You might also like
- Chemical EquilibriumDocument21 pagesChemical Equilibriumanuradha_xi100% (2)
- Methodology To Approve Maximum Prices For Piped GasDocument42 pagesMethodology To Approve Maximum Prices For Piped GassizwehNo ratings yet
- UOP-Mercury-Removal-From-Natural-Gas-and-Liquid-Streams-Tech-Paper 2 PDFDocument9 pagesUOP-Mercury-Removal-From-Natural-Gas-and-Liquid-Streams-Tech-Paper 2 PDFPedraza Velandia JhonNo ratings yet
- Amine Circulation Rate EstimationDocument15 pagesAmine Circulation Rate EstimationUmair FareedNo ratings yet
- LPG CompressorDocument38 pagesLPG Compressorsizweh100% (1)
- Treat LPGs With AminesDocument12 pagesTreat LPGs With Amineskaaskopdawie5755No ratings yet
- Corken LPG Pumps and CompressorsDocument24 pagesCorken LPG Pumps and Compressorssizweh100% (2)
- Amine Sweetening Unit Simplified Design EquationsDocument20 pagesAmine Sweetening Unit Simplified Design EquationsPragathees Waran100% (1)
- Tail Gas Treatment Unit Facility Inspection ReportDocument7 pagesTail Gas Treatment Unit Facility Inspection Reportabdelkader benabdallahNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDocument7 pagesDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedNo ratings yet
- Optimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineDocument12 pagesOptimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineMuhammad ImranNo ratings yet
- CH 4 - How Trays Work - DumpingDocument10 pagesCH 4 - How Trays Work - DumpingGissmo100% (1)
- NitroxDocument204 pagesNitroxRabindranathLeónNo ratings yet
- 3.properties of Gases - Ideal Gas and Real Gas Equations of StatDocument61 pages3.properties of Gases - Ideal Gas and Real Gas Equations of StatAlejandro PerezNo ratings yet
- Remove Heat Stable Salts For Better Amine Plant PerformanceDocument1 pageRemove Heat Stable Salts For Better Amine Plant PerformanceGopi Kiran N0% (1)
- Corrosion Management in Gas Treating Pla PDFDocument8 pagesCorrosion Management in Gas Treating Pla PDFTaghreed ZewailNo ratings yet
- Troubleshooting Vacuum Unit Revamp - TDocument6 pagesTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNo ratings yet
- Uop Benfield DatasheetDocument2 pagesUop Benfield DatasheetSusan Monteza GrandezNo ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Aminas - Iran IDocument4 pagesAminas - Iran IJesus BcNo ratings yet
- DR FCC PDFDocument7 pagesDR FCC PDFAle SanzNo ratings yet
- Jim Lawless SKM Module 01Document12 pagesJim Lawless SKM Module 01John SmithNo ratings yet
- Gas Laws worksheet solutionsDocument3 pagesGas Laws worksheet solutionslyn janeNo ratings yet
- LPG VaporizersDocument8 pagesLPG Vaporizerssizweh100% (1)
- Gulfpub HP 201708Document149 pagesGulfpub HP 201708Luis Fernando Gonzales MedinaNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- 4 5791748654033275598 PDFDocument141 pages4 5791748654033275598 PDFAgung Pramu Aji100% (1)
- ST104 FinalforPosting2018Document5 pagesST104 FinalforPosting2018imtinanNo ratings yet
- Achieve Success in Gasoline HydrotreatingDocument6 pagesAchieve Success in Gasoline Hydrotreatingdonald55555No ratings yet
- Reciprocating Compressors in A Hydrogen Plant 2016Document5 pagesReciprocating Compressors in A Hydrogen Plant 2016Lucas SondreNo ratings yet
- UOP Optimized Mercury Removal in Gas Plants Tech PaperDocument18 pagesUOP Optimized Mercury Removal in Gas Plants Tech PaperPherx JhossNo ratings yet
- Supporting Supply Chain Planning & SchedulingDocument8 pagesSupporting Supply Chain Planning & SchedulingsizwehNo ratings yet
- Gas Absorption PDFDocument42 pagesGas Absorption PDFKim GojoCruz90% (30)
- 07 GasTreatingDocument52 pages07 GasTreatingHelixNo ratings yet
- LPG Blackmer PumpsDocument16 pagesLPG Blackmer Pumpssizweh100% (1)
- Enhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceDocument25 pagesEnhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceAhmad DaoodNo ratings yet
- Acid Gas Cleaning Using Amine SolventsDocument20 pagesAcid Gas Cleaning Using Amine SolventsGEORGEVPAUL_14565666No ratings yet
