You might also like
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Analysis of Mechanical Properties of Mild Steel Applying Various Heat TreatmentDocument4 pagesAnalysis of Mechanical Properties of Mild Steel Applying Various Heat Treatmentফিনাইলআইসোসায়ানাইডNo ratings yet
- 10 Effect ofDocument6 pages10 Effect ofMada PerwiraNo ratings yet
- Effect of Various Heat Treatment Process On Tensile Strength and Elongation of Stainless SteelDocument5 pagesEffect of Various Heat Treatment Process On Tensile Strength and Elongation of Stainless SteelehsanNo ratings yet
- Effect of Tempering Behavior On Heat Treated Medium Carbon (C 35 MN 75) SteelDocument6 pagesEffect of Tempering Behavior On Heat Treated Medium Carbon (C 35 MN 75) SteelMuhanad MamooriNo ratings yet
- Heat Treatment Lab ReportDocument7 pagesHeat Treatment Lab Reportmuvhulawa bologo100% (1)
- Heat Treatment Study On Carbon SteelDocument6 pagesHeat Treatment Study On Carbon SteelramaNo ratings yet
- Matreial Lab: Dr. Morad EtierDocument14 pagesMatreial Lab: Dr. Morad EtierNedaa AbboushiNo ratings yet
- Induction Heat Treatment TechnologyDocument6 pagesInduction Heat Treatment TechnologyEsmaeil NaNo ratings yet
- Quiz (Heat Treatment Process)Document1 pageQuiz (Heat Treatment Process)Mariel I. MatibayNo ratings yet
- Report On Heat Treatment of Plain Carbon Steel Kuet MeDocument11 pagesReport On Heat Treatment of Plain Carbon Steel Kuet MeAhmed JishanNo ratings yet
- Analysis of Mechanical Properties of Mild Steel Applying Various Heat TreatmentDocument6 pagesAnalysis of Mechanical Properties of Mild Steel Applying Various Heat TreatmentUmesh LahorkarNo ratings yet
- Obiukwu Osita, Udeani Henry, Ubani ProgressDocument12 pagesObiukwu Osita, Udeani Henry, Ubani ProgressPrashant KumarNo ratings yet
- Surface Hardness Behaviour of Heat Treated Ni-Cr-Mo Alloys: V.K.MuruganDocument6 pagesSurface Hardness Behaviour of Heat Treated Ni-Cr-Mo Alloys: V.K.MuruganJai Prakash ReddyNo ratings yet
- Heat Treatment PPTDocument70 pagesHeat Treatment PPTJhonrey QuejadaNo ratings yet
- Purposes and The Procedures For The Following Metal Heat TreatmentsDocument2 pagesPurposes and The Procedures For The Following Metal Heat TreatmentsAlliah Nicole CaraangNo ratings yet
- What Is Heat TreatmentDocument2 pagesWhat Is Heat TreatmentPradyot DeoliaNo ratings yet
- Ijirt155149 PaperDocument8 pagesIjirt155149 PaperMohamed HassanNo ratings yet
- A025501015 PDFDocument15 pagesA025501015 PDFsivaNo ratings yet
- Heat TreatmentDocument4 pagesHeat TreatmentPUBLIC USERNo ratings yet
- Sudipta Nath: Materials EngineeringDocument20 pagesSudipta Nath: Materials EngineeringSudipta NathNo ratings yet
- Effect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelDocument7 pagesEffect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelMahmood KhanNo ratings yet
- 18-6 Theoretical PartsDocument11 pages18-6 Theoretical Partshayder1920No ratings yet
- Heat Treatment of Plain Carbon SteelDocument12 pagesHeat Treatment of Plain Carbon Steelweda walata heduwaNo ratings yet
- Heat Treatment ProcessesDocument4 pagesHeat Treatment ProcessesMuhammad Zohaib Ali100% (1)
- Increasing The Performance of Chain Sprocket by Using Cryogenic Treated and Normalizing in Superficial Heat TreatmentDocument25 pagesIncreasing The Performance of Chain Sprocket by Using Cryogenic Treated and Normalizing in Superficial Heat Treatmentthai avvaiNo ratings yet
- High Speed SteelsDocument8 pagesHigh Speed SteelsShahzaib NajafNo ratings yet
- Matreial Lab PDFDocument14 pagesMatreial Lab PDFNedaa AbboushiNo ratings yet
- Heat Treatments - IntroductionDocument2 pagesHeat Treatments - IntroductionJiteshPbhujbalNo ratings yet
