Professional Documents
Culture Documents
Seminario
Uploaded by
Alejandro EMCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Seminario
Uploaded by
Alejandro EMCopyright:
Available Formats
i
Facultad de Ingeniera Departamento de Ingeniera Mecnica
Fabricacin de engranajes por mtodo de generacin contina adaptando una fresadora universal con fines didcticos.
Seminario de Ttulo presentado en conformidad a los requisitos para obtener el ttulo de Ingeniero de Ejecucin en Mecnica.
Profesor Gua: Sr. Vctor San Juan Ramos
Vctor Pradines Alvarez Ronald Torres Pino
A O 20
ii
RESUMEN En este seminario de titulo se adaptara una mquina fresadora universal convencional para la generacin continua de engranajes cilndricos de dientes rectos mediante un dispositivo de sincronizacin, el cual coordinar el movimiento husillo de la mquina fresadora con el cabezal divisor, automatizado mediantes mecanismos que transmitirn el movimiento de la parte posterior del husillo al cabezal divisor. Para poder lograr la salida motriz de la mquina fresadora se extender el husillo en la parte posterior de sta, la extensin llegara a una lira en la cual se encuentra un tren de engranajes previamente calculados para la sincronizacin del cabezal divisor con el husillo, del tren de engranajes sale un cardan extensible que llega al cabezal divisor y de este sale otra lira con un tren de engranajes para la sincronizacin de la mesa de trabajo. Se darn a conocer distintos tipos de fabricacin de engranajes cilndricos de dientes rectos, tanto sin arranque de viruta en el que se tiene procesos como por fundicin, troquelado, pulvimetalurga y extrusin; como con arranque de viruta que son los procesos de tallado en los que se encuentran tallado con pin generador, tallado con fresa de forma y tallado degeneracin por fresa madre. Otros puntos importantes que se vern, son: Herramienta de tallado de engranajes, la fresa madre, su forma y su manejo. Tambin se ver la generacin de la
envolvente que se produce a medida que la fresa madre va haciendo pequeos cortes en el material y los parmetros de corte y mecanizado en el fresado por generacin. Para aclarar la forma de sincronizacin del sistema se planteara un ejemplo de clculos de relacin de transmisin para escoger los engranajes a necesitar y la distribucin de estos. Por ltimo para saber el costo econmico del sistema se cotizaran los elementos que involucra este para su fabricacin.
iii
OBJETIVOS El tema del seminario est enfocado en la fabricacin de engranajes cilndricos de dientes rectos con el mtodo de generacin continua utilizando una maquina fresadora del taller de mecnica con fines pedaggicos. Objetivos especficos Disear accesorios para la mquina fresadora del taller de mecnica que permita la fabricacin de engranajes cilndricos dientes rectos por el mtodo de generacin. Anlisis de costos de fabricacin. Confeccionar una gua de funcionamiento de manera didctica con el fin de utilizarla como experiencia de laboratorio.
iv
INTRODUCCIN Una forma obvia de ahorrar tiempo y costo de produccin para la fabricacin de engranajes, seria utilizar un centro de mecanizado de alta velocidad, o fresadoras CNC con endexadores, platos divisores con programacin mediante cad-cam. Simplemente, para lograr que la produccin aumente con ms rapidez. Pero la desventaja de esta forma de produccin de engranajes es el alto costo de implementacin, ya que por lo general estas maquinarias se usan para altas producciones como en la industria automotriz, debido a esto una maestranza pequea no tiene la capacidad econmica para adquirir un centro de mecanizado, ya que existen otros mtodos de menor costo para la fabricacin de engranajes, uno de estos mtodos es utilizando una mquina fresadora universal convencional. Sin embargo la mejor forma de mejorar la productividad de una mquina fresadora, es adaptndola a otros mtodos de trabajo o mejorar una operacin dentro de ella, sin limitar las operaciones que realiza hasta momento. La sola idea de que una sola herramienta produzca eficientemente diferentes piezas de una misma especie, nicamente estaba preparado para los centros de mecanizado y algunas mquinas para fines especiales. La administracin del herramental y los mtodos convencionales (tradicionales) para el mecanizado de ruedas dentadas hacan del proceso algo artesanal, donde la mquina dependa obligatoriamente del operador para su correcto
funcionamiento. Sin duda la reduccin del tiempo empleado en el tallado de engranajes significa un gran ahorro de energa y una disponibilidad de entrega del producto terminado en el menor tiempo posible, que son factores determinantes a la hora de evaluar el trabajo en trminos de calidad, tiempo y productividad, logrando con ello una mayor competitividad.
TABLA DE CONTENIDOS AGRADECIMIENTOS ................................................................................................ i RESUMEN ................................................................................................................ ii OBJETIVOS..............................................................................................................iii INTRODUCCIN ..................................................................................................... iv
CAPTULO 1) INTRODUCCIN A LOS ENGRANAJES DE DIENTES RECTOS. 1.1) Engranajes de dientes rectos............................................................................. 1 1.2) Tipo de fabricacin de engranajes cilndricos dientes rectos ............................. 2 1.2.1) Sin arranque de viruta ............................................................................. 2 a) Fundicin ............................................................................................ 3 b) Troquelado .......................................................................................... 4 c) Engranajes mediante metalurgia de polvos ....................................... 4 d) Extrusin ............................................................................................. 4 1.2.2) Con arranque de viruta ........................................................................... 4 a) Generacin con pin generador ........................................................ 4 b) Tallado por fresa de forma .................................................................. 5 c) Tallado por generacin o por fresa madre .......................................... 6 1.3) Resea del tallado de ruedas dentadas cilndricas ............................................ 7 1.4) Ley fundamental de engrane ............................................................................. 8 1.5) Perfil de evolvente ............................................................................................. 8 1.6) Otros tipos de perfiles ........................................................................................ 9 1.7) Engranajes de perfil cicloidal ............................................................................. 9 1.8) Comparacin y ventajas del perfil del dentado por corte directo y generado ... 11
CAPTULO 2) LA FRESA MADRE, SU FORMA, SU MANEJO Y PRINCIPIOS DE TALLADO POR GENERACION. 2.1) El trabajo de arranque de viruta efectuado por los dientes .............................. 14 2.2) Afilado y mantenimiento ................................................................................... 15 2.3) Velocidades de corte y avances de la herramienta .......................................... 17 2.4) Eleccin de Fluidos de corte ............................................................................ 19 2.5) Generacin de la evolvente ............................................................................. 20 2.6) Parmetros de corte y mecanizado en fresado por generacin ....................... 22 2.6.1) La velocidad de corte ............................................................................. 22 2.6.2) El avance ............................................................................................... 22 2.6.3) La profundidad de corte ......................................................................... 25
2.6.4) El tiempo de corte .................................................................................. 25 CAPTULO 3) ADAPTACIN DE UNA FRESADORA UNIVESAL PARA LA FABRICACIN DE ENGRANAJES CILNDRICOS DE DIENTES RECTOS. 3.1) Caractersticas de la maquina fresadora universal a modificar ........................ 27 3.2) Diseo del aparato divisor automtico y elementos de transmisin ................. 29 3.2.1) Cabezal divisor sincronizado ................................................................. 29 a) Eleccin de rodamientos para el sinfn .............................................. 30 b) Eleccin de rodamientos para la corona ............................................ 30 3.2.2) Ejes para engranajes de recambio......................................................... 31 3.2.3) Cardan extensible ................................................................................. 32 3.2.4) Liras de avance de la mesa longitudinal y cabezal divisor ..................... 33 a) Calculo de esfuerzos en los pernos de la lira ..................................... 35 3.2.5) Extensin del husillo principal de la fresadora ....................................... 36 3.2.6) Ruedas de recambio adicionales al juego normal .................................. 36 3.3) Funcionamiento del accesorio para fresar con fresa madre ............................ 38
CAPTULO 4) COSTOS PARA LA FABRICACIN E IMPLEMENTACIN DEL SISTEMA DISEADO. 4.1) Cotizacin de los elementos mecnicos diseados ......................................... 40
CAPITULO 5) EJEMPLO PRCTICO PARA LA FABRICACIN DE UN ENGRANAJE CILNDRICO DE DIENTES RECTOS. 5.1) Clculo de sincronizacin del cabezal y divisor y el rbol principal de la fresadora ................................................................................................................. 44 5.2) Clculo de sincronizacin del cabezal divisor y el tornillo de avance de la mesa longitudinal .............................................................................................................. 46 5.3) Montaje de las ruedas calculadas para el tren de avance ............................... 47
CONCLUCIN ........................................................................................................ 49
CAPITULO 1) INTRODUCCIN A LOS ENGRANAJES DE DIENTES RECTOS. Los engranajes y las transmisiones de engranajes estn presentes en muchas de las mquinas que se pueden hallar tanto en el mundo industrial como en el domstico. Los engranajes promueven el movimiento de las ruedas y hlices de los medios de transporte, ya sea por tierra, mar o aire. Las ventajas ms importantes que poseen las transmisiones mediante engranajes son: Transmisin de movimientos de forma continua y constante, entre ejes paralelos, que se cortan o que se cruzan. Permiten amplias gamas de velocidades, potencias y relaciones de transmisin; con altos rendimientos y reducidas dimensiones. Transmiten grandes esfuerzos con seguridad y larga duracin, soportando sobrecargas importantes y con poco mantenimiento. 1.1) ENGRANAJES DE DIENTES RECTOS. Engranaje es una rueda o cilindro dentado empleado para transmitir movimiento giratorio o alternativo desde una parte de una mquina a otra. Un conjunto de dos o ms engranajes que transmiten el movimiento de un eje a otro se denomina tren de engranajes. La gran extensin del uso de engranajes como elemento de transmisin en todo tipo de maquinaria industrial, ha producido que sean mltiples los procesos tecnolgicos aplicados a la fabricacin de las ruedas dentadas, buscando siempre economizar gastos de produccin y conservando la calidad de las mismas, esto quiere decir, no basta con hacer una rueda dentada muy precisa, cueste lo que cueste, sino que hay que buscar siempre un equilibrio entre coste y las prestaciones que se le van a exigir a la rueda dentada.
