You might also like
- WTDocument299 pagesWTrsarunprasathNo ratings yet
- Cswip - Section 02-Terms and Definition PDFDocument19 pagesCswip - Section 02-Terms and Definition PDFNsidibe Michael EtimNo ratings yet
- Welding Solutions For Oil & Gas Downstream (EN)Document32 pagesWelding Solutions For Oil & Gas Downstream (EN)Kara WhiteNo ratings yet
- Introduction To Welding - MetallurgyDocument15 pagesIntroduction To Welding - Metallurgyramkishore_87100% (1)
- Defects Hydrogen Cracks IdentificationDocument5 pagesDefects Hydrogen Cracks Identificationarif maulanafNo ratings yet
- Welding Nickle AlloyDocument2 pagesWelding Nickle AlloytuanNo ratings yet
- RI DefectsDocument49 pagesRI DefectsMuhammad Zariq100% (2)
- Weld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionDocument4 pagesWeld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionmanimaranNo ratings yet
- Nickel and Nickel Alloys: Weldability and Joining of MaterialsDocument4 pagesNickel and Nickel Alloys: Weldability and Joining of MaterialsMehmet SoysalNo ratings yet
- Twi - Welding Inspection - SteelsDocument209 pagesTwi - Welding Inspection - Steelsenels77No ratings yet
- Liquid Penetrant Inspection: World Centre For Materials Joining TechnologyDocument69 pagesLiquid Penetrant Inspection: World Centre For Materials Joining TechnologyNowshad NowsaNo ratings yet
- Weld AbilityDocument34 pagesWeld AbilityGauthamSarangNo ratings yet
- A Study On Transverse Weld Cracks PDFDocument8 pagesA Study On Transverse Weld Cracks PDFRifani ImamNo ratings yet
- Welding 11-14%Cr IIW Document - Part 1Document20 pagesWelding 11-14%Cr IIW Document - Part 1Manuel CarreñoNo ratings yet
- Online & Blended IWE Course GuideDocument4 pagesOnline & Blended IWE Course GuideKamal HalawiNo ratings yet
- Competitive Solutions For Joining TechnologyDocument19 pagesCompetitive Solutions For Joining Technologyjy12bhuNo ratings yet
- Weld Cladding Overlay - Topics by ScienceDocument73 pagesWeld Cladding Overlay - Topics by ScienceMichael TayactacNo ratings yet
- IIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesDocument81 pagesIIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesAsad Bin Ala QatariNo ratings yet
- ConsumablesDocument28 pagesConsumablesadeoye_okunoyeNo ratings yet
- Defect IIWDocument3 pagesDefect IIWPPMNo ratings yet
- 2005 Stainless SteelsDocument76 pages2005 Stainless SteelsAnonymous 98vSKYTaDgNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- Wis5 WPS 05Document22 pagesWis5 WPS 05Gibson FisherNo ratings yet
- Stellite 6 HardnessDocument28 pagesStellite 6 HardnessNitin AggarwalNo ratings yet
- MIG Welding Aluminum Guide: Equipment, Settings & TechniquesDocument8 pagesMIG Welding Aluminum Guide: Equipment, Settings & TechniquesHandri YantoNo ratings yet
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- Physics of Welding Better VersionDocument3 pagesPhysics of Welding Better VersionKhurram RehmanNo ratings yet
- Course Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)Document8 pagesCourse Fully Sponsored By: (W International Institute of Welding (IIW) Diploma of International Welding Specialist (IWS)SanthaKumar Muthu ThankaveluNo ratings yet
- Iiw Welding GuidelinesDocument95 pagesIiw Welding Guidelinestomychalil100% (2)
- WI 01 - Introduction To WI ModuleDocument14 pagesWI 01 - Introduction To WI ModuledayalramNo ratings yet
- Material BehaviorDocument111 pagesMaterial BehaviorFajar LuqmanNo ratings yet
