Professional Documents
Culture Documents
Trabalho Pim Completo
Uploaded by
alexmelkoCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Trabalho Pim Completo
Uploaded by
alexmelkoCopyright:
Available Formats
0
UNIVERSIDADE PAULISTA
ALEXANDRE N MELKONIAN LUCAS PEREIRA DE OLIVEIRA VINICIUS SANTANA G. FERREIRA MAYCON DIEGO FUCHI LANZO JORGE PAULO R. DA SILVA
USO DO CLP NO PROCESSO INDUSTRIAL
SO PAULO 2011
ALEXANDRE N MELKONIAN LUCAS PEREIRA DE OLIVEIRA VINICIUS SANTANA G. FERREIRA MAYCON DIEGO FUCHI LANZO JORGE PAULO R. DA SILVA
USO DO CLP NO PROCESSO PRODUTIVO
Projeto Integrado Multidisciplinar apresentado Universidade Paulista - UNIP como requisito parcial para concluso do primeiro semestre do curso de tecnologia em Automao Industrial
SO PAULO 2011
ALEXANDRE N MELKONIAN LUCAS PEREIRA DE OLIVEIRA VINICIUS SANTANA G FERREIRA MAYCON DIEGO FUCHI LANZO JORGE PAULO R DA SILVA
USO DO CLP NO PROCESSO PRODUTIVO
Aprovado em __________________________ Prof. Alberto Palazzo,Esp Universidade Paulista
RESUMO Este trabalho tem por finalidade familiarizar os estudantes do grupo com o mundo da automao. Dentre as vrias formas de controlar processos industriais, a que mais vem evoluindo ao longo do tempo, o sistema de controles lgicos programveis, a tal ponto de ser imprescindvel sua utilizao na indstria, para prpria sobrevivncia frente concorrncia. Atualmente, mquinas e equipamentos para indstria de transformao so fabricados em funo do CLP e novas matrias-primas, tornando o mercado de programao e parametrizao dos aparelhos escassoS de mo de obra especializada. Por meio de visita tcnica e pesquisa de literaturas, o grupo demonstrou a importncia da evoluo de maquinrios, matria-prima e CLP dentro do processo industrial Neste trabalho ser abordada a aplicao de um CLP em uma mquina injetora de termoplsticos. Palavras chave- Mquina injetora, PVC, CLP ABSTRACT
This study aims to familiarize students in the group with the world of automation. Among the various ways to control industrial processes, has evolved the most over time, is the programmable logic control system, to the point of being essential to its use in industry for survival against the competition. Currently, machinery and equipment manufacturing industry are manufactured according to the PLC and new raw materials, making the market for programming and configuration of the apparatus of scarce skilled labor. Through visits and technical research literature, the group demonstrated the importance of the evolution of machinery, raw materials and industrial process within the PLC. This paper will look at the application of a PLC in a thermoplastic injection molding machine. Keywords-injection machine, PVC, PLC
SUMRIO
Contedo
1.INTRODUO ....................................................................................................................................... 5 1.1 A empresa ......................................................................................................................................... 6 2.1 Mquina injetora ............................................................................................................................... 7 2.2 Molde ................................................................................................................................................ 8 2.3 Processo de injeo ......................................................................................................................... 11 2.3.1 VARIVEIS DURANTE O PROCESSO DE INJEO .......................................................................... 12 2.4 POLICLORETO DE VINILA ................................................................................................................. 13 2.5 CLP (Controlador Lgico Programvel) ........................................................................................... 22 3. Concluso .......................................................................................................................................... 39 Fontes: ................................................................................................................................................... 40
1. INTRODUO
Com o crescimento da indstria do plstico, o desenvolvimento de novas matrias-primas e a necessidade de injeo de peas complexas, houve a necessidade de evoluo das mquinas de injeo de plsticos, estudos mais profundos sobre a aplicao de cada matria-prima e o desenvolvimento de perifricos para automao do processo, a fim de torn-lo cada vez mais rpido e eficiente. Em um mercado cada vez mais competitivo, a indstria busca qualidade nos produtos fabricados e aumento da produtividade para torn-la mais eficiente e competitiva dentro deste. A evoluo tecnolgica no tem a funo de substituir o elemento humano dentro do processo fabril, mas sim, um meio de garantir uma alta produtividade, com elevada eficincia e padro de qualidade, permitindo com isso uma reduo no custo final do produto, bem como sua disponibilidade em tempos relativamente menores e quantidades maiores. Neste trabalho, demonstraremos as vrias etapas do processo, suas variveis e como o CLP influncia no aprimoramento do processo.