1.2) TIPO DE FABRICACION DE ENGRANAJES CILINDRICOS DE DIENTES RECTOS.
1.2.1) Sin arranque de viruta. a) Fundicin: Por lo general, para fundir engranajes se utilizan los procesos de fundicin en arena seca, en molde permanente, en cscara, moldeo plstico y a la cera prdida. Los mtodos para producir engranajes son los mismos que los que se emplean para fundir otros productos. Los engranajes pesados de hierro fundido y de acero se producen mediante la fundicin en arena. Aquellos producidos por este mtodo, tienen un pobre acabado superficial y escasa precisin. Los engranajes pequeos de aleacin de base de zinc se producen mediante fundicin a presin, pero solo son adecuados para la transmisin de cargas pequeas.
Figura 1.1 Engranaje fundido. b) Troquelado: Este tipo de procedimiento para la obtencin de ruedas dentadas tiene aplicacin bastante limitada en el entorno industrial. Normalmente se fabrican as grandes series de ruedas dentadas de caractersticas mecnicas bajas y de limitada precisin; especialmente demandadas por los sectores jugueteros, fotogrficos, artculos para oficina. Las principales caractersticas de este tipo de proceso son: Para grandes series de piezas es un proceso extraordinariamente econmico, ya que se puede realizar en troqueles progresivos con velocidades de ejecucin muy altas. El espesor de las ruedas dentadas es limitados, as como su tamao. Se puede aplicar gran cantidad de materiales para su obtencin, especialmente aleaciones de aluminio, aleaciones de cobre y de acero de bajo contenido en carbono.
c) Engranajes mediante metalurgia de polvos: Este es un proceso de fabricacin de engranajes a partir de polvos metlicos mediante la aplicacin de calor y presin con aglutinantes adecuados. Este mtodo es muy apropiado para trabajar con materiales que es difcil fundir o mecanizar. Los rotores de las bombas y los engranajes que se utilizan en la industria del automvil se fabrican mediante este proceso, se mezcla hierro puro en polvo con una cantidad calculada de polvo de grafito, se comprime en matrices y se calienta para obtener engranajes de las dimensiones requeridas. Despus, estos componentes se impregnan con aceite para reducir el desgaste normal y el ruido. d) Extrusin: Este proceso es adecuado para fabricar engranajes de aluminio, zinc, y sus respectivas aleaciones. En este proceso el material caliente que se va a extruir, se coloca dentro del cilindro y se comprime desde un extremo con un pistn. El otro extremo tiene un dado con la forma del engranaje. Al presionar, el material con la forma del engranaje sale del dado. Despus se corta el engranaje extruido y finalmente se termina al tamao. Este mtodo slo se utiliza para manufacturar engranajes rectos. 1.2.2) Con arranque de viruta. a) Generacin con pin generador Como los perfiles de evolvente son conjugados entre s, se pueden generar ruedas dentadas hacindolas engranar con un pin generador, es decir, se emplea como herramienta de corte una rueda dentada con bordes cortantes a la que se hace rodar sobre la rueda base que se pretende tallar. Las ventajas de este procedimiento radican en que el tallado es continuo (no da lugar a imprecisiones por reposicionado de la herramienta), permitiendo generar engranajes de dentado interior. Otra ventaja de este procedimiento es que
aprovechando las propiedades de la evolvente generada, con una sola ruedaherramienta se pueden fabricar engranajes de un mismo mdulo pero con diferentes nmeros de dientes.
Figura 1.2 Tallado por pin generador. b) Tallado con fresa de forma: Para este mtodo de fabricacin se usan herramientas con perfil idntico al hueco interdental, adems van destalonados para mantener el perfil despus del afilado, por lo dems, la rueda a tallar permanece en reposo durante la operacin de corte, y gira una divisin exacta equivalente al paso circular de los dientes del engranaje cuando el hueco ha sido terminado. Los sucesivos giros de divisin del engranaje a tallar se efectan mediante un dispositivo divisor universal. Como el flanco de los dientes es variable para cada mdulo segn el nmero de dientes de la rueda a tallar, las fresas de forma (o fresas modulo) se agrupan por series, siendo stas de ocho para mdulos de 1 a 10 y de 15 series para mdulos de 11 y mayores. Aunque los flancos de los dientes para ruedas del mismo mdulo varan segn el nmero de aquellos dientes, la diferencia de forma es muy reducida, disminuyendo esta diferencia a medida q aumenta el nmero de dientes.
El tallado con fresa de forma, tiene inconvenientes debido al proceso operacional del mismo, dado a que la cantidad de divisiones realizada en el aparato divisor, deben ser equivalentes a la cantidad de dientes que tenga la rueda dentada, como sta operacin es manual, ste proceso de manufactura tan slo se utiliza para fabricar pequeas series de ruedas dentadas.
Figura 1.3 Tallado con fresa de forma. c) Tallado por generacin o con fresa madre: Se trata de un procedimiento continuo, esto por permitir una fabricacin continua de dientes en toda la periferia de la rueda, es decir, sin interrupciones en la operacin de arranque de viruta. La generacin del diente se produce mediante una fresa denominada fresa madre, que no es ms que una herramienta con forma de tornillo sinfn con los filetes interrumpidos por ranuras longitudinales destalonadas para crear aristas de corte y cuya seccin, normal a la hlice, reproduce precisamente la cremallera base de generacin del diente.
Figura 1.4 Tallado por fresa madre. 1.3) RESEA DEL TALLADO DE RUEDAS DENTADAS CILNDRICAS. En el tallado de ruedas dentadas en general se distinguen dos mtodos: en el que usa una fresa de mdulo (fresa de forma) y el que usa una fresa helicoidal (tornillofresa). En el primer sistema, se tallan sucesivamente los dientes de la periferia por medio de una fresa de forma o comnmente conocido como mdulo. tambin llamada en muchos casos como creadores). El procedimiento de fabricacin de engranajes que utiliza la fresa de mdulo es el ms antiguo, existiendo una competencia entre dicho procedimiento y el de la fresa helicoidal. Anlisis e investigaciones han certificado que los dos mtodos son efectivos, proporcionando la exactitud adecuada a las exigencias de los controles de calidad, sin embargo, los dientes fresados con fresas madres dan muy buenos resultados en la construccin de mquinas y equipos de precisin. La exactitud otorgada con la herramienta modular (o herramienta de forma) depende exclusivamente de las habilidades del operador para dar al engranaje fabricado las terminaciones adecuadas, por el contrario, con la fresa madre, la precisin del tallado lo determina la correcta sincronizacin del creador y la pieza para generar los perfiles exactos. En el segundo sistema se hace uso de una fresa helicoidal o denominada fresa madre (o
El mtodo de talla con fresa madre es una idea antigua, en el ao 1856 se concedi una patente sobre la misma, pero no se lleg a realizar porque en aquel tiempo no haba madurado todava el concepto de su considerable importancia. Antes de concretarse la mitad del siglo xx, se haba perfeccionado la talla con fresa helicoidal hasta hacerla practica y precisa, gracias principalmente a los esfuerzos de la casa Hernann Pfaule, de Chemnitz, Alemania, en cuyas mquinas haban resuelto por primera vez los problemas que se haban presentados en este sistema. 1.4) LEY FUNDAMENTAL DE ENGRANE. La ley fundamental del engranaje expresa que la relacin de velocidad angular entre los elementos de una transmisin de engranajes debe permanecer constante en toda la conexin. Teniendo en cuenta la definicin de perfiles conjugados, esta ley puede formularse tambin de un modo ms formalmente cinemtica como sigue: La normal comn a los perfiles de los dientes, en todos los puntos de contacto dentro del engranado, deben pasar siempre por un punto fijo de la lnea de centros, llamado punto primitivo.
1.5) PERFIL DE EVOLVENTE Interesa encontrar perfiles conjugados que, por una parte, satisfagan la ley general del engrane y, por otra, sean fciles de construir. Un perfil que cumple estas condiciones es el de evolvente, que se emplea en la mayor parte de los engranes. La evolvente de circulo es una curva tal que el lugar geomtrico de los centros de curvatura de todos sus puntos forma una circunferencia. De forma intuitiva, el perfil de evolvente se obtiene al desarrollar, mantenindolo tenso, un hilo de una circunferencia y dibujar la trayectoria de uno de sus puntos. La circunferencia sobre la que se desarrolla se denomina Circunferencia Base, o tambin, evoluta. Conocido el punto por donde debe de pasar el perfil, se puede calcular por puntos el correspondiente perfil de evolvente. Se traza la tangente a la circunferencia base desde el punto (A), se divide en segmentos iguales y se avanza sobre la
circunferencia base trasladando esos segmentos. Desde cada nuevo punto se traza la tangente (cada vez con un segmento menos), para acabar uniendo los extremos de las sucesivas tangentes. 1.5.1) Entre las propiedades de los perfiles de evolvente estn: La lnea de engrane es una recta. Engranan a cualquier distancia entre centros. Los perfiles de evolvente son fciles de generar.
Figura 1.5 Circunferencia base del perfil evolvente. 1.6) OTROS TIPOS DE PERFILES Al construir un par de ruedas dentadas, el perfil del diente de una rueda, en general, puede elegirse arbitrariamente. En tal caso, el perfil del diente de la otra rueda se calcular mediante el mtodo general de determinacin del perfil conjugado de uno dado. Las ventajas asociadas al perfil de evolvente que acaban de verse dan lugar a que ste sea el perfil mayormente extendido; no obstante, pueden encontrarse tambin otro tipo de perfiles, aunque en menor medida y en la mayor parte de los casos orientados a aplicaciones especficas. 1.7) ENGRANAJES DE PERFIL CICLOIDAL.