- SWEETENING (Chemical Absorption) PresentationDocument54 pagesSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- Debottlenecking - FractionatorDocument5 pagesDebottlenecking - Fractionatorsuprateem100% (1)
- Understanding the fundamentals of gas treating in refineriesDocument8 pagesUnderstanding the fundamentals of gas treating in refineriesazotik1985No ratings yet
- PP Aaa PP1 102Document29 pagesPP Aaa PP1 102Rabah AmidiNo ratings yet
- UOP Proper Pretreatment Systems Reduce Membrane Replacements Improve Reliability Tech Paper PDFDocument18 pagesUOP Proper Pretreatment Systems Reduce Membrane Replacements Improve Reliability Tech Paper PDFMuhammadIrsyadRNo ratings yet
- Absorption & StrippingDocument875 pagesAbsorption & StrippingM Manas Manohar85% (54)
- LMS Solutions Full EbookDocument1,919 pagesLMS Solutions Full EbookGeorge Lim93% (15)
- De Sulfur IzationDocument2 pagesDe Sulfur IzationngotrongthucNo ratings yet
- Amine Loading To SystemDocument6 pagesAmine Loading To SystemRathinavel PerumalNo ratings yet
- Contamination in Amines 2010Document14 pagesContamination in Amines 2010NS MurthyNo ratings yet
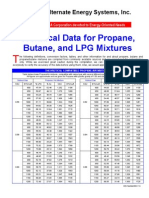
- Technical Data For LPGDocument4 pagesTechnical Data For LPGsizwehNo ratings yet
- Final ReportDocument46 pagesFinal ReportVarun Gupta100% (1)
- 2009-03 CleanDieselHydroPTQ MustangDocument7 pages2009-03 CleanDieselHydroPTQ Mustanganhchangleloi100% (2)
- Modeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical EngineerDocument30 pagesModeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical EngineerdownloadNo ratings yet
- A200 Amine System English A4 PDFDocument4 pagesA200 Amine System English A4 PDFMuhammad ZubairNo ratings yet
- Advances in Amine ReclaimingDocument13 pagesAdvances in Amine ReclaimingnhanhruaNo ratings yet
- Hydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFDocument18 pagesHydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFJupichi TMNo ratings yet
- The Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalDocument9 pagesThe Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalTrùm Dầu Mỏ BkNo ratings yet
- Precautions and Safe PracticesDocument12 pagesPrecautions and Safe Practicesssmith2007No ratings yet
- Product Data Sheet - MDEADocument4 pagesProduct Data Sheet - MDEACHANADAS100% (1)
- Amine Sweetening With DEADocument14 pagesAmine Sweetening With DEARoza SavitriNo ratings yet
- Solvent ImportanceDocument6 pagesSolvent ImportanceAbhiNo ratings yet
- SOP-013-Testing of Acid Gas Loading in MDEADocument9 pagesSOP-013-Testing of Acid Gas Loading in MDEAAmnaKamranNo ratings yet
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityDocument22 pagesPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288No ratings yet
- AdapT ProTreat GuidelinesDocument7 pagesAdapT ProTreat GuidelinesAlek KrótkiNo ratings yet
- Sulfur Magazine Ideas For Better Clean Up Jan 09Document0 pagesSulfur Magazine Ideas For Better Clean Up Jan 09Bharat VaajNo ratings yet
- Process DescriptionDocument6 pagesProcess Descriptionافكر اشتري كورياNo ratings yet
- H-I SUPER-DEHYDRATION WITH GLYCOLSDocument15 pagesH-I SUPER-DEHYDRATION WITH GLYCOLSDiego1980bNo ratings yet
- Choosing A Selective Hydrogenation SystemDocument9 pagesChoosing A Selective Hydrogenation SystemrizaherNo ratings yet
- Eliminating The Claus FurnaceDocument9 pagesEliminating The Claus Furnaceoujda1977No ratings yet
- PSV For Distillation GuidelinesDocument3 pagesPSV For Distillation GuidelinesMubarik AliNo ratings yet
- Maximise Ethylene Gain PDFDocument4 pagesMaximise Ethylene Gain PDFRaj KumarNo ratings yet
- Dynamic simulation supports PSV over rupture disk for natural gas heater tube ruptureDocument5 pagesDynamic simulation supports PSV over rupture disk for natural gas heater tube ruptureAbbasNo ratings yet
- RNS Process Guide (40 CharactersDocument47 pagesRNS Process Guide (40 CharactersmayankkhNo ratings yet
- Simulation of Loading Capacity of MDEA and DEA For Amine-Based CO Removal Using HysysDocument6 pagesSimulation of Loading Capacity of MDEA and DEA For Amine-Based CO Removal Using HysysZack AmerNo ratings yet
- Rubis Terminal GBDocument21 pagesRubis Terminal GBsizwehNo ratings yet