1.1 A empresa
Melko Plast Ltda, empresa familiar de pequeno porte, fundada em julho/1985, atua no ramo de recuperao e transformao de plsticos, pelos processos de injeo e extruso. Na extruso, recicladora e fabricante de bobinas plsticas em material reciclado para uso em indstrias de tecelagem, embalagens (sacos plsticos) para usos diversos, tais como peas usinadas, peas injetadas, estampadas e outros seguimentos, sacos para lixo preto para uso domstico e industrial, sacos para lixo coloridos, usados na coleta seletiva de lixo em vrias indstrias. Na injeo, fabricante de utilidade domsticas, tendo atualmente como principal produto o Maxirodo, produto que foi foco da apresentao do processo aos alunos que participaram da visita. A Melko Plast Ltda est sediada a Rua Saguair, 961, no bairro da Casa Verde em So Paulo/SP, em prdio prprio, e conta com 07 colaboradores diretos
2.1 Mquina injetora
Injetoras so em regras gerais, mquinas universais, e so equipamentos utilizados para fabricao descontnua de produtos em termoplsticos, termofixos, elastmeros, alumnio, e zamak, preferencialmente a partir de fundidos
micromoleculares. As mquinas injetoras esto especificadas pelo peso mximo de material que pode ser moldado a cada ciclo de injeo. Este peso determinado em gramas de poliestireno, que utilizado como material padro com o qual feita a margem de capacidade de plastificao, porm o valor adequado depender do material a ser moldado.
Fig. 1 Mquina Injetora de termoplsticos Universal. Fonte: HTTP://www.romi.com.br, acesso em 21/11/2011
Para caracterizar uma injetora, devemos observar: 1) Capacidade de injeo: define a quantidade mxima de material a ser injetado. 2) Capacidade de plastificao: a quantidade mxima de material que a injetora pode homogeneizar. 3) Presso de injeo: presso necessria para preencher o molde 4) Presso de recalque: presso exercida sobre o molde, aps a injeo 5) Fora de fechamento: presso exercida sobre o molde, aps o fechamento e durante a injeo 6) Velocidade de injeo: velocidade com que a massa enviada para dentro do molde durante o preenchimento
Componentes de uma mquina injetora A injetora composta de um sistema capaz de homogeneizar e injetar o polmero fundido para dentro de um molde que da forma ao produto, sendo as principais partes: Base Conjunto injetor Conjunto de fechamento Conjunto eltrico e hidrulico
2.2 Molde
O molde de injeo uma ferramenta construda com o objetivo de moldar peas de plstico ou alumnio. Tambm conhecida como matriz de injeo. construda de aos especiais ou no, dependendo das necessidades, e possui as seguintes partes: cavidade, bucha de injeo, anel de centragem, extratores, chapa porta extratores, chapa da cavidade, olhal, molas, etc. Existem moldes de diversos tamanhos e formatos, conforme a utilidade. O molde, normalmente composto por diversos tipos de aos, colocado na mquina injetora para injetar o plstico dentro do molde, e as peas plsticas obtidas da injeo ou vo diretamente para o consumidor final, por exemplo copos plsticos, tuperwares ou caixas de arrumao, ou so usadas para outro tipo de indstria que conjuga vrias peas para obter um produto final. Um exemplo disso a indstria automobilstica que recorre cada vez mais a materiais plsticos para fazer os veculos.
H muitos tipos de molde de injeo, muitos deles caros e complexos. a principal parte do processo de injeo, sua construo onerosa , demorada e considera, principalmente, o formato da pea, sua aplicao, e material. O molde tem por obrigao conduzir o material, da maneira mais aerodinamica para a cavidade, e resfriar a pea, sem nenhum defeito. O resfriamento do molde exige controle, que conseguido com canais geometricamente dispostos ao redor da cavidade. Os dutos de refrigerao devem estar eqidistantes da cavidade para conseguir uma temperatura uniforme na cavidade. A gua refrigerada por uma unidade de refrigerao agregada ao processo de moldagem por injeo, controlando com rigor a temperatura do fluido refrigerante, que mantm todo o corpo do molde com temperatura uniforme, o que imprecindvel para o bom desempenho do processo. O molde constituido de no mnimo duas partes, uma instalada na placa fixa da injetora, e a outra na placa mvel. Possui pinos de encaixe que direcionam a parte mvel a se juntar fixa, num ajuste perfeito. O alinhamento das duas partes fundamental, evitando-se assim, qualquer vazamento do plstico quando o mesmo injetado sob presso na cavidade. O bico injetor convexo se junta a entrada cncava e fria do canal primrio, para impedir vazamento e resfriar o plstico, facilitando a quebra do rabicho. Rabicho a parte que fica ligada pea, entre o bico de alimentao e o canal de injeo, sua separao feita manualmente pelo operador da mquina, e posteriormente moida para ser reciclada. Quando o molde possui trs partes, a terceira parte posicionada entre as duas principais, e denominada flutuante. A cavidade neste caso fica entre a central e a fixa. O rabicho fica entre elas, permitindo a separao automtica da pea moldada e o rabicho.
