You might also like
- Algebra Cheat SheetDocument2 pagesAlgebra Cheat SheetDino97% (72)
- LITTLE WOMEN ScriptDocument8 pagesLITTLE WOMEN ScriptYawn D Artist0% (12)
- MicrofilterDocument23 pagesMicrofilterArrianne Jaye MataNo ratings yet
- Science and Technology in Ancient India by NeneDocument274 pagesScience and Technology in Ancient India by NeneAshok Nene100% (1)
- Chapter 3 Separation Processes (Unit Operations)Document10 pagesChapter 3 Separation Processes (Unit Operations)almutaz9879No ratings yet
- Falling Film EvaporatorDocument3 pagesFalling Film EvaporatordhavaleshNo ratings yet
- Microfinance Ass 1Document15 pagesMicrofinance Ass 1Willard MusengeyiNo ratings yet
- SurveyingDocument26 pagesSurveyingDenise Ann Cuenca25% (4)
- CrystallizationDocument30 pagesCrystallizationMuhamadYazid50% (4)
- Theory of Particulate Processes: Analysis and Techniques of Continuous CrystallizationFrom EverandTheory of Particulate Processes: Analysis and Techniques of Continuous CrystallizationNo ratings yet
- Swenson CrystallizationDocument12 pagesSwenson Crystallization陳盈佃No ratings yet
- Gea CrystallizationDocument10 pagesGea Crystallizationmontie3100% (1)
- Crystallizer PDFDocument8 pagesCrystallizer PDFTra Phan Thu100% (2)
- MSG CrystallizerDocument22 pagesMSG CrystallizerRonel MendozaNo ratings yet
- Soda RecoveryDocument24 pagesSoda RecoveryReena Mahendia100% (2)
- A Clearer View of CrystallizersDocument5 pagesA Clearer View of Crystallizersfawmer61No ratings yet
- Fundamental Principles of DryingDocument32 pagesFundamental Principles of DryingSaber Chemkhi100% (1)
- Crystallization Theory For Practice IntroductionDocument12 pagesCrystallization Theory For Practice IntroductiontroitrangNo ratings yet
- Alfa Laval Membrane PresentationDocument63 pagesAlfa Laval Membrane PresentationNiaYusmaydiyanti100% (1)
- Rachel Adams Jana Dengler Megan Macleod Kyla Sask Rachel Adams Jana Dengler Megan Macleod Kyla SaskDocument31 pagesRachel Adams Jana Dengler Megan Macleod Kyla Sask Rachel Adams Jana Dengler Megan Macleod Kyla Saskbetengaan2100% (1)
- Procss Design and Mass BalanceDocument7 pagesProcss Design and Mass BalanceBa Tawa NaNo ratings yet
- Distillation Model Rev1Document9 pagesDistillation Model Rev1Sheryll de GuzmanNo ratings yet
- Ceramic Membrane MarketDocument28 pagesCeramic Membrane Marketphaniraj_c100% (1)
- BROWNSTOCK WASHING ReviewDocument12 pagesBROWNSTOCK WASHING ReviewSCRIBDcaroNo ratings yet
- Sulzer Fractional CrystallizationDocument16 pagesSulzer Fractional CrystallizationHH KevinNo ratings yet
- Reactor DesignDocument27 pagesReactor Designcheckmeout803100% (3)
- 03-Carbonatation, Updated July 08Document32 pages03-Carbonatation, Updated July 08jantskie100% (2)
- Dryer Design: AGEN/CHEN-474 Unit Operations in Food ProcessingDocument24 pagesDryer Design: AGEN/CHEN-474 Unit Operations in Food ProcessingHOMAYOUN KHADIVINo ratings yet
- Suspension Melt Crystallization in Tubular and Scraped Surface Heat ExchangersDocument114 pagesSuspension Melt Crystallization in Tubular and Scraped Surface Heat ExchangersffownNo ratings yet
- Potash CrystallizerDocument34 pagesPotash CrystallizerlankasleepingNo ratings yet
- The Drying of Granular FertilizersDocument16 pagesThe Drying of Granular FertilizersnataliamonteiroNo ratings yet
- Part 3 Operation Standards For Ethanol Production Process EdDocument12 pagesPart 3 Operation Standards For Ethanol Production Process EdabrhshNo ratings yet
- Proposal For DDGS DryerDocument15 pagesProposal For DDGS Dryernirmal krisnaNo ratings yet
- Colorant Removal During ClarificationDocument13 pagesColorant Removal During ClarificationPaula ArangoNo ratings yet
- How To Minimise Scaleup DifficultiesDocument6 pagesHow To Minimise Scaleup Difficultieskishore.charuNo ratings yet
- Co2 AbsortionDocument131 pagesCo2 AbsortionarsgirlNo ratings yet
- Pharmaceutical Fluidized Bed GranulationDocument43 pagesPharmaceutical Fluidized Bed GranulationDeepakraj Bansal0% (1)
