODUCING THE NEW LAND ROVER DEFENDER PDFDocument6 pagesPress Release - INTRODUCING THE NEW LAND ROVER DEFENDER PDFJay ShahNo ratings yet
- Effect of Internet Use To Academic PerformaceDocument4 pagesEffect of Internet Use To Academic PerformaceLeonard R. RodrigoNo ratings yet
- จัดตารางสอบกลางภาคภาคต้น53Document332 pagesจัดตารางสอบกลางภาคภาคต้น53Yuwarath SuktrakoonNo ratings yet
- Mentorship ICT at A GlanceDocument5 pagesMentorship ICT at A GlanceTeachers Without Borders0% (1)
- CC Anbcc FD 002 Enr0Document5 pagesCC Anbcc FD 002 Enr0ssierroNo ratings yet
- Land Degradetion NarmDocument15 pagesLand Degradetion NarmAbdikafar Adan AbdullahiNo ratings yet
- Standard Cost EstimatesDocument12 pagesStandard Cost EstimatesMasroon ẨśầŕNo ratings yet
- Shares and Share CapitalDocument50 pagesShares and Share CapitalSteve Nteful100% (1)
- Surge Arrester: Technical DataDocument5 pagesSurge Arrester: Technical Datamaruf048No ratings yet
- D6a - D8a PDFDocument168 pagesD6a - D8a PDFduongpn63% (8)
- Spine Beam - SCHEME 4Document28 pagesSpine Beam - SCHEME 4Edi ObrayanNo ratings yet
- 990-91356A ACRD300 CE-UL TechnicalSpecifications Part2Document25 pages990-91356A ACRD300 CE-UL TechnicalSpecifications Part2Marvin NerioNo ratings yet