You might also like
- Emerging Technologies and Biological Systems for Biogas UpgradingFrom EverandEmerging Technologies and Biological Systems for Biogas UpgradingNabin AryalRating: 5 out of 5 stars5/5 (1)
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationFrom EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationNo ratings yet
- Biogas Upgrading TechnologiesDocument20 pagesBiogas Upgrading Technologiespippo2378793100% (2)
- Direct Methane to Methanol: Foundations and Prospects of the ProcessFrom EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessNo ratings yet
- Bioenergy Research: Advances and ApplicationsFrom EverandBioenergy Research: Advances and ApplicationsVijai G. GuptaRating: 5 out of 5 stars5/5 (2)
- Bio Methane and Bio HydrogenDocument167 pagesBio Methane and Bio Hydrogentonyagev100% (1)
- Biomethane by GreenlaneDocument3 pagesBiomethane by GreenlaneAshwani KumarNo ratings yet
- Biogas To BioCNG-Solutions For Waste-To-Green-Fuel Projects An Experience Sharing-Ashish NawadeDocument26 pagesBiogas To BioCNG-Solutions For Waste-To-Green-Fuel Projects An Experience Sharing-Ashish NawadeFurqan AliNo ratings yet
- Fast Pyrolysis of Biomass A Handbook Volume 2 PDFDocument2 pagesFast Pyrolysis of Biomass A Handbook Volume 2 PDFMatthew0% (1)
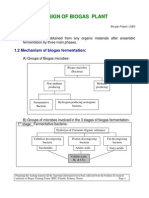
- Publications - Design Biogas PlantDocument12 pagesPublications - Design Biogas Planttssa100% (15)
- Report-Biogas and Syngas UpgradingDocument97 pagesReport-Biogas and Syngas UpgradingKhong Yu NengNo ratings yet
- Biogas Power PlantDocument130 pagesBiogas Power PlantRahul Tomar100% (3)
- Anaerobic Digesters: Frequently Asked Questions: What Is The Anaerobic Digestion Process?Document4 pagesAnaerobic Digesters: Frequently Asked Questions: What Is The Anaerobic Digestion Process?Kate MayerNo ratings yet
- Upgrading Biogas To Biomethane PDFDocument5 pagesUpgrading Biogas To Biomethane PDFsubham patelNo ratings yet
- Biogas Scrubber PDFDocument8 pagesBiogas Scrubber PDFjustmaul100% (1)
- Biofuel Technology Handbook20151108 15643 1kshkyv With Cover Page v2Document150 pagesBiofuel Technology Handbook20151108 15643 1kshkyv With Cover Page v2Friska E Lumban BatuNo ratings yet
- Biogas Generation A Study: By: Madhav Mohan Bsc. Physics (Hons.) Ii Year Roll Number: 1815052Document17 pagesBiogas Generation A Study: By: Madhav Mohan Bsc. Physics (Hons.) Ii Year Roll Number: 1815052Madhav Mohan100% (1)
- Extraction of Methane From Biogas - FinalDocument23 pagesExtraction of Methane From Biogas - FinaldhanushNo ratings yet
- Biofuel Technology Handbook Version2 D5Document152 pagesBiofuel Technology Handbook Version2 D5hailemebrahtuNo ratings yet
- Biogas PlantDocument8 pagesBiogas PlantAman BansalNo ratings yet
- Anaerobic Digester DesignDocument85 pagesAnaerobic Digester Designprannoy100% (1)
- Biogas UpgradingDocument67 pagesBiogas Upgradingscm996100% (1)
- ANAEROBIC DIGESTION, Gasification, Pyrolysis of WasteDocument22 pagesANAEROBIC DIGESTION, Gasification, Pyrolysis of WasteJoao Minho100% (1)
- Flash Pyrolysis BTG-12-031 Shanmugapriya.gDocument19 pagesFlash Pyrolysis BTG-12-031 Shanmugapriya.gerkiruthiraj100% (1)
- Anaerobic Digesters and Biogas SafetyDocument4 pagesAnaerobic Digesters and Biogas SafetyadhavanrkNo ratings yet
- Biomass Technology ReviewDocument44 pagesBiomass Technology Reviewdavid.spiderweb396191% (11)
- Biogas HandbookDocument124 pagesBiogas HandbookDaniel Gonzalo Herrera Peña100% (6)
- Plasma GasificationDocument6 pagesPlasma GasificationIntan Permata LaksmiNo ratings yet