10
La cabeza del diente est trazada por una epicicloide y el pie por una hipocicloide. Tuvieron una gran difusin hace aproximadamente un siglo, en virtud de la facilidad para reproducirlos por fundicin. No obstante, en la actualidad slo se emplean en raras ocasiones para mecanismos especiales. En estos engranajes el perfil convexo contacta con el cncavo. Ello hace que la presin especfica en este tipo de contacto sea menor que cuando estn en contacto dos perfiles convexos. Sin embargo, esto mismo les hace ser muy sensibles a las variaciones en la distancia entre ejes, precisando de un gran ajuste. Al mismo tiempo, la velocidad de deslizamiento que tiene lugar entre dos dientes de este tipo es constante en cada una de las zonas del diente; y en ambos casos es significativamente menor que en el caso de los engranajes de evolvente. Ello da lugar a un nivel de desgaste del diente tambin inferior. No obstante, en el punto del perfil situado sobre la circunferencia primitiva (y que constituye la frontera entre el perfil cncavo y el convexo) se produce un cambio brusco de la velocidad de deslizamiento y, como consecuencia, el quebrantamiento superficial del material alrededor de ese punto es ms probable en un engranaje cicloidal que en uno de evolvente. Por ltimo, la lnea de engrane no resulta ser una lnea recta, con lo que el ngulo de presin vara.
11
Figura 1.6 Perfil cicloidal. 1.8) COMPARACIN Y VENTAJAS DEL PERFIL DEL DENTADO POR CORTE DIRECTO Y GENERADO. El modo en que trabajan los engranajes con perfil de evolvente es muy especial, en ellos se genera dos superficies convexas que permiten el deslizamiento entre s continuamente, de modo que el contacto y la transmisin de los esfuerzos se verifican en un solo punto. En consecuencia, la presin especfica en los dientes resulta muy elevada, desgastndose con rapidez. En ruedas de evolvente construidas por corte directo, se presentan en las ruedas inferiores a 30 dientes el fenmeno de estrangulamiento y debilitacin de la base del diente, provocando una menor resistencia del diente con respecto a la corona del engranaje. Este estrangulamiento, es mayor a medida que se reduce el nmero de dientes no permitiendo transmitir esfuerzos considerables en las ruedas de 12 dientes.
12
Sin embargo, las ventajas prcticas favorables del perfil de evolvente especialmente en su construccin, hacen que hoy en da hagan su preferencia absoluta en la fabricacin y diseo de mquinas de precisin. Por esta razn, y por otras consideraciones prcticas se ha probado tallar tambin con perfil de evolvente las ruedas de reducido nmero de dientes, de manera que no se presente tal estrangulamiento explicado, habindose logrado buenos resultados. Pero su desventaja radica en la teora y en el mtodo de construccin del mismo, esto porque, la forma del perfil de diente adopta solo y exclusivamente las dimensiones de la herramienta talladora (fresa modular). Si se analiza un caso particular: para fabricar un engranaje de mdulo 2, la forma y dimensiones tanto generales como las del perfil dentado dependern del valor del mdulo y del nmero de dientes que contenga la rueda dentada, por lo tanto se concluye que para cada engranaje mdulo 2, se tendr una evolvente generada diferente para cada nmero de dientes que se le otorgue, dado a que no existen fresas modulares para tallar cada condicin, stas herramientas son reagrupadas en series, obligando a los diseadores a fabricar herramientas con un perfil promedio que se aproxime a los perfiles de evolvente tericos para cada engranaje a tallar, llegando a componer juegos desde 8 fresas (para mdulos de 1 a 10) hasta 15 fresas (para los tamaos superiores al mdulo 11), por este motivo los perfiles dentados de engranajes fabricados por este tipo de mtodo estrictamente no son los adecuados para una condicin que se requiera. Por el contrario el mtodo por corte generado y en especial el mtodo de corte por generacin continua con fresa madre es un mecanizado que tiene como herramienta una fresa en forma de tornillo sin fin, cada fresa madre esta diseada para cada mdulo y pueden fabricar el mnimo de nmeros de dientes (N de dientes igual a 2 tericamente) hasta el nmero de dientes infinito (engranaje cremallera) y la ventaja en cuanto a manufactura de engranajes radica en el labrado de todo los dientes progresivamente a medida que la pieza avanza, esta forma de tallado de engranajes se logra debido a la sincronizacin correcta entre la fresa tornillo y la divisin del paso circular del engranaje a fabricar.
13
El engranaje tallado por generacin tiene exactamente las mismas caractersticas tericas que un engranaje fabricado por corte directo (ngulo de presin, dimensiones del dentado, dimetro primitivo, etc.), su nica y gran diferencia radica solo en el perfil dentado ya que este mtodo labra el diente continuamente aprovechando las caractersticas del perfil generado, la forma de este perfil depender de las dimensiones que tenga el engranaje requerido (nmero de dientes y modulo), por ende, cada engranaje con dimensiones diferentes que se fabrique por este mtodo tendr su propia evolvente generada. Las ventajas funcionales entre ruedas dentadas fabricadas por el mtodo de generacin continua dan lugar a engranajes que trabajan con deslizamientos y rodaduras muy suaves, se producen menores vibraciones y ruidos por efecto del trabajo de engranajes con perfiles no homlogos, que afectan directamente tanto en ejes, como en equipos que trabajan en conjunto con ellos.
CAPITULO 2) LA FRESA MADRE, SU FORMA, SU MANEJO Y PRINCIPIOS DE TALLADO POR GENERACION. Para realizar un tallado de engranajes por el mtodo de generacin continua, se requiere de una herramienta especial con caractersticas especiales. Esta herramienta posee una forma semejante a la de un tornillo sinfn, denominado fresa madre o fresa para engranajes, su caracterstica radica en que los dientes cortantes son de seccin constante y destalonadas para su posterior afilado, adems son de lados rectos asimilando la cremallera tipo (figura 2.1). Su principal ventaja estriba en que no hay que reposicionar la herramienta lo que arroja unos resultados de mayor precisin (dientes ms perfectos).
14
Figura 2.1 Fresa madre.
2.1) EL TRABAJO DE ARRANQUE DE VIRUTA EFECTUADO POR LOS DIENTES DE LA FRESA. La figura 2.2 muestra dos mtodos de arranque de viruta logrados por los dientes de la herramienta de corte en la fresadora. El trabajo que logran los dientes de la fresa se realiza cuando esta avanza hacia el material, durante este avance y por efecto del giro de la misma, la fresa arranca el material en forma de escamas. A causa del avance, el diente desde el punto de ataque a hasta el punto de salida b, arranca una seccin creciente de material aumentando sin interrupcin los esfuerzos de corte. Al salir del punto b, se produce tras el plano de corte c-d una cada rpida del esfuerzo de corte. Por lo tanto, cada diente de la fresa realiza un reducido trabajo, con esfuerzo variable.
15
Se aprecia que para un arranque de viruta ptimo, el ngulo ideal de incidencia de cada diente es de 90 en la fresa, puesto que una inclinacin del diente con respecto a la normal causa un enganche de sta con respecto al material, no siendo posible entonces lograr un corte adecuado (excepto en materiales ligeros). Para que el arranque de viruta sea ptimo en el sistema diseado, al montar la fresa madre, habr que tener en cuenta el ngulo ideal de incidencia.
Figura 2.2 Arranque de viruta fresa madre.
2.2) AFILADO Y MANTENIMIENTO. Como la fresa madre es la herramienta fundamental del sistema diseado hay que tener ciertas consideraciones con su manejo, ya que su uso es muy delicado, por lo que es necesario evitar que la fresa sea usada por operarios inexpertos. Una primera medida sobre el modo de tratar la fresa, es que debe ser rectificada a tiempo. Toda herramienta, desde que comienza su operacin de arranque de viruta, empieza un proceso de desgaste y despunte. Este efecto va aumentando a medida que trabaja la herramienta durante toda la vida til de la fresa. Tras haber tallado una o varias piezas, la fresa se mueve una cierta distancia en el sentido de su eje, realizando un movimiento denominado shifting. El objetivo de
16
este movimiento axial es prolongar la vida til de la fresa madre de forma que el desgaste se distribuya de manera homognea por todos sus dientes. El shifting puede realizarse en la misma direccin o en direccin opuesta a la rotacin de la pieza de trabajo. Si se realiza en la misma direccin de rotacin la fresa se desgasta ms lentamente pero el acabado del engranaje mecanizado es ms bajo que si se compara con el shifting en direccin opuesta al sentido de giro de la pieza de trabajo.
Figura 2.3 Shifting direccin opuesta y la misma direccin. La importancia del desplazamiento de la fresa madre se hace notoria cuando sta se retira de la mquina para su afilado. Si algunos de los dientes han sufrido mayor desgaste que otros, se tendr que eliminar un material valioso de los dientes mejor conservados antes de poder afilar los dientes ms desgastados. El afilado de la fresa madre, se lleva a cabo en una mquina especfica denominada afiladora de fresas madre la cual realiza un rectificado mediante una muela recubierta con polvo de diamante, realizando un movimiento alternativo a lo largo de cada ranura. Este disco elimina la superficie de desprendimiento (la cual est afectada por el desgaste tipo crter), eliminando el filo desgastado y parte de la superficie de
17
incidencia, concretamente entre 0,2 y 0,3 milmetros en el caso de fresas recubiertas. En la Figura 2.4 se puede observar cmo se realiza el afilado de una fresa madre.