10
Outros tipos de molde so tambm projetados, sempre com a finalidade de agilizar a operao, reduzir custos e melhorar a qualidade da pea moldada. Podese mencionar os seguintes tipos: - Molde com partes mveis ou de mandbula, para injetar peas com reentrancias; - Molde com vlvulas, para vedar vazamento de rezina; - Molde com insero metlica, que permite a insero de um objeto metlico na pea moldada. Um bom desenho de molde um pr-requisito para a produo de artigos moldados de boa qualidade, e nenhum artifcio de controle de mquina, por mais original que seja, capaz de melhorar os produtos obtidos com um molde mal desenhado. Dentre outras variveis que influenciam o desempenho do molde, pode-se citar: 1- Nmero de cavidades do molde 2- Peso do material em cada injeo 3-Ciclo de moldagem 4-Fora de fechamento do molde 5-Abertura do molde 6-Alimentao 7-Resfriamento 8-Aquecimento 9-Contrao do plstico
11
2.3 Processo de injeo
Processo de moldagem por injeo consiste basicamente no aquecimento da matria-prima, o plstico, passando do estado slido, normalmente encontrado em p, granulado de formas geomtricas diversas (PP, PC, entre outros) ou flocos (flakes) como nos materiais reciclados, para o estado pastoso ou plastificado. Tal alterao se d por conseqncia do aquecimento do cilindro da unidade de injeo, calor este transmitido por resistncias eltricas e por atrito da matria-prima durante o processo de dosagem. (BLASS, 1988, p.153). Segundo Blass (1988) injeo no um processo contnuo, e sim intermitente, seguindo um perodo chamado de ciclo de injeo que pode conter eventos que se intercalam ou eventos que s ocorrem aps o trmino do anterior. O polmero alimentado na injetora atravs de um funil de alimentao, A rosca, em temperatura de trabalho, carrega o polmero do funil para a parte frontal desta, girando e atuando como rosca sem fim, enquanto a rosca gira, ele se locomove para trs, criando espao sua frente para acomodar o polmero que ela homogeneizou e fundiu. A rosca deposita quantidade necessria de polmero para injeo, em sua parte dianteira. Quando a quantidade necessria de material homogeneizada, pode ocorrer um tempo de espera at que o molde esteja vazio e fechado para receber a injeo da prxima quantidade de massa fundida. Encerrado o processo de carregamento, a rosca passa a atuar como se fosse um pisto, empurrando a massa em alta presso para o interior de um molde relativamente frio, onde endurece e toma a forma final. O produto moldado ento expelido do molde por meio de pinos ejetores, ar comprimido, prato de arranque ou outro equipamento auxiliar. O processo de injeo processo cclico, para cada seqncia mostrado na figura abaixo, temos um parmetro para regular e interagir.
