You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Gears July 2015Document84 pagesGears July 2015Rodger BlandNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- BeringDocument14 pagesBeringRams0% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Piano Action RegulationDocument10 pagesPiano Action RegulationTrentStewartLaCour100% (2)
- Incident InvestDocument8 pagesIncident InvestAndy DolmanNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Incident InvestDocument16 pagesIncident InvestAndy DolmanNo ratings yet
- Incident InvestDocument15 pagesIncident InvestAndy DolmanNo ratings yet
- Cape BmedDocument381 pagesCape BmedJamal's UploadsNo ratings yet
- Turcite Sheet TrueslideDocument5 pagesTurcite Sheet TrueslideHaitham MohammadNo ratings yet
- Appendix G: Quick Checklist For InvestigatorsDocument5 pagesAppendix G: Quick Checklist For InvestigatorsAndy DolmanNo ratings yet
- Butterfly Norris Series 285Document12 pagesButterfly Norris Series 285metasoniko2014No ratings yet
- Plant Tech GuideDocument5 pagesPlant Tech GuideAndy DolmanNo ratings yet
- C32 Gear Group (Front) - Install PDFDocument4 pagesC32 Gear Group (Front) - Install PDFmanu luvungaNo ratings yet
- Quick Checklist For Investigators: Physical ItemsDocument4 pagesQuick Checklist For Investigators: Physical ItemsAndy DolmanNo ratings yet
- Shanbao PE250X500 Crusher Parts ManualDocument1 pageShanbao PE250X500 Crusher Parts ManualTomas ChienNo ratings yet
- 3.0l Engine With Variable TimingDocument150 pages3.0l Engine With Variable TimingMichael Kosarev100% (3)
- EASA Shaft Bearing Currents PDFDocument13 pagesEASA Shaft Bearing Currents PDFnalasekaran100% (2)
- Neapco Crucetas PDFDocument412 pagesNeapco Crucetas PDFMiguel Angel Herrera MartinezNo ratings yet
- Plano de Ensamble 3D (60"x113") Traylor "NT" Giratory Crusher Assembly PDFDocument1 pagePlano de Ensamble 3D (60"x113") Traylor "NT" Giratory Crusher Assembly PDFRenato DezaNo ratings yet
- Drive Chains PDFDocument347 pagesDrive Chains PDFzalabiNo ratings yet
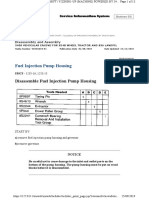
- 3408 Dissassemble Fuel Pump Housing PDFDocument13 pages3408 Dissassemble Fuel Pump Housing PDFmanu luvungaNo ratings yet
- Incident InvestDocument1 pageIncident InvestAndy DolmanNo ratings yet
- Comprehensive List of CausesDocument1 pageComprehensive List of CausesAndy DolmanNo ratings yet
- Investigator Name: Event Assessed: Date of Assessment: Investigation Follow-Up Checklist Addressed? Follow-Up Issues Yes NoDocument1 pageInvestigator Name: Event Assessed: Date of Assessment: Investigation Follow-Up Checklist Addressed? Follow-Up Issues Yes NoAndy DolmanNo ratings yet
- Investigator Name: Event Assessed: Date of AssessmentDocument1 pageInvestigator Name: Event Assessed: Date of AssessmentAndy DolmanNo ratings yet
- PSM Investigation Compliance Checklist Incident Investigation GuidelineDocument1 pagePSM Investigation Compliance Checklist Incident Investigation GuidelineAndy DolmanNo ratings yet
- Customize This List For Your Use. See The CCPS Guideline For Investigating Chemical InformationDocument4 pagesCustomize This List For Your Use. See The CCPS Guideline For Investigating Chemical InformationAndy DolmanNo ratings yet
- Flashback From Waste Gas Incinerator Into Air Supply Piping: Rohm and Haas Texas Inc Deer Park, TX 77536Document8 pagesFlashback From Waste Gas Incinerator Into Air Supply Piping: Rohm and Haas Texas Inc Deer Park, TX 77536Andy DolmanNo ratings yet
- Checklist For Developing An Incident Investigation PlanDocument1 pageChecklist For Developing An Incident Investigation PlanAndy DolmanNo ratings yet
- Investigator Name: Event Assessed: Date of Assessment:: Sample Human Factors Checklist Incident Investigation GuidelineDocument1 pageInvestigator Name: Event Assessed: Date of Assessment:: Sample Human Factors Checklist Incident Investigation GuidelineAndy DolmanNo ratings yet
- Sample Investigation Improvement Checklist Incident Investigation GuidelineDocument2 pagesSample Investigation Improvement Checklist Incident Investigation GuidelineAndy DolmanNo ratings yet