Figura 2.4 Esquema del funcionamiento de una muela afiladora de fresa madre De esta manera se consiguen eliminar tanto el desgaste de crter (que afecta a la superficie de desprendimiento) como el desgaste de tipo abrasivo (que afectaba al filo y a la zona de la superficie de incidencia inmediatamente posterior a ste).
2.3) VELOCIDAD DE CORTE Y AVANCE DE LA HERRAMIENTA. Al trabajar, ya sea con fresas de mdulos o fresas madres, se han de colocar las herramientas y la pieza a tallar lo ms cerca del husillo principal de la maquina fresadora, donde se encontraran firme apoyo las fuerzas que ha de resistir la mquina. Tambin, se han de colocar las guas con los apoyos colgantes de los barrotes lo ms cerca posible de la mquina. Aqu, mediante el proceso de generacin los avances automticos de la mquina no sirven, dado a que son demasiados rpidos (el avance de la mquina ms lento es de 9 mm/m), lo que probablemente la incrustacin del til de corte en el material sera inevitable al igual que la destruccin y deterioro de ambos.
18
Los avances por generacin van directamente relacionados con el giro de la pieza a tallar, estos se consiguieran aprovechando el movimiento principal de la mquina, como el divisor recibe el movimiento resultante de un juego de ruedas que permiten la divisin exacta de una circunferencia, de este se aprovechara una lnea de accin que sincronizara los giros de la pieza mediante una transmisin de ruedas conectadas al eje del tornillo patrn de la mquina (figura 2.5).
Figura 2.5 Sistema diseado para la sincronizacin del avance de la mesa. Al determinar los avances de la mquina, se recurrir a tablas ya establecidas para este proceso que servirn de gua y apoyo en la toma de decisiones de la ejecucin del tallado (tabla 2.1). Una de las recomendaciones otorgadas por los autores de libros tcnicos es: contra ms grande sea la pieza a tallar, menor debe ser el avance por vuelta de la pieza. Teniendo como base este dilema no se incurrir en la accin de aumentar la velocidad de avance por el hecho de ser un proceso automtico y progresivo en el ataque del material. Para ello, estos avances deben tener en cuenta la naturaleza del material a cortar, como tambin la herramienta que tallara las dimensiones del engranaje con que s ira a trabajar.
19
En funcin de los materiales y dimensiones de las herramientas a utilizar se puede confeccionar la presente tabla, la cual otorga gran apoyo en la toma de decisiones. TABLA 2.1 MDULOS Y AVANCES POR REVOLUCI.
Mdulos Avances x Rev. Del Cabezal En mm. 2a4 5 a 7.5 8 a 10 11 a 15 16 a 20 0.5 0.75 1 1.25 1.5
Una vez conocido el valor a emplear para el tallado, se debe confeccionar una transmisin que conecte el divisor automtico con el tornillo de avance de la mesa longitudinal, con el fin de generar movimiento uniforme. Sin duda, es aqu donde se hace presente la segunda frmula de juego de ruedas para el avance de la pieza:
2.4) ELECCIN DE LOS FLUIDOS DE CORTE. Esta eleccin debe basarse en criterios que dependen de diversos factores: El tipo de operacin de mecanizado que se realice, as como las condiciones de dicha operacin, principalmente los parmetros de corte. El material de la pieza a mecanizar. El material que constituye la herramienta de corte.
20
De manera general, para seleccionar un fluido de corte lo primero que se debe tener en cuenta es si la funcin principal del fluido debe ser lubricar o refrigerar. De esta forma, cuando lo primordial es refrigerar se utilizan taladrinas (suele ocurrir cuando el arranque de material es relativamente pequeo, pero con una velocidad de corte considerable, originando de este modo altas temperaturas). En cambio cuando lo ms importante es la lubricacin suelen utilizarse aceites de corte (ocurre cuando el desprendimiento de material es considerable y la velocidad de corte es relativamente pequea, siendo el principal problema a resolver la disminucin de los rozamientos generados por el desprendimiento de viruta). Durante el proceso de seleccin del fluido de corte apropiado para una mquinaherramienta determinada, el fabricante de sta suele recomendar un modelo concreto de aceite de corte o de taladrina, con unas propiedades determinadas que optimizan el proceso de mecanizado de dicha mquina-herramienta.
Figura 2.6 Fluido de corte. 2.5) GENERACIN DE LA EVOLVENTE. Los dientes de la fresa cortan el cuerpo del disco del engranaje en orden sucesivo y cada uno de ellos en una posicin ligeramente distinta. Cada diente de la fresa madre cortar su perfil correspondiente, que en el caso de tratarse de una fresa para engranajes con perfil evolvente tiene los lados rectos, pero la acumulacin de esta serie de cortes rectos produce la forma curvada en los dientes del engranaje.
21
En consecuencia, los dientes no se mecanizan en un solo corte de perfil, como ocurre en el fresado de forma, sino que cada diente se va formando de manera gradual, por medio de una serie de pequeos cortes. Esto es lo que se conoce como proceso de tallado por generacin. Con la adaptacin de mquina fresadora se podr producir engranajes con el mtodo de tallado por generacin.
Figura 2.7 Secuencia del desarrollo completo de la evolvente mediante el fresado por generacin.
El ngulo de presin normal del engranaje a tallar, que corresponde generalmente con el ngulo de presin de la fresa madre, que est formado por la inclinacin del flanco del diente. Otro parmetro que caracteriza a la fresa madre es el mdulo, que de forma general, tambin corresponde con el mdulo del engranaje a mecanizar. En cuanto al ngulo de montaje de la fresa madre (), depender del tipo de engranaje que se desee tallar. As para mecanizar ruedas de diente recto, el eje de
22
la fresa madre debe tener una inclinacin igual a la hlice media de la misma (). Para dentar ruedas helicoidales habr que sumar el ngulo de hlice de la fresa madre al ngulo de hlice del engranaje si giran en sentidos opuestos, y si ambos giran en el mismo sentido la operacin ser de resta.
Figura 2.8 Angulo de montaje de la fresa dentado recto
Figura 2.9 Angulo se montado de la madre para fresa madre para dentado helicoidal
En el caso del sistema diseado se debe rotar la mesa de trabajo en el ngulo que se determine debido al ngulo de la fresa madre.
2.6) PARMETROS DE CORTE Y MECANIZADO EN FRESADO POR GENERACIN. Se denominan magnitudes de corte o parmetros tecnolgicos de corte, a los valores que hay que ajustar en el proceso de arranque de viruta para que ste se realice de forma ptima. Se distinguen la velocidad de corte, el avance y la profundidad de corte. 2.6.1) La velocidad de corte:
23
Es la velocidad lineal de un punto perifrico de los dientes de la fresa madre que estn en contacto con la pieza que se mecaniza. Viene dada por la siguiente expresin:
D: dimetro de la fresa madre en milmetros. N: nmero de revoluciones por minuto de la fresa madre. La velocidad de corte es el parmetro que ms influye en la vida de la herramienta, a mayor velocidad sta se desgastar ms. Para ajustar dicha velocidad debe considerarse la maquinabilidad del material de la pieza que se mecaniza, el material y recubrimiento de la fresa madre, la seccin de viruta, el tipo de refrigeracin utilizado en el mecanizado y la capacidad de la mquina talladora. 2.6.2) El avance: Es el desplazamiento relativo entre pieza y fresa, realizndose en la direccin del eje de la rueda que se pretende dentar. Este parmetro se ajusta en funcin del material que est siendo mecanizado, del material de la herramienta, de la precisin requerida.
Conocidos la velocidad de giro de la pieza y el avance por revolucin se puede calcular la velocidad de avance mediante la siguiente expresin:
a: avance de la fresa en milmetros por cada revolucin del engranaje a tallar. NG: velocidad de giro del engranaje a tallar en rpm. Donde:
24
n: velocidad de giro de la fresa madre en rpm. N: nmero de filetes o entradas de la fresa madre. G: nmero de dientes del engranaje a dentar. Por lo que la velocidad de avance viene dada por la siguiente expresin:
Es importante destacar que en funcin del sentido del avance de la fresa madre, hay dos modalidades de tallado (o fresado) por generacin: en trepado y convencional. En el fresado por generacin convencional el espesor de viruta va aumentando desde cero hasta que alcanza su mximo valor, de forma que el esfuerzo de corte tambin va aumentando progresivamente.
Figura 2.10 Fresado por generacin convencional.
25
Con el fresado por generacin en trepado ocurre todo lo contrario, los dientes de la fresa comienzan cortando la viruta desde su mximo espesor. Se necesita mayor potencia de corte, pero se permiten mayores avances y el acabado superficial es mejor.
Figura 2.11 Fresado por generacin en trepado. Estas definiciones estn dadas debido a que la mquina generadora original trabaja verticalmente. Para el sistema diseado ser a favor y en contra como se conoce normalmente.
2.6.3) La profundidad de corte: Es la distancia que penetra la herramienta en la pieza, que en el caso del tallado por generacin coincide con la altura del diente a mecanizar. Se expresa en milmetros. El ajuste de los parmetros de corte debe realizarse de acuerdo con el acabado y la precisin requeridos, con la capacidad de la mquina, con la herramienta empleada y con los dispositivos de sujecin utilizados para el montaje y movimiento de la pieza de trabajo.