- Weldability of Aluminium Alloys GuideDocument3 pagesWeldability of Aluminium Alloys Guidebrijesh kinkhabNo ratings yet
- Electro Slag Strip Cladding ProcessDocument5 pagesElectro Slag Strip Cladding ProcessIJMERNo ratings yet
- Effect of Heat Treatment On The Mechanical Properties and Microstructure of Welded Abrasion Resistant Steel Ar200 PDFDocument119 pagesEffect of Heat Treatment On The Mechanical Properties and Microstructure of Welded Abrasion Resistant Steel Ar200 PDFBurag HamparyanNo ratings yet
- Welding Metallurgy of Stainless Steels 12363Document12 pagesWelding Metallurgy of Stainless Steels 12363claude.bouillot3566100% (1)
- ASTM Welding Tips A410 To A643Document20 pagesASTM Welding Tips A410 To A643MARIO HUAMANNo ratings yet
- 2018 Handling and Storage Recommendations - EN - Rev1!02!2018Document4 pages2018 Handling and Storage Recommendations - EN - Rev1!02!2018David Hortas CasasNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Design - Part 4 - Job Knowledge 93Document4 pagesDesign - Part 4 - Job Knowledge 93Billy TanNo ratings yet
- Heat Input Effects in WeldingDocument34 pagesHeat Input Effects in WeldingMohammed SulemanNo ratings yet
- Technical Handbook Stainless Steel WeldingDocument92 pagesTechnical Handbook Stainless Steel WeldingRamesh sivanNo ratings yet
- Material Ferrite DeterminationDocument5 pagesMaterial Ferrite DeterminationPemburu Jablay100% (1)
- Zero Defect in P91-Report-2005Document20 pagesZero Defect in P91-Report-2005sbmmla100% (1)
- Materials & Their Materials & Their Behavior in Welding Behavior in WeldingDocument56 pagesMaterials & Their Materials & Their Behavior in Welding Behavior in WeldingWahyu Tirta Nugraha100% (1)
- Welding Metallurgy - Detailed PDFDocument28 pagesWelding Metallurgy - Detailed PDFkarcoepm100% (1)
- Alloy Guide PDFDocument12 pagesAlloy Guide PDFArjed Ali ShaikhNo ratings yet
- Evaluation of Welds - Macro-Examination - Hardness PDFDocument37 pagesEvaluation of Welds - Macro-Examination - Hardness PDFdavideNo ratings yet
- Welding Consumables For Pipeline ConstructionDocument32 pagesWelding Consumables For Pipeline ConstructionElias KapaNo ratings yet
- Electroslag WeldingDocument10 pagesElectroslag WeldingNazmul Ahsan100% (1)
- CSWIP Question 200 QDocument45 pagesCSWIP Question 200 Qakif aliNo ratings yet
- Welding Metallurgy and Weldability of Nickel-Base AlloysFrom EverandWelding Metallurgy and Weldability of Nickel-Base AlloysRating: 5 out of 5 stars5/5 (1)
- T 91 WeldingDocument12 pagesT 91 WeldingMohammad KhaliquzzamaNo ratings yet
- Basic Weld MetallurgyDocument34 pagesBasic Weld Metallurgydaha333No ratings yet
- Fransız Elektrot Firması Seçim TablosuDocument60 pagesFransız Elektrot Firması Seçim TablosuSuphi Yüksel100% (2)
- Gupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Document108 pagesGupilya Split Pins Splint: DIN 94-ISO 1234 A2-A4Suphi YükselNo ratings yet
- Thread Size Chart for Metric Hex Nuts (M6 to M20Document1 pageThread Size Chart for Metric Hex Nuts (M6 to M20Suphi YükselNo ratings yet
- DIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertDocument1 pageDIN 6926 Fiberli Flanşli Altiköşe Somunlar Prevaling Torque Type Hexagon Nuts With Flange and With Non-Metallic InsertSuphi YükselNo ratings yet
- 10512Document1 page10512Suphi YükselNo ratings yet
- M8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Document1 pageM8 X 1 M10 X 1 M12 X 1,5 (M14 X 1,5) M16 X 1,5 (M18 X 1,5) M20 X 1,5 (M22 X 1,5) M24 X 2 - M10 X 1,25 M12 X 1,25 - (M18 X 2) M20 X 2 (M22 X 2)Suphi YükselNo ratings yet
- Fiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Document1 pageFiberli Flanşli Altiköşe İnce Diş Somunlar With Flange and With Non-Metallic Insert With Metric Fine Thread Prevaling Torque Type Hexagon Nuts EN 1666Suphi YükselNo ratings yet
- Einschlaganker Drop in Anchor: Çakma DübelDocument16 pagesEinschlaganker Drop in Anchor: Çakma DübelSuphi YükselNo ratings yet
- EN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadDocument1 pageEN ISO 10513 Sikmali Altiköşe İnce Diş Stil 2 Somunlar All-Metal Prevailing Torque Type Hexagon Nuts Style 2 With Metric Fine ThreadSuphi YükselNo ratings yet
- DIN 982 Fiberli AltiKöşe Yüksek Somunlar SpecificationsDocument1 pageDIN 982 Fiberli AltiKöşe Yüksek Somunlar SpecificationsSuphi YükselNo ratings yet
- DIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Document1 pageDIN 928 Kare Kaynak Somunlari Square Weld Nuts: (D) M5 M6 M8 M10 M12 Thread Size (D XP)Suphi YükselNo ratings yet
- DIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Document1 pageDIN 929 Altiköşe Kaynak Somunlari Hexagon Weld Nuts: - M8 X 1 M10 X 1,25 M12 X 1,25 - M10 X 1 M12 X 1,5Suphi YükselNo ratings yet
- Outokumpu Stainless Steel HandbookDocument92 pagesOutokumpu Stainless Steel HandbookcutefrenzyNo ratings yet
- DIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarDocument1 pageDIN 6915 High-Strenght Hexagon Nuts With Large Widths Across Flats Geniş Anahtar Ağizli Altiköşe SomunlarSuphi YükselNo ratings yet
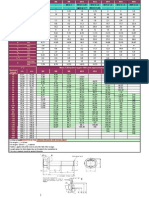
- P B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinDocument1 pageP B Ref.: Min. Max. Max. Max. Min. Min. Min. Max. Min. Max. Min. Max Max. MinSuphi YükselNo ratings yet
- P (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeDocument1 pageP (Auxiliary Dimension) C: Min. Max. Max. Max. Max. Nominal SizeSuphi YükselNo ratings yet
- Thread Size Chart for Metric Bolts M5 to M16Document1 pageThread Size Chart for Metric Bolts M5 to M16Suphi YükselNo ratings yet
- 34801Document1 page34801Suphi YükselNo ratings yet
- 1665Document1 page1665Suphi YükselNo ratings yet
- 6921Document1 page6921Suphi YükselNo ratings yet
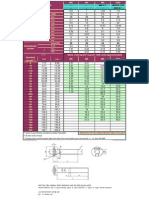
- Mass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadDocument1 pageMass (7,85 KG/DM: Products in The Green Region Are Available As Full ThreadSuphi YükselNo ratings yet
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinDocument1 pageMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselNo ratings yet
- Thread Size Dimensions Chart for M12, M16, M20 BoltsDocument1 pageThread Size Dimensions Chart for M12, M16, M20 BoltsSuphi YükselNo ratings yet
- Max. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinDocument1 pageMax. Min. Max. Max. Min. Min. Max. Min. Min. Nom. Max. Min. Min. MinSuphi YükselNo ratings yet
- A Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Document1 pageA Max. P: - M8 X 1 M10 X 1,25 - M10 X 1Suphi YükselNo ratings yet
- SMAW PowerpointDocument28 pagesSMAW PowerpointShankar Gurusamy100% (3)
- Ref. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinDocument1 pageRef. Max. Theor - Max. Actual Min. Max. Min. Min. Max. Max. Min. Nom. Max.) Max.) Min. Min. MinSuphi YükselNo ratings yet
- Solutions Guide: The Choice of Master CraftsmenDocument20 pagesSolutions Guide: The Choice of Master CraftsmenSuphi YükselNo ratings yet
- Storage Tanks Made of SteelDocument6 pagesStorage Tanks Made of SteelHakan Şahinoğlu100% (1)
