You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- D31Document8 pagesD31NoLo Paramarto100% (2)
- IBP1142 - 19 Offshore Development: Submarine Pipelines-Soil InteractionDocument13 pagesIBP1142 - 19 Offshore Development: Submarine Pipelines-Soil InteractionMarcelo Varejão CasarinNo ratings yet
- IBP1146 - 19 Maintenance Productivity Measurement Study at TranspetroDocument8 pagesIBP1146 - 19 Maintenance Productivity Measurement Study at TranspetroMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1138 Rio Paper Rev01 PDFDocument11 pagesRiopipeline2019 1138 Rio Paper Rev01 PDFMarcelo Varejão CasarinNo ratings yet
- IBP1141 - 19 The Use of Optical Sensor To Investigate Dissolved Oxygen in CrudeDocument12 pagesIBP1141 - 19 The Use of Optical Sensor To Investigate Dissolved Oxygen in CrudeMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1137 201906031307ibp1137 19 Increas PDFDocument10 pagesRiopipeline2019 1137 201906031307ibp1137 19 Increas PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1140 Ibp 1140 Nao Intrusivos Final PDFDocument4 pagesRiopipeline2019 1140 Ibp 1140 Nao Intrusivos Final PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1120 Ibp1120 19 Transpetro S Worklo PDFDocument9 pagesRiopipeline2019 1120 Ibp1120 19 Transpetro S Worklo PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1115 201906070716fm 3811 00 Formato PDFDocument13 pagesRiopipeline2019 1115 201906070716fm 3811 00 Formato PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1136 Ibp1136 19 Rafael Carlucci Tav PDFDocument7 pagesRiopipeline2019 1136 Ibp1136 19 Rafael Carlucci Tav PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1127 Article Number Ibp1127 19 PDFDocument10 pagesRiopipeline2019 1127 Article Number Ibp1127 19 PDFMarcelo Varejão CasarinNo ratings yet
- IBP1128 - 19 In-Service Welding Hot Tap of Refinary Pipeline With Hydrogen and EthyleneDocument10 pagesIBP1128 - 19 In-Service Welding Hot Tap of Refinary Pipeline With Hydrogen and EthyleneMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1135 Riopipeline2019 t1135 JST Av1Document8 pagesRiopipeline2019 1135 Riopipeline2019 t1135 JST Av1Marcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1124 Worlds First Remote Deepwater PDFDocument10 pagesRiopipeline2019 1124 Worlds First Remote Deepwater PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1126 Article Number Ibp1126 19 PDFDocument11 pagesRiopipeline2019 1126 Article Number Ibp1126 19 PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1121 201906051235ibp1121 19 Final PDFDocument8 pagesRiopipeline2019 1121 201906051235ibp1121 19 Final PDFMarcelo Varejão CasarinNo ratings yet
- IBP1123 - 19 Caliper Ili Experience in Offshore Pre-CommissioningDocument10 pagesIBP1123 - 19 Caliper Ili Experience in Offshore Pre-CommissioningMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1117 Ibp1117 19 Versao Final para e PDFDocument8 pagesRiopipeline2019 1117 Ibp1117 19 Versao Final para e PDFMarcelo Varejão CasarinNo ratings yet
- IBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsDocument11 pagesIBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1113 201906031824ibp Riopipeline 11 PDFDocument10 pagesRiopipeline2019 1113 201906031824ibp Riopipeline 11 PDFMarcelo Varejão CasarinNo ratings yet
- IBP 1118 - 19 Relationship With Stakeholders of Transpetro in The Amazon: Fire Prevention PlanDocument9 pagesIBP 1118 - 19 Relationship With Stakeholders of Transpetro in The Amazon: Fire Prevention PlanMarcelo Varejão CasarinNo ratings yet
- IBP1119 - 19 Internal Corrosion Detection: Conference and Exhibition 2019Document4 pagesIBP1119 - 19 Internal Corrosion Detection: Conference and Exhibition 2019Marcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1114 201905291733ibp1114 19 Optimiz PDFDocument17 pagesRiopipeline2019 1114 201905291733ibp1114 19 Optimiz PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1107 201905201751ibp1107 19 Jacques PDFDocument7 pagesRiopipeline2019 1107 201905201751ibp1107 19 Jacques PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1106 Ibp 1106 Ultimate High Precisi PDFDocument9 pagesRiopipeline2019 1106 Ibp 1106 Ultimate High Precisi PDFMarcelo Varejão CasarinNo ratings yet