26
2.6.4) El tiempo de corte: En el tallado por generacin, es el cociente entre la distancia lineal que tiene que recorrer la fresa madre, y la velocidad de avance. La expresin matemtica correspondiente es:
G = nmero de dientes del engranaje a dentar. L = recorrido de la fresa, en milmetros. N = nmero de filetes o entradas de la fresa madre. n = nmero de revoluciones por minuto de la fresa madre. a = avance de la fresa en milmetros por cada revolucin del engranaje a tallar. El recorrido de la fresa (L), es la suma de la distancia de aproximacin (X1), el ancho de la cara del engranaje (B) y el desplazamiento para permitir la salida de la fresa (X2). La distancia de aproximacin es el espacio entre el punto de contacto inicial de la fresa con la pieza de trabajo y aquel donde inicia el corte a la profundidad ntegra. La distancia para asegurar la salida de la fresa es el espacio recorrido ms all del corte ms profundo y que se requiere para la completa formacin de los dientes.
27
Figura 2.12 Detalle del recorrido de la fresa madre.
CAPITULO 3) ADAPTACIN DE UNA FRESADORA UNIVESAL PARA LA FABRICACIN DE ENGRANAJES CILNDRICOS DE DIENTES RECTOS. 3.1) CARACTERISTICAS DE LA MQUINA FRESADORA UNIVERSAL A MODIFICAR.
28
La observacin del comportamiento de la mquina fresadora durante su funcionamiento y de todos los pequeos detalles del operador al momento de llevar a cabo alguna accin en ella, brindaran excelentes aportes a la hora de determinar la planificacin y ejecucin de cualquier elemento mecnico necesario para el equipo. Sin duda la etapa de desarme tanto en alguna seccin de la mquina y accesorios necesarios para el proyecto, aclarara varias dudas. Sin embargo, la proyeccin, la creatividad y el deseo de la innovacin adelantaran varios detalles cuyos objetivos estarn enfocados en la forma de transmitir movimiento, del modo de sustentacin, fijacin, control y mantenimiento de estos, y aquellas referidas a la factibilidad de construccin. En un primer plano la mquina fresadora universal cuenta con una deficiente informacin, procedente de los manuales y catlogos tcnicos, necesarios para realizar la modificacin de cualquier elemento en ella. Pero el sistema a crear, necesariamente modifica 3 puntos fundamentales, y que no interfiriera con su funcionamiento normal de la mquina, donde se distingue: El acople de la lira de divisin a la mquina. Extensin del husillo principal de la mquina fresadora. El acople de la lira de avance longitudinal del cabezal divisor.
29
Figura 3.1 Mquina fresadora universal. Las caractersticas de la mquina sern las siguientes: Mquina Ancho de mesa de trabajo rea de sujecin de la mesa Carrera longitudinal (x) Carrera vertical (Z) Carrera transversal (Y) Cono sujetador del husillo Potencia del motor principal Dimensiones l x a x h Largo de mesa de trabajo : TOS FA 3 AU : 350 mm : 270x1600 mm : 1000 mm : 425 mm : 300 mm : Mo 5 : 2.5 kW : 2309x3190 mm : 1600 mm
30
3.2) DISEO DEL APARATO DIVISOR PARA LA GENERACIN CONTINUA Y ELEMENTOS DE TRANSMISIN. La investigacin del proceso de tallado de engranajes determin factores que deban ser tratados al mximo, detalles como: Disminucin del desgaste. Eliminacin de juegos. Vibraciones durante las operaciones de fresado.
Cabe mencionar que los dispositivos a desarrollar brindaran la mxima confiabilidad en resistencia y precisin de funcionamiento, de los cuales se destacan: 1. Cabezal divisor sincronizado. 2. Ejes para engranajes de recambio. 3. Cardan extensible. 4. Liras de avance y divisin 5. Extensin del husillo principal de la fresadora. 6. Ruedas de recambio adicionales al juego normal.
3.2.1) Cabezal divisor sincronizado. Tomando como referencia del proyecto un cabezal divisor normalizado, se hicieron los diferentes anlisis para determinar su posicin que debe tener sobre la mesa de la fresadora y realizar las mediciones para acoplar los ejes tanto de entrada, como de salida, los cuales reciben los movimientos de la herramienta, llevndolo a travs de esta cadena cinemtica. Como los cabezales divisores fueron diseados para movimientos rotatorios alternados, no requieren rodamientos en las zonas de apoyo de la corona y el sinfn. Sin embargo el nuevo diseo del divisor automtico requiere rodamientos en la zona de descanso de los ejes, tanto de entrada, como de salida, ya que el movimiento es constante, y para su lubricacin requieren ir en un bao de aceite.
31
Figura 3.2 Influencia de carga axial sobre los rodamientos. a) Eleccin de rodamientos para el sinfn. Dado que el proceso de corte ejerce carga sobre el eje de la corona, estas cargas son transmitidas desde la corona hasta el sinfn produciendo una mayor fuerza axial como se muestra en la figura 3.2. Debido a esto como se requiere un rodamiento que soporte cargas simultneas tanto axial como radial, por lo tanto se seleccionara un rodamiento del tipo bolas de contacto angular. b) Eleccin de rodamiento para la corona. Como la corona recibe una mayor carga axial debido al proceso de corte se seleccionara un engranaje de rodillos cnicos. Una de las particularidades de este divisor es la ausencia de manivela y comps, aquellos que determinaban la divisin de una circunferencia en partes iguales a travs del mtodo de corte directo, ahora reemplazados por una transmisin directa de la lira de divisin, quien introduce movimiento continuo al sinfn, que har girar la corona del plato universal y este a la pieza. Tambin este aparato divisor inducir movimiento en el tornillo patrn de la mesa longitudinal a travs de una salida del posterior a la pieza.
32
Figura 3.3 Conjunto cabezal divisor sincronizado. 3.2.2) Ejes para engranajes de recambio. En la mayora de los elementos mecnicos fabricados, adems de satisfacer los requisitos de resistencia a esfuerzos y desgaste, tienen un diseo exclusivo que permiten: La sujecin rgida y fijacin precisa de las piezas de transmisin (ruedas de recambio). Ofrecer la intercambiabilidad de los elementos de fijacin, ya sea dentro del sistema de generacin de piones, como la integracin a las otras fresadoras. Geometra y diseo compacto.
La tecnologa hasta este entonces se basaba bsicamente en un perno con bujes que permitiera la fijacin y la rotacin de las ruedas de recambio. Sin embargo, la reduccin de puntos de fijacin (llmese a la cantidad de zonas de apriete por cada elemento de fijacin) significa una economa en el tiempo empleado en el montaje y desmontaje de estos ejes con sus ruedas de recambio, agilizando mas el proceso de tallado. Tambin, la incorporacin de elementos antifriccin garantiza una rodadura suave y precisa de las ruedas, minimizando el desgaste a travs de lneas de lubricacin.
33
Figura 3.4 Conjunto eje de recambio de engranajes. 3.2.3) Cardan extensible. Uno de los desafos importantes, era realizar la transmisin del movimiento del creador al cabezal divisor. De hecho, diversos sistemas pueden transmitir sincronismo desde el punto motriz al punto conducido, pero en este caso, el punto conducido no mantiene una posicin determinada y se desplaza conforme sea la longitud a tallar. Adems, dependiendo de los dimetros de las piezas a mecanizar, la posicin en su altura del cabezal divisor variara notablemente. Con desplazamientos del cabezal divisor en los tres ejes combinados, la eleccin de una unin cardnica es evidente. Pero, adems de controlar el movimiento en los diferentes ngulos de inclinacin, otro parmetro a gobernar era la variable de la distancia existente entre la lira y el cabezal, que cambia cuando se produce la condicin anterior. Ante tal situacin, adems de contar con rotulas que absorben la inclinacin producida entre lira de divisin y el cabezal divisor, al diseo se le ha incorporado la propiedad telescpica, acortndose o extendindose en su longitud segn como se desarrolle la ejecucin del tallado de ruedas dentadas.
34
Figura 3.5 Conjunto cardan extensible. 3.2.4) Liras de avance de la mesa longitudinal y divisin del cabezal. Para producir la divisin sincronizado entre el engranaje a tallar y la fresa de corte, se diseo una lira especial con dos correderas, en ellas irn situadas las ruedas de recambio encargadas en la divisin exacta del engranaje a tallar. Como medida de seguridad, la lira de divisin es fijada rgidamente a la parte posterior de la maquina fresadora (donde sale el husillo principal), en el acople especialmente diseado, para evitar tanto la fuerza tangencial resultante producida por el juego de ruedas de recambio instalado, como el peso total del conjunto armado, la lira de divisin debe ser fijada con uniones apernadas debidamente calculadas. Por otro lado, la lira de avance de la mesa longitudinal, con objetivos similares a la anterior, pero ms pequea, posee la ventaja de rotar en el punto de amarre a la mesa, brindando la mejor posicin al juego de ruedas de recambio del avance longitudinal en un espacio reducido.
35
Figura 3.6 lira divisor tornillo mesa.
Figura 3.7 Lira posterior a la fresadora.
36
a) Calculo de esfuerzos en los pernos de la lira. Para comprobar si los pernos que sujetan la lira al flanje resisten a los esfuerzos que estn sometidos, se usara el programa solidworks simulation.
Figura 3.8 carga distribuida en la lira.
Figura3.9 Simulacin de esfuerzos que reciben los pernos. Se aprecia en la simulacin que el esfuerzo mximo que estarn sometido los pernos es de 19.017Mpa, dado que las propiedades mecnicas de la clase mtrica, el perno de clase ms baja tiene un esfuerzo de ruptura de 400Mpa, por lo tanto se escogern pernos Parker M8x1 estndar clase 4.6.