- GEA PHE Evaporation en PDFDocument16 pagesGEA PHE Evaporation en PDFvinod kumarNo ratings yet
- Filter Aid FiltrationDocument8 pagesFilter Aid FiltrationcatalinvsuNo ratings yet
- M.tech Thesis On CrystallizationDocument117 pagesM.tech Thesis On CrystallizationshubhNo ratings yet
- Caustic EvaporationDocument2 pagesCaustic EvaporationSihanu Subasingha100% (1)
- CrystallizationDocument29 pagesCrystallizationYawar QureshiNo ratings yet
- AS Crystallization GEADocument6 pagesAS Crystallization GEADiden DzNo ratings yet
- Spray Dryer PDFDocument12 pagesSpray Dryer PDFAhmad Zaidi100% (1)
- Process Modeling of A Biorefinery For Integrated Production of Ethanol and Furfural in HYSYS PDFDocument105 pagesProcess Modeling of A Biorefinery For Integrated Production of Ethanol and Furfural in HYSYS PDFHaitham OsmanNo ratings yet
- Noniterative Design of Multiple Effect Evaporators Using Excel Add InsDocument10 pagesNoniterative Design of Multiple Effect Evaporators Using Excel Add InsGalang Hanif AbdulahNo ratings yet
- Hydrocyclone Assignment-With IntroDocument9 pagesHydrocyclone Assignment-With IntroMohamed GuezguezNo ratings yet
- Azeotropic & Extractive DistillationDocument39 pagesAzeotropic & Extractive DistillationMani EarnNo ratings yet
- Zero Liquid DischargeDocument29 pagesZero Liquid DischargeTanvir AhmedNo ratings yet
- Tefsa Belt Filter Presses BrochureDocument8 pagesTefsa Belt Filter Presses BrochureMashudi FikriNo ratings yet
- 1 - Presentation Genencor 2011 05 25Document120 pages1 - Presentation Genencor 2011 05 25Kannan RanganathanNo ratings yet
- Design of Stirred Batch ReactorDocument39 pagesDesign of Stirred Batch ReactorSyahir Safarudin100% (3)
- Ultra FiltrationDocument17 pagesUltra FiltrationNagwa MansyNo ratings yet
- CentrifugationDocument53 pagesCentrifugationseeyo123No ratings yet
- Crystalliser DesignDocument9 pagesCrystalliser DesignaeddisonNo ratings yet
- Downstream Process For CrystallizationDocument7 pagesDownstream Process For CrystallizationSaravanakumar BagavthyNo ratings yet
- Falling Film Evaporators WorkDocument9 pagesFalling Film Evaporators WorkWaiz Khan Waiz KhanNo ratings yet
- Mass Transfer TechnologyDocument32 pagesMass Transfer TechnologyVasu DevanNo ratings yet
- Fluidized Bed Drying - TransfertDocument164 pagesFluidized Bed Drying - Transfertsouhir gritliNo ratings yet
- Modelling and Control of A Spray Drying ProcessDocument225 pagesModelling and Control of A Spray Drying ProcessAdrian García MoyanoNo ratings yet
- Ion ExchangeDocument66 pagesIon ExchangeTsebe HermanNo ratings yet
- DickeyD-Mixing Scale-Up PDFDocument39 pagesDickeyD-Mixing Scale-Up PDFSteve Wan100% (1)
- Comparing Continuous Fluid Bed DryersDocument40 pagesComparing Continuous Fluid Bed Dryerspharmashri5399No ratings yet
- Batch and Semi-batch Reactors: Practical Guides in Chemical EngineeringFrom EverandBatch and Semi-batch Reactors: Practical Guides in Chemical EngineeringNo ratings yet
- Solid–Liquid Separation: Chemical Engineering SeriesFrom EverandSolid–Liquid Separation: Chemical Engineering SeriesRating: 3 out of 5 stars3/5 (2)
- FishFossilsFuel 000Document10 pagesFishFossilsFuel 000Yawn D ArtistNo ratings yet
- Safe Operation and HandlingDocument2 pagesSafe Operation and HandlingYawn D ArtistNo ratings yet
- It's A Gas - Natural GasDocument7 pagesIt's A Gas - Natural GasYawn D ArtistNo ratings yet
- World Map Intro Free EbookDocument20 pagesWorld Map Intro Free Ebook2sidsinhaNo ratings yet
- Problems in Diffferential Equation SolvedDocument5 pagesProblems in Diffferential Equation SolvedYawn D ArtistNo ratings yet
- Triplex Duplex Triplex Four Three Duplex: 11 11 10 10 0.34 SQ - inDocument39 pagesTriplex Duplex Triplex Four Three Duplex: 11 11 10 10 0.34 SQ - inYawn D ArtistNo ratings yet
- 13 June Petroleum Facts at Glance 2Document1 page13 June Petroleum Facts at Glance 2Yawn D ArtistNo ratings yet