- IBP1110 - 19 The Relevance of Fuel Transmission Pipelines in BrazilDocument10 pagesIBP1110 - 19 The Relevance of Fuel Transmission Pipelines in BrazilMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1112 FM 1112 FinalDocument10 pagesRiopipeline2019 1112 FM 1112 FinalMarcelo Varejão CasarinNo ratings yet
- IBP1111 - 19 Best Alternative For Rigid Offshore Pipelines Decommissioning - A Case StudyDocument13 pagesIBP1111 - 19 Best Alternative For Rigid Offshore Pipelines Decommissioning - A Case StudyMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1109 201906051455qav Ibp1109 19 Jet PDFDocument11 pagesRiopipeline2019 1109 201906051455qav Ibp1109 19 Jet PDFMarcelo Varejão CasarinNo ratings yet
- IBP 1105 - 19 Logistics For Maintenance of The Right-Of-Way (Row) in The Northern RegionDocument10 pagesIBP 1105 - 19 Logistics For Maintenance of The Right-Of-Way (Row) in The Northern RegionMarcelo Varejão CasarinNo ratings yet
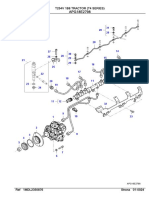
- APG18E2798: T254V 1B8 Tractor (T4 Series)Document2 pagesAPG18E2798: T254V 1B8 Tractor (T4 Series)Patrick LandinNo ratings yet
- Sunny Island Off GridDocument32 pagesSunny Island Off Gridmat_pranNo ratings yet
- Anp Oil, Natural Gas and Biofuels Statistical Yearbook 2013Document65 pagesAnp Oil, Natural Gas and Biofuels Statistical Yearbook 2013Hayden VanNo ratings yet
- Raim Air, Ram Jet e Scram Jet Engines 1Document7 pagesRaim Air, Ram Jet e Scram Jet Engines 1Edilson SimiãoNo ratings yet
- 9fa CompressorDocument59 pages9fa CompressorAnonymous ieWpd823LgNo ratings yet
- Pfister DRW WearindextoolDocument4 pagesPfister DRW Wearindextoolhanz aeNo ratings yet
- Unit3icengine 170610094840Document45 pagesUnit3icengine 170610094840Harish 18No ratings yet
- Boiler Feed Pump RevDocument36 pagesBoiler Feed Pump Revamit chahal100% (1)
- Owner'S Manual: Generator / Welder NGW-190HDocument15 pagesOwner'S Manual: Generator / Welder NGW-190HBeto Pf MadridNo ratings yet
- 1.HM Lambda Engine CompletedDocument10 pages1.HM Lambda Engine CompletedAlex GarciaNo ratings yet
- Mechanical Engineering Interview Questions With AnswersDocument2 pagesMechanical Engineering Interview Questions With AnswersSenthamizhselvan RamakrishnanNo ratings yet
- Plogarithm Edited Report 1 NowDocument44 pagesPlogarithm Edited Report 1 NowSrinivasa bnNo ratings yet
- Fuel System Mui Eui HeuiDocument49 pagesFuel System Mui Eui Heuieng83% (6)
- Headquarters, Department of The Army August 2005Document764 pagesHeadquarters, Department of The Army August 2005Thoukididis ThoukididouNo ratings yet
- Free Alkaline Index Biomass CombustionDocument6 pagesFree Alkaline Index Biomass CombustionmsoyoralNo ratings yet
- Question 2: DEP-A & DEP-B Loads: Electrical SystemDocument15 pagesQuestion 2: DEP-A & DEP-B Loads: Electrical SystemJorge LuisNo ratings yet
- Grua Groove RT600Document12 pagesGrua Groove RT600Jose CastilloNo ratings yet
- SolarTurbine O&G OverviewDocument12 pagesSolarTurbine O&G Overviewkecskemet100% (1)
- In The Heart of Bavaria: The New TCA Turbochargers: Press ReleaseDocument4 pagesIn The Heart of Bavaria: The New TCA Turbochargers: Press ReleaseKaushalKishoreNo ratings yet
- Fluid Catalytic Cracking - WikipediaDocument53 pagesFluid Catalytic Cracking - WikipediaManojkumarNo ratings yet
- Komatsu Engine Lta 10c Workshop Manuals 3Document6 pagesKomatsu Engine Lta 10c Workshop Manuals 3howard100% (22)
- Underbalanced DrillingDocument27 pagesUnderbalanced DrillingrahmatNo ratings yet
- Bunker SampleDocument4 pagesBunker Sampledassi99No ratings yet
- Energy Crisis of Pakistan PresentationDocument37 pagesEnergy Crisis of Pakistan PresentationValentine Fernandes100% (2)
- Estimated Data 2016Document115 pagesEstimated Data 2016devNo ratings yet
- A Broad Look at The Workings Types and Applications of Fuel CellsDocument6 pagesA Broad Look at The Workings Types and Applications of Fuel CellsHani M. El-TouniNo ratings yet
- Fuel Injectors PDFDocument11 pagesFuel Injectors PDFanshelNo ratings yet
- Abelmarle Referencia KF-868 PDFDocument24 pagesAbelmarle Referencia KF-868 PDFEdgar Hector GarciaNo ratings yet
- Mechanical Power Transmissions Worldwide: WWW - Kumera.noDocument8 pagesMechanical Power Transmissions Worldwide: WWW - Kumera.noLelosPinelos123No ratings yet