37
3.2.5) Extensin del husillo de la maquina fresadora. Un paso importante dentro de la adaptacin en la fresadora universal, sucede al extender el husillo principal (parte posterior rbol porta fresa), con el objetivo de garantizar una salida motriz directa del rbol de transmisin. Con ello, es posible integrar elementos de transmisin (ruedas de recambio) a tal segmento de eje, para obtener impulso cinemtico necesario en sistema de tallado automtico. Es evidente que tal extensin debe cumplir con exigentes normas de calidad referente al control dimensional y alineacin, garantizando una transmisin de engranajes suave y sin interferencia
Figura 3.10 extensin del husillo. 3.2.6) Ruedas de recambio adicionales al juego normal. Como una forma de facilitar las operaciones de clculos tanto para el juego de ruedas que intervienen en la divisin exacta y avance de la mesa longitudinal, es indispensable contar con una amplia gama de ruedas de recambio, comprendida entre los nmeros Z=25 al Z=100 dientes, con el objetivo de minimizar al mximo los tiempos muertos originados por el cambio de una operacin de clculo al no
38
encontrar la rueda deseada. Esto no implica que el sistema sea obsoleto al no contar con este requisito, tambin es eficiente con un juego estndar de engranajes. Si no que representa una verdadera ventaja a la hora de evaluar los costos de produccin de la maquina fresadora universal reduciendo los tiempos muertos.
Figura 3.11 Ruedas de recambio. La funcin que cumple la rueda de recambio depender del tipo de transmisin que se utilice. Existen 2 formas de trasmisin aplicables para este sistema diseado: Transmisin simple y transmisin compuesta. Las ruedas de recambio sern seleccionadas segn el tipo de transmisin que se utilice y el nmero de dientes del engranaje que se desee fabricar.
39
Figura 3.12 Tren de engranajes simple. Por ejemplo: Para fabricar un engranaje de Z=30 modulo 2 con una fresa madre modulo 2 de una entrada (cantidad de hilos que tenga el creador), el engranaje 1 que es el que recibe el movimiento directo de la mquina es de Z=40 y se mantiene fijo en esa posicin, por otro lado el engranajes 2 se debe cambiar por uno de Z=30, por lo tanto se tiene que siempre el engranaje 2 debe tener el mismo nmero de diente que el engranaje que se quiera fabricar, en este caso los engranajes que estn entre engranaje 1 y engranaje 2 solo transmiten movimiento y cambian el sentido de giro al adecuado. Todos los detalles de los componentes de cada conjunto se encontraran en los planos de anexos a este documento. 3.3) FUNCIONAMIENTO DEL ACCESORIO PARA FRESAR CON FRESA MADRE. Para que este sistema pueda funcionar a la perfeccin, se debe sincronizar perfectamente el cabezal divisor con la fresa madre y una forma de poder hacer una sincronizacin perfecta es aprovechando el movimiento del rbol principal de la mquina, por lo que se decido extender el husillo para transmitir este movimiento a una lira con un tren de engranajes intercambiables para obtener as una relacin de transmisin adecuada, sta llega a un cardan extensible, y se une con el divisor. Como las velocidades automticas de la mesa eran demasiado altas se tuvo que crear un dispositivo de transmisin para producir avance ms lento, para que ste dispositivo igual este sincronizado se aprovecho el movimiento del divisor, extendiendo el eje de la corona y conectando a un tren de engranajes que van sujetos a una lira, y de esta forma se transmite el movimiento del cabezal al tornillo de la mesa.
40
Figura 3.13 Isomtrica del accesorio para fresar con fresa madre
41
CAPITULO 4) COSTOS PARA LA FABRICACIN E IMPLEMENTACIN DEL SISTEMA DISEADO. Para obtener parmetros de cules sern los costos de implementacin de los accesorios diseados para adaptar la fresadora universal al mtodo por generacin continua, se confeccionara una cotizacin con los valores aproximados equivalente a su manufactura. Esta cotizacin esta realizada por la empresa ORECAL LTDA. Ingeniera y maestranza ubicada en calle Lincoyn N 870, Concepcin. 4.1) COTIZACIN DE LOS ELEMENTOS MECNICOS DISEADOS. Los valores asignados a las piezas y a los conjuntos en general son segn la expectativa de manufactura de la empresa, este calculo de precios se confecciona en base a las horas de trabajo que se empleen en la pieza, el tipo de proceso mecnico que requiera y el precio del material en bruto que se necesite, por esta razn, los valores de las piezas pueden variar segn la empresa en que se cotice los componentes segn los parmetros de evaluacin que contengan las distintas empresas. Cabe sealar que la cotizacin de algunos elementos est en base a la fabricacin del conjunto parcial que componen los accesorios, no especificando los valores manufactura de las partes por separados.
42
Nombre de pieza o conjunto Valor aproximado (en pesos) Eje extensin del husillo mquina fresadora 40.000 Separador engranaje constante para extensin 4.000 husillo chaveta eje extensin del husillo 1.500 Tuerca de apriete engranaje constante 8.000 Flanje lira maquina fresadora 25.000 Lira posterior de la fresadora 60.000 Eje extensin del husillo mquina fresadora 40.000 Conjunto eje para ruedas de recambio 20.000 c/conjunto (7 conjuntos como mnimo para ruedas de 7 conjuntos = 140.000 recambio) Eje interior transmisor lira cardan 45.000 Tornillo apriete contra lira 20.000 Tuerca para tornillo de apriete contra lira 3.000 Buje con chavetero para acople de engranaje 10.000 Chaveta para buje con chavetero 1.000 Conjunto cardan 145.000 Unin divisor - cardan 45.000 Carcasa divisor + Tapa principal carcasa 100.000 Corona modulo 3, Z = 40 dientes 80.000 Eje sin fin modulo 3, una entrada 40.000 Eje para corona 80.000 2 tapas para eje corona 16.000 2 tapas para eje sin fin 10.000 2 rodamientos de rodillos cnicos 12.000 ( SKF serie 32013 X) 2 rodamientos de bolas con contacto angular 6.000 ( SKF serie 7204 BE) Flanje para plato de agarre eje corona 50.000 Lira cabezal divisor tornillo mesa 40.000 Flanje para acople lira cabezal divisor 10.000 Tornillo mesa
Valor aproximado total para la fabricacin de las partes diseadas = 1.031.500 pesos.
43
Otros costos a tener en consideracin a la hora de implementar este tipo de sistemas es la adquisicin del herramental para el tallado de engranajes cilndricos de dientes rectos. Como ya se a mencionado en este documento, la herramienta necesaria para llevar a cabo este proceso es una fresa madre que contenga las caractersticas del engranaje que se desee fabricar. Para la seleccin y adquisicin de una fresa madre se debe tener claro la caracterstica de magnitud de la rueda dentada que se desea fabricar, por lo tanto se debe optar por el sistema modular o diametral pith (paso diametral), para este fin se encuentran tablas normalizadas para los dos tipos de sistemas. Los costos de estas herramientas dependern de las dimensiones que contenga esta (el tipo modulo o diametral pith) y adems del tipo de material de la que este fabricado, siendo las ms comunes las fresas madre de aceros rpidos (HSS). Sin embargo, tales costos para un herramienta de este tipo se equiparan a una juego completo de fresas modulares para un determinado tamao. Sea el caso de una fresa madre diametral pith 12 de acero rpido (HSS), su valor comercial asciende a 100.000 pesos, por el contrario un jugo estndar con las mismas caractersticas que la fresa madre equivale a unos 84.900 pesos (precio de referencia). Por lo tanto, todo costo relacionado con las herramientas debe ser considerado adicionalmente a los costos de implementar a este tipo de sistema.
44
CAPITULO 5) EJEMPLO PRCTICO PARA LA FABRICACIN DE UN ENGRANAJE CILNDRICO DE DIENTES RECTOS. Para entender cmo utilizar la mquina fresadora universal con los accesorios para la sincronizacin de los movimientos del cabezal divisor y la mesa de avance, se confeccionara un ejemplo completo con clculos y sugerencias necesarias para poder fabricar un engranaje cilndrico de dientes rectos. Ejemplo: Fabricar un engranaje cilndrico de diente recto que contiene las siguientes caractersticas: TABLA 5.1 CONDICIONES DEL ENGRANAJE A FABRICAR. Mdulo Nmero de dientes Espesor de engranaje ngulo de presin m=2 Z = 30 30 mm. 20
TABLA 5.2 DIMENSIONAMIENTO DEL ENGRANJE: Dimetro primitivo Dimetro exterior Dimetro interior Addendum (cabeza de diente) Dedendum (pie de diente) Paso circular del diente Espesor de diente Profundidad de diente Dp = 60 mm. D ext. = 64 mm. D int. = 55 mm. a = m = 2 mm. b = 2.5 mm. p = 6.283 mm. e = 3.1416 mm. h = 4.5 mm.
45
TABLA 5.3 CARACTERSTICAS DE LA HERRAMIENTA. Tipo de herramienta Mdulo Nmero de entradas (hilos) Sentido de hlice ngulo de presin ngulo de hlice Fresa madre m=2 1 Derecha 20 8
5.1) CALCULO DE SINCRONIZACIN DEL CABEZAL DIVISOR Y EL RBOL PRINCIPAL DE LA FRESADORA. Para generar una divisin exacta y sincronizada equivalente al paso de la rueda dentada a fabricar se debe montar un tren de ruedas en la lira que va fija en la parte posterior de la mquina fresadora. El clculo del tren para conseguir un determinado nmero de dientes z, se realiza siguiendo la formula general:
Siendo: K: Engranaje equivalente a la constante del aparto divisor (engranaje constante de 40 dientes). A y C: Ruedas dentadas conductoras. B y D: Ruedas dentadas conducidas.
46
Como ya se a explicado anteriormente en este informe, para facilitar los clculos de este tren de engranajes, se cuenta con un juego de ruedas de recambio, que van desde ruedas con nmeros de diente Z=24 hasta Z=100.