- Fast Pyrolysis Development - Venderbosch Et Al. 2010Document31 pagesFast Pyrolysis Development - Venderbosch Et Al. 2010Reginaldojoaquim100% (1)
- Comparing Different Biogas Upgrading TechniquesDocument56 pagesComparing Different Biogas Upgrading Techniquesengrabdulhanan100% (5)
- Biogas PlantDocument42 pagesBiogas PlantPradeepLokhande100% (1)
- Anaerobic Processes Definition of Anaerobic: ExampleDocument28 pagesAnaerobic Processes Definition of Anaerobic: ExampleFarid HanafiNo ratings yet
- Calculations Biogas ProductionDocument4 pagesCalculations Biogas ProductionTony Deligiorgis100% (5)
- Biodiesel Production From Vegetable OilDocument13 pagesBiodiesel Production From Vegetable Oilvenky43767% (3)
- Danish Centralised Biogas PlantsDocument28 pagesDanish Centralised Biogas PlantsXazolNo ratings yet
- The Effects of Catalysts in Biodiesel ProductionDocument41 pagesThe Effects of Catalysts in Biodiesel ProductionAnonymous VpLeMjINo ratings yet
- Kinetics of MethanationDocument12 pagesKinetics of MethanationGabriela Campos DávilaNo ratings yet
- Biomass GasificationDocument23 pagesBiomass GasificationmysingaporeNo ratings yet
- Final Corrected ThesisDocument180 pagesFinal Corrected ThesisMoj TrogirNo ratings yet
- Biogas Calculation Guide v3.0 - )Document98 pagesBiogas Calculation Guide v3.0 - )swordprakashNo ratings yet
- Mass Balance For Biomass and Biogas Production From Organic WasteDocument14 pagesMass Balance For Biomass and Biogas Production From Organic WastedavidchemwenoNo ratings yet
- Biogas NotesDocument28 pagesBiogas NotesPaul HarrisNo ratings yet
- Basic Design of A Fluidized Bed Gasifier For Rice Husk PDFDocument8 pagesBasic Design of A Fluidized Bed Gasifier For Rice Husk PDFAnna Yunita SitompulNo ratings yet
- Cansolve TechnologiesDocument10 pagesCansolve TechnologiesBongibethu Msekeli HlabanoNo ratings yet
- Co2 Capture TechnologiesDocument11 pagesCo2 Capture TechnologiesOanaNo ratings yet
- Pollution Prevention through Process Integration: Systematic Design ToolsFrom EverandPollution Prevention through Process Integration: Systematic Design ToolsNo ratings yet
- Analytical Methods for Biomass Characterization and ConversionFrom EverandAnalytical Methods for Biomass Characterization and ConversionNo ratings yet
- Bioethanol Production from Food Crops: Sustainable Sources, Interventions, and ChallengesFrom EverandBioethanol Production from Food Crops: Sustainable Sources, Interventions, and ChallengesNo ratings yet
- Advanced Distillation Technologies: Design, Control and ApplicationsFrom EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNo ratings yet
- Data Processing and Reconciliation for Chemical Process OperationsFrom EverandData Processing and Reconciliation for Chemical Process OperationsNo ratings yet
- The Optimal Design of Chemical Reactors: A Study in Dynamic ProgrammingFrom EverandThe Optimal Design of Chemical Reactors: A Study in Dynamic ProgrammingNo ratings yet
- Hydrogen, Biomass and Bioenergy: Integration Pathways for Renewable Energy ApplicationsFrom EverandHydrogen, Biomass and Bioenergy: Integration Pathways for Renewable Energy ApplicationsBruno G. PolletNo ratings yet
- Gasification of Waste Materials: Technologies for Generating Energy, Gas, and Chemicals from Municipal Solid Waste, Biomass, Nonrecycled Plastics, Sludges, and Wet Solid WastesFrom EverandGasification of Waste Materials: Technologies for Generating Energy, Gas, and Chemicals from Municipal Solid Waste, Biomass, Nonrecycled Plastics, Sludges, and Wet Solid WastesNo ratings yet
- The Biodiesel HandbookFrom EverandThe Biodiesel HandbookGerhard KnotheRating: 5 out of 5 stars5/5 (2)