- Microstructural Characterization, Strengthening and Toughening Mechanisms of A Quenched and Tempered Steel Effect of Heat Treatment ParametersDocument22 pagesMicrostructural Characterization, Strengthening and Toughening Mechanisms of A Quenched and Tempered Steel Effect of Heat Treatment ParametersAlmerindo JuniorNo ratings yet
- MCW - 4 PDFDocument5 pagesMCW - 4 PDFAtul Goswami 21BME1315No ratings yet
- Effects of Heat Treatment Process On Strength of Brass by Using Compression Test On UTMDocument10 pagesEffects of Heat Treatment Process On Strength of Brass by Using Compression Test On UTMMuhammad Huzaifa 1070-FET/BSME/F21No ratings yet
- MaterialsciencereportDocument6 pagesMaterialsciencereporterosNo ratings yet
- Enhancement of Mechanical Properties On Aluminum Alloys - A ReviewDocument3 pagesEnhancement of Mechanical Properties On Aluminum Alloys - A ReviewhsemargNo ratings yet
- Biswas 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012065Document7 pagesBiswas 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012065Ersan GönülNo ratings yet
- Theoritical BackgroundDocument5 pagesTheoritical BackgroundFady GamalNo ratings yet
- Heat TreatmentDocument59 pagesHeat TreatmentINSTECH Consulting100% (1)
- Areola TOPIC4Document7 pagesAreola TOPIC4simeon tayawaNo ratings yet
- The Heat Treatment Analysis of E110 Case HardeningDocument10 pagesThe Heat Treatment Analysis of E110 Case HardeningGuussttNo ratings yet
- Effect of Various Heat Treatment On The Mechanical Properties of Steel Alloy EN31Document10 pagesEffect of Various Heat Treatment On The Mechanical Properties of Steel Alloy EN31IJIRSTNo ratings yet
- C0608052634 PDFDocument9 pagesC0608052634 PDFKavin PrakashNo ratings yet
- Heat and Surface Treatment of Hot Work TDocument17 pagesHeat and Surface Treatment of Hot Work TakashnirmalyamNo ratings yet
- The Heat Treatment of Austenisation Analysis of Me PDFDocument8 pagesThe Heat Treatment of Austenisation Analysis of Me PDFGuussttNo ratings yet
- Metals 08 01056 PDFDocument16 pagesMetals 08 01056 PDFluisNo ratings yet
- HeattreatmentDocument22 pagesHeattreatmentAtif AttiqueNo ratings yet
- All Written Paper Solution..Sanjay MohapatraDocument137 pagesAll Written Paper Solution..Sanjay MohapatraJohn PaulNo ratings yet
- Improvement of Mechanical Properties of Alloy Steel Type (40x) by Using Heat TreatmentsDocument11 pagesImprovement of Mechanical Properties of Alloy Steel Type (40x) by Using Heat Treatmentsyared sitotawNo ratings yet
- Heat Treatment and Mechanical Characterization of En8 Steel: AIP Conference Proceedings March 2019Document13 pagesHeat Treatment and Mechanical Characterization of En8 Steel: AIP Conference Proceedings March 2019adam kurniawanNo ratings yet
- h11.h13 SynopsisDocument3 pagesh11.h13 SynopsisSahil NegiNo ratings yet
- WRC Buletine 330 RelatedDocument4 pagesWRC Buletine 330 RelatedRamesh KrishnanNo ratings yet
- Effect of Subzero Treatment On Microstructure and Material Properties of EN24 SteelDocument8 pagesEffect of Subzero Treatment On Microstructure and Material Properties of EN24 SteelIJMERNo ratings yet
- Investigation On Disc Plate by Using Low Alloy Steel Treated With Annealing and Cryogenic MethodsDocument16 pagesInvestigation On Disc Plate by Using Low Alloy Steel Treated With Annealing and Cryogenic Methodsthai avvaiNo ratings yet
- Heat Treatment of SteelDocument11 pagesHeat Treatment of Steel12babonNo ratings yet
- Studies On The Mechanical Properties of C45 SteelDocument18 pagesStudies On The Mechanical Properties of C45 SteelThái PhươngNo ratings yet
- Iron Iron Carbon DiagramDocument9 pagesIron Iron Carbon DiagramwaqarNo ratings yet
- 36185-Paper Cryogenic Treatment - 2Document6 pages36185-Paper Cryogenic Treatment - 2eshuNo ratings yet
- Ijmerr v3n2 30Document6 pagesIjmerr v3n2 30remo senNo ratings yet
- Kulliyyah of Engineering: Heat TreatmentDocument15 pagesKulliyyah of Engineering: Heat TreatmentWafa ZullfakherNo ratings yet