Por lo tanto, para obtener un engranaje de 30 dientes, la expresin matemtica de relacin de transmisin ser simplemente:
Como se tiene la rueda de recambio con Z=30 dientes, el montaje de esta relacin se efecta con un tren simple, teniendo el engranaje constante de Z = 40 dientes montada en la extensin del rbol principal de la fresadora y colocando el engranaje de Z = 30 dientes en el eje unin del cardan, que transmitir el movimiento al aparato divisor. En este caso se debe extender el tren simple de engranajes, ya que es imposible engranar directamente las dos ruedas de 40 y 30 dientes, debido a las dimisiones del cuerpo de la mquina fresadora, por ende se aaden ruedas de recambio para extender a una longitud de trabajo normal el cardan y adems para proporcionar el sentido de giro correcto al cabezal divisor, este sentido de giro debe ser anti horario mirando de frente las mordazas del cabezal, esto a causa del sentido de hlice de la fresa madre (hlice derecha). Cabe sealar que si no se encuentra la rueda dentada de recambio para hacer un engranaje determinado, se debe expresar la formula general de la misma forma anterior, pero ahora se debe descomponer mediante amplificacin o simplificacin los valores segn sea el caso, para as obtener las ruedas de recambio que si se tengan en el juego y el montaje se har con un tren compuesto de engranajes.
47
5.2) CALCULO DE SINCRONIZACIN DEL CABEZAL DIVISOR Y EL TORNILLO DE AVANCE DE LA MESA LONGITUDINAL. El avance recomendado para este tipo mdulos de es 0.5 mm. por cada revolucin del cabezal divisor (ver tabla 2.1). El avance de la mesa corresponde al paso del tornillo de sta que equivale a 5 mm. Para poder calcular el tren de engranajes requerido para sincronizar el movimiento del cabezal divisor y el tornillo patrn de la mesa, se debe utilizar la misma expresin general, pero con sus respectivos trminos:
Por lo tanto la expresin matemtica quedara de la siguiente forma:
Se observa que para obtener un tren de ruedas con esta relacin de transmisin, se deben descomponer estos valores de tal manera de obtener ruedas dentadas disponibles en el juego de recambio. El primer paso a seguir es amplificar los dos trminos por 16 para as obtener nmeros enteros en los factores.
Los nuevos factores se descomponen de la siguiente manera:
Los factores A y B sern amplificados por 12.
48
Ahora los factores C y D sern amplificados por 6.
Para comprobar si el tren de engranajes es el correcto se calcula la relacin de transmisin de las ruedas obtenidas, que debe ser la misma calculada en el inicio.
Con esto se comprueba que el tren de engranajes calculado genera un avance por vuelta de 0.5 (mm/ rev.) de forma exacta y sincronizada con respecto a todos los dems movimientos de la mquina. 5.3) MONTAJE DE LAS RUEDAS CALCULADAS PARA EL TREN DE AVANCE. Para que del tren de engranajes realice el avance calculado de forma correcta y sin errores, no basta con solo calcular las ruedas adecuadas, sino que tambin deben ser montadas de la forma correcta, ya que de no ser as, genera otro tipo de avance provocando efectos no deseados en la terminacin de la pieza. Para realizar un buen montaje de estas ruedas dentadas se deben seguir las siguientes recomendaciones. La rueda dentada ms pequea calculada siempre debe ir montada en la extensin del cabezal divisor, esto para evitar una inclinacin en demasa de la lira que provoque un desengrane en las ruedas dentadas montadas. Las ruedas intermediarias deben ser colocadas en lnea entre dos ruedas calculadas, esto para no alterar la relacin de trasmisin que provoca el avance deseado. Cabe sealar que las funciones de las ruedas intermediarias montadas en el tren de engranajes, solo son para extender y alcanzar la transmisin,
adems al ingresar un rueda intermediaria en lnea, se debe ingresar otra
49
rueda inmediatamente, esto para corregir el sentido de giro que altera la primera rueda colada para esa funcin La forma de conexin de los engranajes esta dado de la siguiente forma
La rueda dentada A solo puede engranar con la rueda B o D, por lo que la rueda A ser engranda con la rueda D. Por consiguiente la rueda D solo puede tener un engranaje en su mismo eje, esta pueden ser las ruedas A o C, como la rueda A ya fue ocupada solo debe tener en su eje a la rueda C. Finalmente la rueda C solo puede engranar con las ruedas B o D, como la rueda D ay fue ocupada, la nica con la que puede engranar es con la rueda B. El esquema de transmisin est representada por la siguiente figura.
Figura 5.1 Transmisin del cabeza a la mesa de avance longitudinal.
50
Cabe destacar que al fabricar engranajes cilndricos de diente por el mtodo de generacin contina con fresa madre, la mesa debe ser inclina el ngulo de correspondiente al de la herramienta tornillo, para el caso particular, la mesa debe ser inclinada 8 para compensar dicho ngulo. CONCLUCIN Se logro disear un accesorio para una mquina fresadora del taller de mecnica el cual le dar la capacidad de fabricar engranajes cilndricos de dientes rectos por el mtodo de generacin continua, esto mediante una sincronizacin prefecta entre el husillo de la mquina, el cabezal divisor y el avance longitudinal de la mesa de trabajo, todo esto con el fin de que los alumnos de los curso de mquinasherramientas obtenga una nueva experiencia, viendo otro mtodo de fabricacin de engranajes. Se vieron distintos mtodos de fabricacin de los engranajes cilndricos de dientes rectos que pueden ser con arranque de viruta o sin arranque de viruta, tambin los perfiles de los diente de engranajes que son evolvente y cicloidal, y se concluyo que el perfil evolvente es el que se usa en la actualidad por su fcil forma de fabricar y pueden engranar a cualquier distancia entre centros, no as los cicloidales que tienen que ser fijados con precisin y a una distancia entre centros exacta. Se vio que el ngulo de incidencia de cada diente en la fresa madre debe ser de 90 para que se produzca un arranque de viruta ptimo. Tambin se vio que como los avances automticos de la mesa eran muy rpidos, para tomar la decisin del avance se debe tener el cuenta el material mecanizar y las dimensiones de la herramienta. Un punto importante fue la cotizacin se hizo y se estimo un costo totas de fabricacin de 1.031.500 pesos. Esta cotizacin esta realizada por la empresa ORECAL LTDA. Ingeniera y maestranza ubicada en calle Lincoyn N 870, Concepcin.
51
A travs de un ejemplo prctico que se puede utilizar como gua para la fabricacin de engranajes, se determino cmo sincronizar los movimientos del cabezal divisor y la mesa de avance. Con clculos y sugerencias necesarias para su debida utilizacin.
You might also like
- Diapositivas Diseño de Producto, Especificaciones Del ProductoDocument17 pagesDiapositivas Diseño de Producto, Especificaciones Del ProductoAlisonNo ratings yet
- Trabajo Final CNCDocument62 pagesTrabajo Final CNCArturo RamírezNo ratings yet
- 02 03 Elementos de Proteccion y MandoDocument20 pages02 03 Elementos de Proteccion y Mandoguillermo_f_4No ratings yet
- IDEACEDocument6 pagesIDEACEEdinson FernandezNo ratings yet
- Portafolio de EvidenciasDocument57 pagesPortafolio de EvidenciasVedran ZlatarNo ratings yet
- Soldadura Atmosfera ProtegidaDocument33 pagesSoldadura Atmosfera ProtegidaAvelino SantiagoNo ratings yet
- Modelo de Contrato TEMPORARIADocument2 pagesModelo de Contrato TEMPORARIAC Civil Santo Tomas100% (2)
- Empresa Familiar - Manos Habiles EcuadorDocument9 pagesEmpresa Familiar - Manos Habiles EcuadorItalo AlmeidaNo ratings yet
- Ann Alba Semestral Teoria de La AdministracionDocument20 pagesAnn Alba Semestral Teoria de La AdministracionAnn Christine AlbaNo ratings yet
- Proyecto de Tesis Sandra AdministracionDocument98 pagesProyecto de Tesis Sandra AdministracionAmerico Greko CruzNo ratings yet
- Escritorio PlegaforaDocument78 pagesEscritorio PlegaforaGiomar Merino MoralesNo ratings yet
- Manual de Prodimientos de Operaciones CNCDocument112 pagesManual de Prodimientos de Operaciones CNCXavier OrozcoNo ratings yet
- Plan de Seguridad e Higiene TargetDocument11 pagesPlan de Seguridad e Higiene TargetLeidy Laura Ojeda MartinezNo ratings yet
- Catalogo Tecnico UralitaDocument245 pagesCatalogo Tecnico Uralitajavierpelosdesevilla100% (1)
