You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Audit Handbook 01-Dec-09 Doc MCDocument47 pagesAudit Handbook 01-Dec-09 Doc MCAgus Mulyadi100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Coach Bat. Diconnect Solenoid How It Works 5322019100Document9 pagesCoach Bat. Diconnect Solenoid How It Works 5322019100Clifton Jamison100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Pressure Relief SystemsDocument4 pagesPressure Relief SystemsaqhammamNo ratings yet
- Din 15093Document2 pagesDin 15093hadeNo ratings yet
- Transformer OilDocument8 pagesTransformer OilMohammad Ibnul HossainNo ratings yet
- Testing & Comm Procedure-Rev 10-EnppiDocument41 pagesTesting & Comm Procedure-Rev 10-EnppiTarek Fawzy100% (2)
- Audit ChecklistDocument3 pagesAudit Checklistlbss22008No ratings yet
- Api Engine Oil ClassificationsDocument3 pagesApi Engine Oil ClassificationsJohn Johnson100% (1)
- EDQM Qualification of BalancesDocument19 pagesEDQM Qualification of BalancesVania CanaparNo ratings yet
- Drum cleaner component dimensions and specificationsDocument1 pageDrum cleaner component dimensions and specificationshadeNo ratings yet
- Drum cleaner component dimensions and specificationsDocument1 pageDrum cleaner component dimensions and specificationshadeNo ratings yet
- Drum cleaner component dimensions and specificationsDocument1 pageDrum cleaner component dimensions and specificationshadeNo ratings yet
- Drum cleaner component dimensions and specificationsDocument1 pageDrum cleaner component dimensions and specificationshadeNo ratings yet
- TAsya Peta2Document1 pageTAsya Peta2hadeNo ratings yet
- Intake Pond ViewDocument1 pageIntake Pond ViewhadeNo ratings yet
- PBD 20 L 050Document1 pagePBD 20 L 050hadeNo ratings yet
- TAsya PetaDocument1 pageTAsya PetahadeNo ratings yet
- CTP r21Document2 pagesCTP r21hadeNo ratings yet
- SGN-04 - Foot Frame 2Document2 pagesSGN-04 - Foot Frame 2hadeNo ratings yet
- Potongan B - B: EL +4.50 MAB EL +4.00Document1 pagePotongan B - B: EL +4.50 MAB EL +4.00hadeNo ratings yet
- 8373.4 Meters at 135.39357Document1 page8373.4 Meters at 135.39357hadeNo ratings yet
- Iglidur® P, Form F, MMDocument9 pagesIglidur® P, Form F, MMhadeNo ratings yet
- Potongan B - B: EL +4.50 MAB EL +4.00Document1 pagePotongan B - B: EL +4.50 MAB EL +4.00hadeNo ratings yet
- BracketDocument1 pageBrackethadeNo ratings yet
- P 1Document1 pageP 1hadeNo ratings yet
- CC Marking PDFDocument1 pageCC Marking PDFhadeNo ratings yet
- P 2Document1 pageP 2hadeNo ratings yet
- 007Document1 page007hadeNo ratings yet
- JW 001 PDFDocument1 pageJW 001 PDFhadeNo ratings yet
- GT30Document1 pageGT30hadeNo ratings yet
- Gantrex BumperrsDocument1 pageGantrex BumperrshadeNo ratings yet
- CC MarkingDocument1 pageCC MarkinghadeNo ratings yet
- 11-5 LockDocument1 page11-5 LockhadeNo ratings yet
- Bushing KLBHDocument1 pageBushing KLBHhadeNo ratings yet
- s33 Rail Data Sheet MetricDocument1 pages33 Rail Data Sheet MetrichadeNo ratings yet
- 14 Hydraulic Buffer Type 70Document2 pages14 Hydraulic Buffer Type 70hadeNo ratings yet
- R WinderDocument5 pagesR WinderhadeNo ratings yet
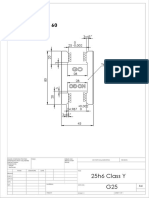
- SKD 11, HRC 60: 25h6 Class Y G25Document1 pageSKD 11, HRC 60: 25h6 Class Y G25hadeNo ratings yet
- Storeonce EMDocument138 pagesStoreonce EMVelly GeorgeNo ratings yet
- BR Cat C Atx Eng R01 1 PDFDocument52 pagesBR Cat C Atx Eng R01 1 PDFTiago RochaNo ratings yet
- Access Multiplexer Megaplex 2100Document10 pagesAccess Multiplexer Megaplex 2100ajay372No ratings yet
- Treadmill 95T-DOMLX-DOMHX-INTHX-01 - Service - Manual - M051 - 00K65-A003Document94 pagesTreadmill 95T-DOMLX-DOMHX-INTHX-01 - Service - Manual - M051 - 00K65-A003powerliftermiloNo ratings yet
- Persta Gate Valves PDFDocument52 pagesPersta Gate Valves PDFSalah InhgaruoNo ratings yet
- Data Baru ValidDocument56 pagesData Baru ValidNullNo ratings yet
- Network Scanner Tool User's GuideDocument42 pagesNetwork Scanner Tool User's Guidebarcelata_antonioNo ratings yet
- Manual BombasDocument56 pagesManual BombasLuis Cespedes NorambuenaNo ratings yet
- Job Procedure 04 For CABLE TRAYDocument5 pagesJob Procedure 04 For CABLE TRAYSoumik KarNo ratings yet
- Aixam SV41AF Owner's Manual PDFDocument49 pagesAixam SV41AF Owner's Manual PDF1210tango1971No ratings yet
- 42pfk6549 12 Dfu EngDocument97 pages42pfk6549 12 Dfu Engmiroslav1512No ratings yet
- Transformers-Tolerances On Guaranteed Technical ParametersDocument5 pagesTransformers-Tolerances On Guaranteed Technical Parameterssalemg82No ratings yet
- Avaya Switch - NN47203-300!02!01 - QuickInstallGuideDocument2 pagesAvaya Switch - NN47203-300!02!01 - QuickInstallGuideJames HavocNo ratings yet
- XPR 12FDL Two Post Lift Manual 5900952 BendPakDocument56 pagesXPR 12FDL Two Post Lift Manual 5900952 BendPakMohammed AbdelsalamNo ratings yet
- LBB 1938 20 Plena Power Amplifier Data Sheet EnUSDocument4 pagesLBB 1938 20 Plena Power Amplifier Data Sheet EnUSvtcuongNo ratings yet
- Crontab - Quick ReferenceDocument3 pagesCrontab - Quick ReferencepallabmNo ratings yet
- Din Rail Panel Iabdin4 WDocument1 pageDin Rail Panel Iabdin4 WjuanNo ratings yet
- SPA20N60C3Document245 pagesSPA20N60C3Diego AlejandroNo ratings yet
- Evaluating Content Uniformity NJPhAST Sep 22 2011Document43 pagesEvaluating Content Uniformity NJPhAST Sep 22 2011marrimanu23No ratings yet
- Chapter 2 - Challenges of Wireless CommunicationsDocument38 pagesChapter 2 - Challenges of Wireless CommunicationsBố JulNo ratings yet
- Catalogue Sion Vacuum Circuit Breakers enDocument86 pagesCatalogue Sion Vacuum Circuit Breakers enDANIEL3991100% (1)
- Technical Volume IIB of IIDocument200 pagesTechnical Volume IIB of IITenders TGSPLNo ratings yet