- Behavior DS MM247LC (Bae2001)Document6 pagesBehavior DS MM247LC (Bae2001)Alex CostaNo ratings yet
- 1.7 Evaporative Air Cooling EquipmentDocument8 pages1.7 Evaporative Air Cooling EquipmentRio BananNo ratings yet
- Atv-Reg ElwerkDocument41 pagesAtv-Reg ElwerkNoureddine MerahNo ratings yet
- ChapterEight1 - 20 of SpectrocopicDocument20 pagesChapterEight1 - 20 of SpectrocopicHung Le VanNo ratings yet
- Digital PH Sensor Orbisint CPS11D: Memosens Glass Electrode For Standard ApplicationsDocument3 pagesDigital PH Sensor Orbisint CPS11D: Memosens Glass Electrode For Standard ApplicationsAchmad KNo ratings yet
- Apiezon AP100 Grease MSDSDocument5 pagesApiezon AP100 Grease MSDSData Sheet SolutionsNo ratings yet
- Wear Plate SpecsDocument4 pagesWear Plate SpecsJuan Carlos EspinozaNo ratings yet
- OSHAD-SF - TG - Occupational Air Quality Management v3.0 EnglishDocument12 pagesOSHAD-SF - TG - Occupational Air Quality Management v3.0 EnglishNiel Brian VillarazoNo ratings yet
- Fundamentals of Anatomy and Physiology 4th Edition Rizzo Test BankDocument14 pagesFundamentals of Anatomy and Physiology 4th Edition Rizzo Test BankGeorgeCobbjgbcs100% (16)
- Sop of UV HPLCDocument5 pagesSop of UV HPLCSachin S RaneNo ratings yet
- GF-304CR Dossier.Document35 pagesGF-304CR Dossier.suria qaqcNo ratings yet
- BNR Process BendigoDocument6 pagesBNR Process Bendigobansa79No ratings yet
- Nutritional GSO PDFDocument14 pagesNutritional GSO PDFjacky786No ratings yet
- TDS - Opulyn 301 - Ingles - H&LDocument3 pagesTDS - Opulyn 301 - Ingles - H&LRicardo BohorquezNo ratings yet
- LIB (Lithium Ion Battery)Document27 pagesLIB (Lithium Ion Battery)Ericke Nandita MaharaniNo ratings yet
- Polyaluminium Chloride: Product SpecificationsDocument2 pagesPolyaluminium Chloride: Product SpecificationsMonica Choi SeungjunhyungNo ratings yet
- The Morse PotentialDocument1 pageThe Morse PotentialPooja SharmaNo ratings yet
- Chem 1Document1 pageChem 1himanshupandit485No ratings yet
- Safety Analysis For The Production of MethanolDocument14 pagesSafety Analysis For The Production of MethanolTauseef Aamere RoseNo ratings yet
- Aquaculture: Wu-Jie Xu, Lu-Qing PanDocument8 pagesAquaculture: Wu-Jie Xu, Lu-Qing PanmarioNo ratings yet
- Electrolysis ProcessesDocument180 pagesElectrolysis ProcessesEngineering Office Shahrak100% (1)
- STI - SP001-00 - Standard For Inspection of In-Service Shop Fabricated Aboveground Tanks For Storage of Combustible and Flammable LiquidsDocument20 pagesSTI - SP001-00 - Standard For Inspection of In-Service Shop Fabricated Aboveground Tanks For Storage of Combustible and Flammable LiquidsJoe BetkerNo ratings yet
- REFRIGERANTSDocument72 pagesREFRIGERANTSSka dooshNo ratings yet
- Refrigerant Selection CriteriaDocument7 pagesRefrigerant Selection CriteriazetseatNo ratings yet
- Epoxy 2kDocument3 pagesEpoxy 2kMitra YuningsihNo ratings yet
- Measurement of Oxidation-Reduction Potential (ORP) of Soil: Standard Test Method ForDocument5 pagesMeasurement of Oxidation-Reduction Potential (ORP) of Soil: Standard Test Method ForHadi HowaidaNo ratings yet
- Light Dependent ResistorDocument4 pagesLight Dependent ResistorantonerajNo ratings yet
- AL27 - Effects of Electrolyte Impurities On The Current Efficiency During Aluminium ElectrolysisDocument7 pagesAL27 - Effects of Electrolyte Impurities On The Current Efficiency During Aluminium ElectrolysisKhai NguyenNo ratings yet
- 10 - Thermal Processing of FishDocument5 pages10 - Thermal Processing of FishRahul SainiNo ratings yet
- Omnirad 819 - EN PDS 2Document3 pagesOmnirad 819 - EN PDS 2brausenpaulNo ratings yet