- Presentacion Empresa Servicios Saw-Mill Alineacion y Metrologia Spa PDFDocument27 pagesPresentacion Empresa Servicios Saw-Mill Alineacion y Metrologia Spa PDFSAW MILLNo ratings yet
- Temas de Examen 2 Parcial RRHHDocument86 pagesTemas de Examen 2 Parcial RRHHXavier Pin BaqueNo ratings yet
- SOLEMNES I (A) Fundamentos en Prevención de Riegos USSDocument3 pagesSOLEMNES I (A) Fundamentos en Prevención de Riegos USSMindy Olguin SilvaNo ratings yet
- Conclusión ProyectoDocument1 pageConclusión ProyectoAntonio HernandezNo ratings yet
- Tesis Implementación de EstrategiasDocument85 pagesTesis Implementación de Estrategiaspilaremic100% (3)
- Cadena de ValorDocument9 pagesCadena de ValorJorge Jefferson RamírezNo ratings yet
- Plan de AcciónDocument2 pagesPlan de AcciónedalredNo ratings yet
- Manual de Diseño Del Descriptor de Actividades de Capacitación (Versión 1.0e)Document44 pagesManual de Diseño Del Descriptor de Actividades de Capacitación (Versión 1.0e)MónicaFernaldtMáximoNo ratings yet
- Proyecto Tesis Con Las Intro Terminar Este!!!Document73 pagesProyecto Tesis Con Las Intro Terminar Este!!!Sebastián AhumadaNo ratings yet
- Reporte Residencias Pedro PerezDocument80 pagesReporte Residencias Pedro PerezPedro PerezNo ratings yet
- Sistemas de ComercializacionDocument3 pagesSistemas de ComercializacionCarla AtNo ratings yet
- Convocatoria de PersonalDocument14 pagesConvocatoria de PersonalYesenia Toralva DavilaNo ratings yet
- Causas de Fallas en CalderasDocument12 pagesCausas de Fallas en CalderasjaimesebastianNo ratings yet
- Exposicion Sobre Tipos de LubricantesDocument14 pagesExposicion Sobre Tipos de LubricantesCarlos AguilarNo ratings yet
- Curriculum EmpresarialDocument2 pagesCurriculum EmpresarialLalo SanchezNo ratings yet
- TP Cymat ARGENJAB PDFDocument88 pagesTP Cymat ARGENJAB PDFGonzalo Sebastian ReyesNo ratings yet
- Falla Por Fatiga PDFDocument72 pagesFalla Por Fatiga PDFLuis Amortegui100% (1)
- Operation Guide ES PDFDocument139 pagesOperation Guide ES PDFAdan Gonzalez RodriguezNo ratings yet
- Tesis Automatizacion de Transporte de VidrioDocument9 pagesTesis Automatizacion de Transporte de VidrioBetho SanchezNo ratings yet
- Jimenez Silva Erika Estephan I A 2017Document61 pagesJimenez Silva Erika Estephan I A 2017JesdalNo ratings yet
- FICHA TECNICA CARACTERISTICAS 16MnCr5 PDFDocument3 pagesFICHA TECNICA CARACTERISTICAS 16MnCr5 PDFMargaro85No ratings yet
- MicrosoftDocument6 pagesMicrosoftCarlos Andres Perez ChoezNo ratings yet
- Fábrica de BicicletasDocument147 pagesFábrica de Bicicletasandres774No ratings yet
- Teoria Maquinas CNCDocument21 pagesTeoria Maquinas CNCJorgePeñaQllaNo ratings yet
- Qué Es SenceDocument2 pagesQué Es SenceFabian Gonzalez ArayaNo ratings yet
- Manual para Prov-Shasa RopaDocument44 pagesManual para Prov-Shasa RopaPeluzita CorleoneNo ratings yet
- Curriculum Sivan NuevoDocument17 pagesCurriculum Sivan NuevoAndrés GaonaNo ratings yet
- Alta Rotacion de PersonalDocument37 pagesAlta Rotacion de PersonalCarlos Ivan Laines MenendezNo ratings yet
- Comportamientos Asociados A CompetenciasDocument8 pagesComportamientos Asociados A CompetenciasJimy Mejia MendozaNo ratings yet
- Comparativo Iso 9001 - MalcomDocument7 pagesComparativo Iso 9001 - MalcomPedro Raphael Silva MantillaNo ratings yet
- Torno ConvencionalDocument3 pagesTorno ConvencionalDaniela GonzalezNo ratings yet
- 02 Bases TecnicasDocument16 pages02 Bases TecnicasWaldo Adones OlidenNo ratings yet
- Trabajo de Investigaciona LgoritmoDocument57 pagesTrabajo de Investigaciona LgoritmoJuanes CornelioNo ratings yet
- FGDP 01 Juan FernandezDocument7 pagesFGDP 01 Juan FernandezjuanNo ratings yet
- Agua Vitale FINAL InformeDocument19 pagesAgua Vitale FINAL InformeLuceroChavezNo ratings yet
- TorneadoDocument158 pagesTorneadoCarlos Quintana100% (5)
- Bono de Reconocimiento - 2017Document40 pagesBono de Reconocimiento - 2017Alexi FigueroaNo ratings yet
- Escuela Superior Politécnica Del Litoral Facultad de Economía y NegociosDocument176 pagesEscuela Superior Politécnica Del Litoral Facultad de Economía y NegociosEsteban30No ratings yet
- Plano 12Document1 pagePlano 12Francisco José OlivaresNo ratings yet
- Entrevista y CVDocument21 pagesEntrevista y CVLuis AguileraNo ratings yet
- Residencia Skyworks Reporte Viviano AlmonteDocument50 pagesResidencia Skyworks Reporte Viviano AlmonteViviano AlmonteNo ratings yet
- Check List MaquinasDocument69 pagesCheck List MaquinasTito ChesareNo ratings yet
- Memoria de CalculoDocument93 pagesMemoria de CalculoJavier RuedaNo ratings yet
- Currículum FALSODocument2 pagesCurrículum FALSOLISETTE DENISE ROA100% (1)
- Practica LorenzoDocument25 pagesPractica LorenzoItzel RamírezNo ratings yet
- Escuela Superior Politécnica Del Litoral: Proyecto IntegradorDocument127 pagesEscuela Superior Politécnica Del Litoral: Proyecto IntegradorPilozo SolisNo ratings yet
- VoltamperometríaDocument5 pagesVoltamperometríaIsa UrbinaNo ratings yet
- Diseño Obras Maritimas Costeras ChileDocument472 pagesDiseño Obras Maritimas Costeras ChileAlberto100% (2)
- Evolución Histórica de La Historia Del ControlDocument6 pagesEvolución Histórica de La Historia Del ControlJavier ContrerasNo ratings yet
- Principios Básicos de CampimetríaDocument5 pagesPrincipios Básicos de Campimetríaviticodoc100% (5)
- Extraccion Del Adn Empleando Compuestos DetersivosDocument7 pagesExtraccion Del Adn Empleando Compuestos DetersivosJAVIERNo ratings yet
- Estudio MeteorológicoDocument35 pagesEstudio MeteorológicolordwhiteNo ratings yet
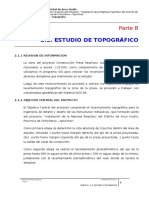
- Estudio TopográficoDocument7 pagesEstudio TopográficoHector ChumioqueNo ratings yet
- Tarea de Ciencia e Ingeniería de Los MaterialesDocument3 pagesTarea de Ciencia e Ingeniería de Los MaterialesFrancisco Alejandro Ramírez Díaz0% (1)
- Trabajo PrácticoDocument10 pagesTrabajo PrácticoJaviera Scarlett Ibáñez GutiérrezNo ratings yet
- Contrato Didactico Ciencias Naturales Cuarto Periodo 2015Document3 pagesContrato Didactico Ciencias Naturales Cuarto Periodo 2015Saida Torres FialloNo ratings yet
- Manual de Casing y TubingDocument48 pagesManual de Casing y TubingLorena Martin100% (4)
- CINETICA ENZIMATICA 2013 EnzimologiaDocument38 pagesCINETICA ENZIMATICA 2013 EnzimologiaJosé Luis Yareta YaretaNo ratings yet
- ACD ChemsketchDocument124 pagesACD ChemsketchOsmar Tessore0% (1)
- S03.s1 - MPI - 1 FUNCIONES TRIGONOMETRICASDocument5 pagesS03.s1 - MPI - 1 FUNCIONES TRIGONOMETRICASAna Yanes CNo ratings yet
- Memoria de Calculo Estructuras Muro INSTITUTO NACIONAL DE SALUDDocument16 pagesMemoria de Calculo Estructuras Muro INSTITUTO NACIONAL DE SALUDRicardo ENo ratings yet
- Cálculo Concentraciones - Tanto Por Ciento Masa y Volumen PDFDocument10 pagesCálculo Concentraciones - Tanto Por Ciento Masa y Volumen PDFChuchis Gomez FigueroaNo ratings yet
- Evaluar Sistemas de Gas Licuado Del Petróleo Según Procedimientos Técnicos y NormativaDocument3 pagesEvaluar Sistemas de Gas Licuado Del Petróleo Según Procedimientos Técnicos y NormativaDaniela M Gutiérrez SierraNo ratings yet
- Determinacion de CarbohidratosDocument31 pagesDeterminacion de CarbohidratosPaola Vera Chavez0% (1)
- Funcion Lineal y AfinDocument11 pagesFuncion Lineal y AfinIvanDelgadoMondragon67% (3)
- Instrumentación para La Medición de Salinidad, Temperatura y Corrientes en OcéanosDocument9 pagesInstrumentación para La Medición de Salinidad, Temperatura y Corrientes en OcéanosmasanchezcruzNo ratings yet
- Igris V3 PDFDocument25 pagesIgris V3 PDFLeonardo A. Alvarez J.No ratings yet
- Concreto Bajo El AguaDocument16 pagesConcreto Bajo El AguaJudver Rojas Pre100% (2)
- El Significado de La Teoría General de Los SistemasDocument39 pagesEl Significado de La Teoría General de Los Sistemaslucas107No ratings yet
- DPS 101 EatonDocument41 pagesDPS 101 Eatonwasauro1100% (1)
- Probabilidad y Estadística II (Diagrama de Arbol)Document12 pagesProbabilidad y Estadística II (Diagrama de Arbol)Deyci Fabiola Villarreal AlvaradoNo ratings yet
- Geometria EvalDocument4 pagesGeometria EvalLilian Milenka Cortes OlivaresNo ratings yet
- Tesis MTP Alexis Ramirez Jaime PDFDocument114 pagesTesis MTP Alexis Ramirez Jaime PDFT Chura MonicaNo ratings yet
- Leyes VolumetricasDocument2 pagesLeyes VolumetricasluisNo ratings yet
- ErgEstTra10CroInd 2019 3 PDFDocument15 pagesErgEstTra10CroInd 2019 3 PDFAnonymous BLlXs5100% (1)