You might also like
- Emco Retrofit With UCN5804BDocument12 pagesEmco Retrofit With UCN5804B63ragtopNo ratings yet
- Eurotech B700 SeriesDocument4 pagesEurotech B700 SeriesCNC SYSTEMSNo ratings yet
- Eurotech 735 Lathes SeriesDocument7 pagesEurotech 735 Lathes SeriesCNC SYSTEMSNo ratings yet
- Sds6 Sds6 Sds6 Sds6: Digital Readouts Digital Readouts Digital Readouts Digital ReadoutsDocument117 pagesSds6 Sds6 Sds6 Sds6: Digital Readouts Digital Readouts Digital Readouts Digital ReadoutsKaku e Kin0% (1)
- SurfaceRoughnessTester SRT-6210 SRT-6200 CatalogDocument2 pagesSurfaceRoughnessTester SRT-6210 SRT-6200 CatalogMbimbikNo ratings yet
- TcposamDocument96 pagesTcposamrohitNo ratings yet
- M330VF Combination Lathe Mill Machine MAXNOVODocument3 pagesM330VF Combination Lathe Mill Machine MAXNOVOHeryanto SyamNo ratings yet
- GibbsCAM Tutorial 02Document22 pagesGibbsCAM Tutorial 02rodrigodalvitNo ratings yet
- Cam CalculationDocument7 pagesCam CalculationVignesh WaranNo ratings yet
- Task 4 - G Clamp PDFDocument3 pagesTask 4 - G Clamp PDFAngga AlqohollsquaddNo ratings yet
- Solidworks Sheet Metal TutorialDocument17 pagesSolidworks Sheet Metal Tutorialmehdi810No ratings yet
- AC CUT EDM-Expert InterfaceDocument16 pagesAC CUT EDM-Expert InterfaceJosh TaylorNo ratings yet
- Sinumerik 828dDocument362 pagesSinumerik 828dJose Luis RamirezNo ratings yet
- A Critical Review On Optimization of WEDM Process Using Taguchi ArrayDocument6 pagesA Critical Review On Optimization of WEDM Process Using Taguchi ArrayIJRASETPublicationsNo ratings yet
- Apostila PowerMILL 5.5 - 5 EixosDocument126 pagesApostila PowerMILL 5.5 - 5 EixosRoberto SilvaNo ratings yet
- CNC3 User Manual - V1.2Document14 pagesCNC3 User Manual - V1.2Marcel FischerNo ratings yet
- SolidCAM 2021 ToolKit Reference GuideDocument79 pagesSolidCAM 2021 ToolKit Reference GuideLucija KrklecNo ratings yet
- Spec Cm55 enDocument20 pagesSpec Cm55 enNilxon Alejandro Jaramillo DíazNo ratings yet
- 2007 ESPRIT Fundamentals ManualDocument2 pages2007 ESPRIT Fundamentals ManualErich WagnerNo ratings yet
- Esprit TNG Release 34Document84 pagesEsprit TNG Release 34AlexNo ratings yet
- 2 Smart HW Connection and MaitenanceDocument49 pages2 Smart HW Connection and Maitenancegopikrishna.schunk100% (1)
- My ProjectDocument21 pagesMy ProjectSam SachanNo ratings yet
- Hand Book G 06.05Document68 pagesHand Book G 06.05Jon Morales100% (1)
- Practicas Digiac 1750 1Document18 pagesPracticas Digiac 1750 1Saga Adolfo GonzalezNo ratings yet
- Family eDocument24 pagesFamily eisosicaNo ratings yet
- Tecumseh Model Tvs90 43000a Parts ListDocument7 pagesTecumseh Model Tvs90 43000a Parts ListCalo2773No ratings yet
- NC P PDFDocument129 pagesNC P PDFrikiivoNo ratings yet
- The Basics CFDDocument63 pagesThe Basics CFDHuy TrầnNo ratings yet
- Complete EDM Handbook - 10Document8 pagesComplete EDM Handbook - 10peroz_ak47No ratings yet
- APPLIED MECHANICS Paper 2Document4 pagesAPPLIED MECHANICS Paper 2FOFUH RONALD NCHEGEH100% (1)