- What Is Heat Treatment?: Written By: Johnsinit - Edited By: Lamar Stonecypher - Updated: 1/8/2011Document2 pagesWhat Is Heat Treatment?: Written By: Johnsinit - Edited By: Lamar Stonecypher - Updated: 1/8/2011విష్ణువర్ధన్రెడ్డిNo ratings yet
- Section II A SA-430 - SA-430MDocument7 pagesSection II A SA-430 - SA-430MSocrates MoralesNo ratings yet
- Metallurgy 5th Ed 1977 PDFDocument483 pagesMetallurgy 5th Ed 1977 PDFanon_435115635No ratings yet
- Aluminum Permanent-Mold Casting AlloyDocument2 pagesAluminum Permanent-Mold Casting Alloymanjunath k sNo ratings yet
- Practical Yield Line DesignDocument175 pagesPractical Yield Line DesignGan Chin Phang100% (1)
- Dental Composite Resin. A ReviewDocument7 pagesDental Composite Resin. A ReviewDan MPNo ratings yet
- 10 Sifat Mekanik PolimerDocument33 pages10 Sifat Mekanik PolimerAbu Jihad AlmagribiNo ratings yet
- Mya Mya Khin M.eng ThesisDocument142 pagesMya Mya Khin M.eng ThesisAvinash VankadaruNo ratings yet
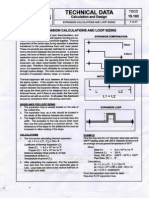
- Expansion Calculation and Loop Sizing001Document2 pagesExpansion Calculation and Loop Sizing001Joseph R. F. DavidNo ratings yet
- Surface Tension and Interfacial PhenomenonDocument36 pagesSurface Tension and Interfacial PhenomenonamitNo ratings yet
- Material Data Sheet Stainless Steel Sheet Aisi 301Document2 pagesMaterial Data Sheet Stainless Steel Sheet Aisi 301Andrea MartinezNo ratings yet
- 207 713 1 PBDocument7 pages207 713 1 PBGeorgi KalchevNo ratings yet
- ET GTU Study Material E-Notes Unit-2 25102019120012PMDocument21 pagesET GTU Study Material E-Notes Unit-2 25102019120012PMsarvaiya akshayNo ratings yet
- Zinc DIE CASTINGDocument10 pagesZinc DIE CASTINGFrancisco BocanegraNo ratings yet
- 3123 PDFDocument4 pages3123 PDFTrefina PranaNo ratings yet
- Feng, CaiDocument15 pagesFeng, Caima.shaheNo ratings yet
- Oxide Spintronics: Manuel Bibes and Agnès BarthélémyDocument21 pagesOxide Spintronics: Manuel Bibes and Agnès BarthélémyVinicius PimentaNo ratings yet
- Procedure PipeDocument4 pagesProcedure PipejoeknotNo ratings yet
- Topic 1 - ConcreteDocument123 pagesTopic 1 - ConcreteFadlee WookieNo ratings yet
- Part 02 Question (458 - 472)Document17 pagesPart 02 Question (458 - 472)RAJDEEP DAS0% (1)
- Theories of FailureDocument47 pagesTheories of FailurethirumalaikumaranNo ratings yet
- 2014 KGSP University Information-English (2020)Document270 pages2014 KGSP University Information-English (2020)hungnv91No ratings yet
- Absorption and Diffusion of Hydrogen in SteelsDocument12 pagesAbsorption and Diffusion of Hydrogen in SteelsadipanNo ratings yet
- Btech Ee 3 Sem Electrical Measurements and Instrumentation Kee302 2022Document2 pagesBtech Ee 3 Sem Electrical Measurements and Instrumentation Kee302 2022Priyanshu SuryavanshiNo ratings yet
- Light Emitting Diode (LED) - Working, Construction and Symbol - DiodeDocument19 pagesLight Emitting Diode (LED) - Working, Construction and Symbol - DiodehavejsnjNo ratings yet
- Hamzeh Et Al 2013 Study of Electrospun Nanofibre Formation Process and Their Electrostatic AnalysisDocument12 pagesHamzeh Et Al 2013 Study of Electrospun Nanofibre Formation Process and Their Electrostatic AnalysisHatice HaticeNo ratings yet
- Solid State Physica - MCQDocument31 pagesSolid State Physica - MCQVishnu RautNo ratings yet
- Bearing Lubrication: Characteristics of Grease Lubricants Used in General Bearing ProductsDocument7 pagesBearing Lubrication: Characteristics of Grease Lubricants Used in General Bearing Productssureshnfcl100% (1)
- HF Performer Tl5 FlatDocument4 pagesHF Performer Tl5 Flatnoel antonio RamosNo ratings yet
- Q. Bank Pii/I, Ii T.Y.B.Sc. Sem VDocument2 pagesQ. Bank Pii/I, Ii T.Y.B.Sc. Sem VNeelam KapoorNo ratings yet
- s2.0 0925838894905118 MainDocument3 pagess2.0 0925838894905118 MainAmir JoonNo ratings yet