- Appendix A: Relevant OrganizationsDocument3 pagesAppendix A: Relevant OrganizationsAndy DolmanNo ratings yet
- Investigator Name: Event Assessed: Date of AssessmentDocument1 pageInvestigator Name: Event Assessed: Date of AssessmentAndy DolmanNo ratings yet
- Appendix F: Selected OSHA and EPA Incident Investigation RegulationsDocument3 pagesAppendix F: Selected OSHA and EPA Incident Investigation RegulationsAndy DolmanNo ratings yet
- Incident InvestDocument1 pageIncident InvestAndy DolmanNo ratings yet
- Propane Tank Flare Off in Topeka Cause and Effect Chart: (Simplified Version) 12-2-02Document2 pagesPropane Tank Flare Off in Topeka Cause and Effect Chart: (Simplified Version) 12-2-02Andy DolmanNo ratings yet
- Review: The Apollo Rca ProcessDocument1 pageReview: The Apollo Rca ProcessAndy DolmanNo ratings yet
- Appendix B: Professional Assistance DirectoryDocument2 pagesAppendix B: Professional Assistance DirectoryAndy DolmanNo ratings yet
- Appendix C: Photography Guidelines For Maximum ResultsDocument3 pagesAppendix C: Photography Guidelines For Maximum ResultsAndy DolmanNo ratings yet
- Checklist To Prepare For An Inspection Incident Investigation GuidelineDocument1 pageChecklist To Prepare For An Inspection Incident Investigation GuidelineAndy DolmanNo ratings yet
- Incident InvestDocument16 pagesIncident InvestAndy DolmanNo ratings yet
- Continuous Improvement For The Incident Investigation SystemDocument10 pagesContinuous Improvement For The Incident Investigation SystemAndy DolmanNo ratings yet
- An Overview of Incident Causation TheoriesDocument9 pagesAn Overview of Incident Causation TheoriesAndy DolmanNo ratings yet
- Incident InvestDocument17 pagesIncident InvestAndy DolmanNo ratings yet
- Critical Process Impact MatrixDocument1 pageCritical Process Impact MatrixAndy DolmanNo ratings yet
- Installation, Operation and Maintenance Instructions: Model 3600 API 610 10th Edition (ISO 13709)Document92 pagesInstallation, Operation and Maintenance Instructions: Model 3600 API 610 10th Edition (ISO 13709)José Fernando TerronesNo ratings yet
- rr320305 Design of Machine Members IIDocument8 pagesrr320305 Design of Machine Members IISRINIVASA RAO GANTANo ratings yet
- RVX Upgrade Ps 100 7 Ea4Document8 pagesRVX Upgrade Ps 100 7 Ea4Mark HydeNo ratings yet
- Seal Aftermarket Products Parts List 2021-04-07Document228 pagesSeal Aftermarket Products Parts List 2021-04-07Fontes Cambios Automaticos0% (1)
- ME6503-Design of Machine Elements PDFDocument15 pagesME6503-Design of Machine Elements PDFkarthikNo ratings yet
- External Gear PumpDocument4 pagesExternal Gear PumpingenieroNo ratings yet
- Elementos de Desgaste 160hDocument6 pagesElementos de Desgaste 160hAnonymous F2Q7hAtscNo ratings yet
- SS Mechanical Seals Type 1648 2648 3648 4C 2PG NOV2015Document2 pagesSS Mechanical Seals Type 1648 2648 3648 4C 2PG NOV2015Ajazuddin MohammedNo ratings yet
- Installation Manual Serial 4000 HW - Tuf-Lite IIDocument8 pagesInstallation Manual Serial 4000 HW - Tuf-Lite IIAnonymous LBwADkNZHNo ratings yet
- Corsair Motors BrochureDocument5 pagesCorsair Motors BrochureManuel Sanchez BandiniNo ratings yet
- Who We AreDocument20 pagesWho We ArejavierNo ratings yet
- Spandau Pumpen Centrifugal Pumps SKF Vogel Schmiertechnik 1 6667 ENDocument72 pagesSpandau Pumpen Centrifugal Pumps SKF Vogel Schmiertechnik 1 6667 ENsf w0% (1)
- The History of The Gas Bearings Theory Development - M. P. Bulat Et Al. - 2013Document5 pagesThe History of The Gas Bearings Theory Development - M. P. Bulat Et Al. - 2013viethuong96No ratings yet
- Northen LightDocument67 pagesNorthen Lightmohd tawfikNo ratings yet
- The Maximizer Pumping UnitDocument16 pagesThe Maximizer Pumping UnitJORGE ELIECER RUEDA PINZONNo ratings yet
- Assembly and Parts Drawing KD6105: Easy Wearing Part Tighten Torque For Main Bolts and Nuts (Unit:N.m)Document2 pagesAssembly and Parts Drawing KD6105: Easy Wearing Part Tighten Torque For Main Bolts and Nuts (Unit:N.m)Duvan Garridt MillanNo ratings yet