- SEM MT Motors BrochureDocument6 pagesSEM MT Motors BrochureAlpha ConsultantsNo ratings yet
- Emco Concept Turn 105Document4 pagesEmco Concept Turn 105Fabio TolentinoNo ratings yet
- Super Mill ManualDocument77 pagesSuper Mill Manualshantanu kadamNo ratings yet
- Exercice FrettageDocument5 pagesExercice Frettagemouhend10No ratings yet
- Cswpa-Sheet MetalDocument2 pagesCswpa-Sheet MetaljabeNo ratings yet
- Biesse Rover Gold 1232 - 2013 - enDocument9 pagesBiesse Rover Gold 1232 - 2013 - enetors11No ratings yet
- Emco 325 A7G - V3 PDFDocument62 pagesEmco 325 A7G - V3 PDFDanielNo ratings yet
- Project Report Granite Cutting Polishing UnitDocument3 pagesProject Report Granite Cutting Polishing UnitSharan SwiftNo ratings yet
- Catia v5 6r2014 For Engineers and Designers PDF FreeDocument2 pagesCatia v5 6r2014 For Engineers and Designers PDF FreeJasmeet SinghNo ratings yet
- Tolerances and Fits ExercisesDocument7 pagesTolerances and Fits ExercisesXacobe PiñeiroNo ratings yet
- MillingDocument54 pagesMillingNelsan PatelNo ratings yet
- Mechanical Design Expert CATIA V5 PDFDocument294 pagesMechanical Design Expert CATIA V5 PDFSonja ŠtefanacNo ratings yet
- Milling MachinesDocument48 pagesMilling MachinesAliah IzzahNo ratings yet
- CNC Mill Machine PICODocument4 pagesCNC Mill Machine PICOVlastimir PejićNo ratings yet
- SMSR PHGM Catalog RefDocument20 pagesSMSR PHGM Catalog Refprashant mishraNo ratings yet
- AXBB E ManualDocument29 pagesAXBB E ManualKenny HebertNo ratings yet
- Pyfirmata Latest PDFDocument19 pagesPyfirmata Latest PDFDiana VázquezNo ratings yet
- Design and Simulation of A Plastic ChairDocument14 pagesDesign and Simulation of A Plastic Chairafolabi oluwadaraNo ratings yet
- Astakhov 2013 Cutting TribologyDocument66 pagesAstakhov 2013 Cutting TribologyFatih Hayati Çakır100% (2)
- Chips TypeDocument4 pagesChips TypeWajahat RasoolNo ratings yet
- Charmille SDocument12 pagesCharmille SmecschioNo ratings yet
- Advanced ClassDocument157 pagesAdvanced ClassjohnNo ratings yet
- User Manual-MACH3-MKX-V1.0Document40 pagesUser Manual-MACH3-MKX-V1.0Daniel NituNo ratings yet
- XYZ Probe Modification - CNCzoneDocument17 pagesXYZ Probe Modification - CNCzonejdk3dNo ratings yet
- Lecture No. 7 Turning ParametersDocument29 pagesLecture No. 7 Turning ParametersMuhammad IrfanNo ratings yet
- Cutting Speed May BeDocument14 pagesCutting Speed May BeJibin Jose100% (1)
- Calculation Manufacturing ProcessDocument18 pagesCalculation Manufacturing ProcessEncik MaaNo ratings yet
- MP Unit-2Document113 pagesMP Unit-2Parth MaldhureNo ratings yet
- Lecture 5Document11 pagesLecture 5Shakeel AhmadNo ratings yet
- NURBS SailboatDocument5 pagesNURBS SailboatprogramiranjecncNo ratings yet
- NURBS Sailboat 3Document6 pagesNURBS Sailboat 3programiranjecncNo ratings yet
- How To Draw Spiral Bevel GearsDocument3 pagesHow To Draw Spiral Bevel GearsprogramiranjecncNo ratings yet
- MenjacDocument1 pageMenjacprogramiranjecncNo ratings yet
- Hobs Milling Cutters Ed0Document16 pagesHobs Milling Cutters Ed0Hari PrasadNo ratings yet