- SKF Bearing Installation and MaintenanceDocument146 pagesSKF Bearing Installation and MaintenanceDefinal ChaniagoNo ratings yet
- Presentation 01Document28 pagesPresentation 01Rexona KhanomNo ratings yet
- Marine PurifierDocument30 pagesMarine PurifierJayDelosSantos100% (1)
- 31.PEAK Depressurization RATEDocument1 page31.PEAK Depressurization RATEDILIP MATALNo ratings yet
- Turton - Appb 30 37Document8 pagesTurton - Appb 30 37asadNo ratings yet
- Chemistry 2pointsDocument4 pagesChemistry 2pointsjovanniNo ratings yet
- Photosynthesis, Respiration, and Long-Distance TransportDocument2 pagesPhotosynthesis, Respiration, and Long-Distance TransportAlv1en HidayatNo ratings yet
- TB3 Water Quality Analysis Emergency SituationsDocument8 pagesTB3 Water Quality Analysis Emergency Situationsনিস্তব্ধতার প্রহরেNo ratings yet
- Tubular Processing of The Glomerular FiltrateDocument8 pagesTubular Processing of The Glomerular FiltrateOsama MohamedNo ratings yet
- Recyclingand Reuseof TextileDocument47 pagesRecyclingand Reuseof TextileRey100% (1)
- Rubber: ASTM D412 Tensile Properties of Vulcanized Rubber and Thermoplastic ElastomersDocument2 pagesRubber: ASTM D412 Tensile Properties of Vulcanized Rubber and Thermoplastic ElastomersPrabhakar KambleNo ratings yet
- Investigation of Failures of 230KV Copper Conductor BushingsDocument15 pagesInvestigation of Failures of 230KV Copper Conductor BushingscalripkenNo ratings yet
- Mech-HT 15.0 WS05 SolenoidDocument16 pagesMech-HT 15.0 WS05 SolenoidAndres Felipe Salas VillalvaNo ratings yet
- Saudi Aramco Inspection ChecklistDocument15 pagesSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- Solubility - WikipediaDocument14 pagesSolubility - Wikipediatsvmpm1765No ratings yet
- Booklet 2 Topic 1Document61 pagesBooklet 2 Topic 1Sarah Al ObaidanNo ratings yet
- Msds - Marpozol W-505 (GHS) Eng 130409Document5 pagesMsds - Marpozol W-505 (GHS) Eng 130409Syafarul Mohammad100% (1)
- Safety Data Sheet: Masteremaco S 5400ciDocument10 pagesSafety Data Sheet: Masteremaco S 5400ciSolomon AhimbisibweNo ratings yet
- HPLC ExperimentDocument4 pagesHPLC ExperimentFrances PaulineNo ratings yet
- Monsal Enzymic Hydrolysis New Developments and Lessons LearntDocument23 pagesMonsal Enzymic Hydrolysis New Developments and Lessons LearntAnonymous MVHQ97KEoPNo ratings yet
- Dental Materials: Metals (Alloys) Non-MetalsDocument32 pagesDental Materials: Metals (Alloys) Non-MetalsShahriar honarmandNo ratings yet
- Us03cicv21 Unit3Document28 pagesUs03cicv21 Unit3ashokNo ratings yet
- CompressorDocument27 pagesCompressorsoxal100% (1)
- UOP PX-Plus ™ XPDocument2 pagesUOP PX-Plus ™ XPana_dcz7154No ratings yet
- Concrete Soil Identification GuideDocument3 pagesConcrete Soil Identification GuideKangNo ratings yet
- Elzein M. Fahal, Et Al PDFDocument9 pagesElzein M. Fahal, Et Al PDFNiaz mahmudNo ratings yet
- Chemical and Petrochemical Statistics at A Glance - 2018Document232 pagesChemical and Petrochemical Statistics at A Glance - 2018Nayan GhoshNo ratings yet
- Green Inhibitors For Steel Corrosion in Acidic Environment - State of ArtDocument21 pagesGreen Inhibitors For Steel Corrosion in Acidic Environment - State of Artanisa sutifanyNo ratings yet
- Determination of Zinc (Experiment)Document3 pagesDetermination of Zinc (Experiment)Hassan Haider100% (4)
- Hysys 8.8 - ManualDocument606 pagesHysys 8.8 - ManualCarlos Vaz88% (8)
- Expansion Process of A Perfect Gas PDFDocument11 pagesExpansion Process of A Perfect Gas PDFRaza MutahirNo ratings yet