- Roll Up SerrandaDocument9 pagesRoll Up SerrandasizwehNo ratings yet
- Wispeco Aluminium ProfilesDocument22 pagesWispeco Aluminium ProfilesPatrick153No ratings yet
- Trollope Mining ServicesDocument3 pagesTrollope Mining ServicessizwehNo ratings yet
- Vidagas LPGDocument29 pagesVidagas LPGsizwehNo ratings yet
- Mvelaserve ListingDocument154 pagesMvelaserve ListingsizwehNo ratings yet
- Trollope Mining ServicesDocument6 pagesTrollope Mining ServicessizwehNo ratings yet
- Mocambique Economic OutlookDocument14 pagesMocambique Economic OutlooksizwehNo ratings yet
- Evaluation of Compressed Natural Gas Fueling SystemsDocument8 pagesEvaluation of Compressed Natural Gas Fueling SystemssizwehNo ratings yet
- Mvelaphanda CircularDocument134 pagesMvelaphanda CircularsizwehNo ratings yet
- Mvela GroupDocument97 pagesMvela GroupsizwehNo ratings yet
- Mocambique EIA RequirementsDocument23 pagesMocambique EIA Requirementssizweh100% (1)
- Fuel Price WorldwideDocument7 pagesFuel Price WorldwideSoleai CoopNo ratings yet
- Sustaining The ExpansionDocument15 pagesSustaining The ExpansionsizwehNo ratings yet
- LPG AccesoriesDocument4 pagesLPG AccesoriessizwehNo ratings yet
- Mocambican Economic OutlookDocument11 pagesMocambican Economic OutlooksizwehNo ratings yet
- LPG AccesoriesDocument24 pagesLPG Accesoriessizweh100% (1)
- Price Capping MechanismDocument14 pagesPrice Capping MechanismsizwehNo ratings yet
- Carriage of Liquefied GasesDocument7 pagesCarriage of Liquefied GasessizwehNo ratings yet
- LPG Vaporizer Air Mixing SystemsDocument8 pagesLPG Vaporizer Air Mixing SystemssizwehNo ratings yet
- LPG Vapour Air Mixing SystemsDocument8 pagesLPG Vapour Air Mixing SystemssizwehNo ratings yet
- Human Science BookletDocument12 pagesHuman Science BookletsizwehNo ratings yet
- Fundamental Concepts of Real GasdynamicsDocument37 pagesFundamental Concepts of Real GasdynamicsPatricio PedreiraNo ratings yet
- Maths in Chemistry Exam Questions Booklet GULDocument44 pagesMaths in Chemistry Exam Questions Booklet GULXx Jasmine XxNo ratings yet
- Chemical Equilibrium Part-03Document38 pagesChemical Equilibrium Part-03murugan NishanthNo ratings yet
- States of matter and gas propertiesDocument18 pagesStates of matter and gas propertiesah_16036566No ratings yet
- Engineering Chemistry 1Document49 pagesEngineering Chemistry 1Rasha HajaratNo ratings yet
- Ch17 ISMDocument60 pagesCh17 ISMshaniceniaNo ratings yet
- Functions of The Respiratory SystemDocument10 pagesFunctions of The Respiratory SystemKrisha AvorqueNo ratings yet
- Packet SLG WS123TR 2014 CoreDocument8 pagesPacket SLG WS123TR 2014 CoreMeera SoniNo ratings yet
- Chemistry Qualifying Exam ReviewDocument115 pagesChemistry Qualifying Exam ReviewKent John Labaclado DugaNo ratings yet
- rr310804 Mass Transfer Operations IDocument8 pagesrr310804 Mass Transfer Operations ISRINIVASA RAO GANTANo ratings yet
- Crystalgrowth PDFDocument84 pagesCrystalgrowth PDFBhaskar AnandNo ratings yet
- Leybold FundamentalsDocument199 pagesLeybold FundamentalsJako MishyNo ratings yet
- Fiitjee: Mid Phase Test-2Document11 pagesFiitjee: Mid Phase Test-2DeeptanshNo ratings yet
- Bioprocesos Exámenes Actualizado Abril 2018 TareaDocument26 pagesBioprocesos Exámenes Actualizado Abril 2018 TareaRuben MarquezNo ratings yet
- Soil ChemistDocument411 pagesSoil Chemistwoimonyet67% (3)
- Enriquez 2018Document13 pagesEnriquez 2018pforellana86No ratings yet
- IJSO 2014 Exam-Multiple Choice QuestionsDocument17 pagesIJSO 2014 Exam-Multiple Choice QuestionsmpecthNo ratings yet
- Whitman C Me 1923Document3 pagesWhitman C Me 1923Fadwah MokhtarNo ratings yet
- Three States of Matter - Gases, Liquids and Solids ExplainedDocument16 pagesThree States of Matter - Gases, Liquids and Solids ExplainedNaveed Khan SheraniNo ratings yet
- Thermo 5th Chap14 P115Document27 pagesThermo 5th Chap14 P115Pablo Isuart HdzNo ratings yet
- Final Question Bank MT 1 3rd Sem Internal 1Document11 pagesFinal Question Bank MT 1 3rd Sem Internal 1Debarpita GhosalNo ratings yet
- Gas DiffusionDocument15 pagesGas DiffusionOh DausNo ratings yet