- PetroSkills Competency SystemsDocument8 pagesPetroSkills Competency SystemsYawn D Artist100% (1)
- Material BalanceDocument42 pagesMaterial Balancealireza_e_20% (1)
- Crystallization and EvaporationDocument15 pagesCrystallization and EvaporationYawn D Artist100% (1)
- 3 - Chemical Thermodynamics and ThermochemistryDocument3 pages3 - Chemical Thermodynamics and ThermochemistryYawn D ArtistNo ratings yet
- FishFossilsFuel 000Document10 pagesFishFossilsFuel 000Yawn D ArtistNo ratings yet
- Statics Quiz 2 and 3Document8 pagesStatics Quiz 2 and 3Yawn D ArtistNo ratings yet
- Statics and Strength of Materials Formula SheetDocument1 pageStatics and Strength of Materials Formula SheetRichard TsengNo ratings yet
- 4B - Urp - Shavya's FarmDocument22 pages4B - Urp - Shavya's FarmSnehansh KishoreNo ratings yet
- Reflection On The PoorDocument5 pagesReflection On The Poorapi-347831792No ratings yet
- EngHub How To Break HabitsDocument13 pagesEngHub How To Break HabitsViktoria NovikovaNo ratings yet
- IQAc 04-05Document10 pagesIQAc 04-05ymcacollegewebsiteNo ratings yet
- Paul Spicker - The Welfare State A General TheoryDocument162 pagesPaul Spicker - The Welfare State A General TheoryTista ArumNo ratings yet
- Cosmopolitanism in Hard Times Edited by Vincenzo Cicchelli and Sylvie MesureDocument433 pagesCosmopolitanism in Hard Times Edited by Vincenzo Cicchelli and Sylvie MesureRev. Johana VangchhiaNo ratings yet
- Notice: Premerger Notification Waiting Periods Early TerminationsDocument5 pagesNotice: Premerger Notification Waiting Periods Early TerminationsJustia.comNo ratings yet
- Web-Based Attendance Management System Using Bimodal Authentication TechniquesDocument61 pagesWeb-Based Attendance Management System Using Bimodal Authentication TechniquesajextopeNo ratings yet
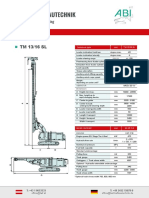
- ABI TM 13 16 SL - EngDocument1 pageABI TM 13 16 SL - EngJuan Carlos Benitez MartinezNo ratings yet
- A Literary Nightmare, by Mark Twain (1876)Document5 pagesA Literary Nightmare, by Mark Twain (1876)skanzeniNo ratings yet
- William Hallett - BiographyDocument2 pagesWilliam Hallett - Biographyapi-215611511No ratings yet
- Bench-Scale Decomposition of Aluminum Chloride Hexahydrate To Produce Poly (Aluminum Chloride)Document5 pagesBench-Scale Decomposition of Aluminum Chloride Hexahydrate To Produce Poly (Aluminum Chloride)varadjoshi41No ratings yet
- CCDocument5 pagesCCnazmulNo ratings yet
- Neet Question Paper 2019 Code r3Document27 pagesNeet Question Paper 2019 Code r3Deev SoniNo ratings yet
- Vygotsky EssayDocument3 pagesVygotsky Essayapi-526165635No ratings yet
- FINAL BÁO-CÁO-THỰC-TẬP.editedDocument38 pagesFINAL BÁO-CÁO-THỰC-TẬP.editedngocthaongothi4No ratings yet
- Rotating Equipment & ServiceDocument12 pagesRotating Equipment & Servicenurkasih119No ratings yet
- Report DR JuazerDocument16 pagesReport DR Juazersharonlly toumasNo ratings yet
- Lightning Protection Measures NewDocument9 pagesLightning Protection Measures NewjithishNo ratings yet
- Benefits and Limitations of BEPDocument2 pagesBenefits and Limitations of BEPAnishaAppuNo ratings yet
- On Animal Language in The Medieval Classification of Signs PDFDocument24 pagesOn Animal Language in The Medieval Classification of Signs PDFDearNoodlesNo ratings yet
- SDN Van NotesDocument26 pagesSDN Van Notesmjsmith11No ratings yet
- Bgrim 1q2022Document56 pagesBgrim 1q2022Dianne SabadoNo ratings yet
- Maha Vedha DikshaDocument1 pageMaha Vedha DikshaBallakrishnen SubramaniamNo ratings yet
- Measurement and Scaling Techniques1Document42 pagesMeasurement and Scaling Techniques1Ankush ChaudharyNo ratings yet
- Advocacy Firm Business Plan by SlidesgoDocument40 pagesAdvocacy Firm Business Plan by SlidesgoirinaNo ratings yet
- Spectacle Blinds - Closed Blinds Open Blinds (Ring Spacer)Document2 pagesSpectacle Blinds - Closed Blinds Open Blinds (Ring Spacer)Widiyanto WiwidNo ratings yet