- Manufacturing Technology II SyllabusDocument1 pageManufacturing Technology II Syllabussmg26thmay100% (1)
- Easuring Nstruments: M.R.P. PRICE LIST (W.e.f. 01.10.2018)Document6 pagesEasuring Nstruments: M.R.P. PRICE LIST (W.e.f. 01.10.2018)warekarNo ratings yet
- Price List Updated TGL 08 Feb 21 SupermaketDocument11 pagesPrice List Updated TGL 08 Feb 21 SupermaketHeGun HokNo ratings yet
- Lathe MachineDocument7 pagesLathe MachineJacTomlinNo ratings yet
- Me409e - CNC - MC PDFDocument8 pagesMe409e - CNC - MC PDFsucc my memeNo ratings yet
- Module 1 Week 2-3, SMAW 10Document14 pagesModule 1 Week 2-3, SMAW 10Daryl TesoroNo ratings yet
- Drilling of A Work Piece Held in A ViseDocument8 pagesDrilling of A Work Piece Held in A ViseFaisal RafiqueNo ratings yet
- Tap and DieDocument18 pagesTap and DieKARTHIGEYAN.RNo ratings yet
- LG 3 RT 54 QqbmegtvDocument19 pagesLG 3 RT 54 QqbmegtvChacha MagiboNo ratings yet
- Jig AbstractDocument1 pageJig AbstractSathish KasilingamNo ratings yet
- CNC Pit Wheel Lathe MachineDocument16 pagesCNC Pit Wheel Lathe MachineJyothendra Pavan DamarlaNo ratings yet
- New Entry November - December - 2014Document43 pagesNew Entry November - December - 2014Mooeez BellaamineNo ratings yet
- Engineering Workshop-I Lab ManualDocument156 pagesEngineering Workshop-I Lab ManualBharath Reddy25% (4)
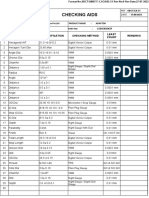
- Checking Aids: SBCT Industries LLPDocument1 pageChecking Aids: SBCT Industries LLPSBCT QCNo ratings yet
- Milling Report SampleDocument3 pagesMilling Report SampleAmanda LamNo ratings yet
- HNK NT VTC Vert Lathes PDFDocument16 pagesHNK NT VTC Vert Lathes PDFs_barriosNo ratings yet
- How To Use A Milling Machine 1Document50 pagesHow To Use A Milling Machine 1abyzenNo ratings yet
- Ansi Asme B1.20.1-1983Document5 pagesAnsi Asme B1.20.1-1983lorenzinho290No ratings yet
- FB 220402190133Document113 pagesFB 220402190133alecandro_90No ratings yet
- 2 B.TECH EXPERIMENT'S SEM IV - Wire DrawingDocument3 pages2 B.TECH EXPERIMENT'S SEM IV - Wire DrawingNeelNo ratings yet
- Instructions How To Use A Milling MachineDocument7 pagesInstructions How To Use A Milling Machinerc94No ratings yet
- Unit II 2 Marks Q&ADocument4 pagesUnit II 2 Marks Q&AParamasivam VeerappanNo ratings yet
- Pivot Replacement: ChecklistDocument7 pagesPivot Replacement: Checklistottershaw57No ratings yet
- Manufacturing Technology Laboratory - I (Me6311) Laboratory: July 2016Document52 pagesManufacturing Technology Laboratory - I (Me6311) Laboratory: July 2016honey singhNo ratings yet
- Chapter Two: Turning and Related OperationsDocument78 pagesChapter Two: Turning and Related OperationsElwy MustafaNo ratings yet
- CNC Part ProgrammingDocument53 pagesCNC Part ProgrammingmsshahenterNo ratings yet
- Lathe MachineDocument9 pagesLathe MachineSteven Josh bernalNo ratings yet
- JJ104 Workshop Technology Chapter5 Lathe MachineDocument37 pagesJJ104 Workshop Technology Chapter5 Lathe MachineAh Tiang0% (1)