12
Fonte-Processamentodoplastico.blogspot.com
2.3.1 VARIVEIS DURANTE O PROCESSO DE INJEO
A) Tempo de ciclo: tempo necessrio para completar todas as fases de um ciclo de moldagem completa em uma injetora. Influenciada diretamente pela viscosidade do material,deve ser o mnimo do ponto de vista econmico, porm deve ser dentro dos limites da boa qualidade. B) Velocidade de injeo: velocidade de avano da rosca no momento em que o material injetado C) Tempo de injeo: tempo estabelecido para realizar a operao de injeo da pea injetada D) Tempo estabelecido para que a rosca continue fazendo presso sobre o produto injetado E) Tempo de resfriamento: tempo que o produto permanece dentro do molde para memorizar o formato. Ao iniciar o tempo de resfriamento, inicia-se a dosagem da prxima fase de injeo F) Temperatura do molde: Controlado atravs da temperatura da gua que circula dentro do molde. Deve ser constante e abaixo do ponto de amolecimento do material. G) Temperatura de fludos: controlado atravs da gua circulante dentro de serpentinas imersos no tanque de leo da mquina
13
H) Temperatura da rosca: estabelecida pelo preparador e controlada pelo painel de comando. A temperatura responsvel pela plastificao correta ou no de material, e a temperatura do material depende no s da temperatura da rosca, como tambm da velocidade com que o material passa pela mesma. Um aquecimento uniforme do material depende, em suma, de um correto controle da temperatura do canho I) Dosagem: quantidade de material utilizado para preenchimento das cavidades do molde J) Presso de injeo: presso com que o material injetado no molde. Varia de maneira ampla conforme o tipo de molde ou de mquina. Em geral deve-se procurar o uso do mnimo de presso, para obteno de artigos moldados, livres de defeitos internos e superficiais. Excesso de presso provoca em geral, escape de material pelas juntas. K) Presso de recalque: Presso que a rosca exerce sobre o molde aps a injeo Produtos sem defeito e propriedades otimizadas sero obtidos: a) Utilizando mquinas injetoras com suficiente capacidade plstica b) Utilizando moldes bem projetados e bem acabados c) Controlando a uniformidade e constncia da temperatura e da presso de injeo d) Enchendo rapidamente de forma racional, as cavidades do molde e) resfriando a massa plstica das cavidades com eficincia
2.4 POLICLORETO DE VINILA
A FABRICAO DO PVC : O PVC o material ideal para as mais diversas aplicaes. o nico material plstico que no 100% derivado do petrleo, contendo, em peso, 57% de cloro (originado do cloreto de sdio sal de cozinha) e 43% de eteno (derivado do petrleo).
14
A partir do sal marinho, pelo processo de eletrlise, obtm-se o cloro, soda custica e hidrognio. A eletrlise a reao qumica resultante da passagem de uma corrente eltrica por gua salgada (salmoura). Assim se d a obteno do cloro, que representa 57% da resina de PVC produzida. O petrleo, que representa apenas 43% desta resina, passa por um caminho um pouco mais longo. O primeiro passo uma destilao do leo cru, obtendo-se a a nafta leve. Esta passa, ento, pelo processo decraqueamento cataltico (quebra de molculas grandes em molculas menores com a ao de catalisadores para acelerao do processo), gerando-se o eteno. Tanto o cloro como o eteno esto na fase gasosa e eles reagem produzindo o DCE (dicloro etano). A partir da, obtm-se o MCV (mono cloreto de vinila, unidade bsica do polmero). As molculas de MVC so submetidas ao processo de polimerao, ou seja, elas vo se ligando formando uma molcula muito maior, conhecida como PVC (policloreto de vinila), que um p muito fino, de cor branca, e totalmente inerte. O PVC pode ser rgido ou flexvel, opaco ou transparente, brilhante ou fosco, colorido ou no. Estas caractersticas so obtidas com a utilizao de plastificantes, estabilizantes, pigmentos, entre outros aditivos, usados na formulao do PVC. Abaixo o fluxograma de fabricao do PVC e sua frmula qumica:
15
Caractersticas do PVC: - Leve (1,4 g/cm3), o que facilita seu manuseio e aplicao; - Resistente ao de fungos, bactrias, insetos e roedores; - Resistente maioria dos reagentes qumicos; - Bom isolante trmico, eltrico e acstico; - Slido e resistente a choques; - Impermevel a gases e lquidos; - Resistente s intempries (sol, chuva, vento e maresia); - Durvel: sua vida til em construes superior a 50 anos; - No propaga chamas: auto extinguvel; - Verstil e ambientalmente correto; - Reciclvel e reciclado; - Fabricado com baixo consumo de energia.
TECNOLOGIA DE UTILIZAO : O processo de obteno das resinas de PVC o responsvel por suas caractersticas nicas de processo. Enquanto que a maioria dos polmeros so obtidos por processos diversos de polimerizao e fornecidos ao mercado consumidor na forma de grnulos regulares prontos para o processamento (geralmente aditivadas em alguma etapa de seu processo de produo), as resinas de PVC so comercializadas usualmente na forma de um p branco e fino, ao qual devero ser adicionados aditivos que tornam o PVC processvel, alm de conferirlhe caractersticas especficas. A tecnologia da utilizao do PVC reside em sua morfologia e aditivos incorporados (Portingell 1982, Titow 1984 e Witenhafer 1986), uma vez que algumas
16
das propriedades deste polmero so atribudas sua estrutura nica. A versatilidade de aplicaes, por sua vez, funo direta da infinita gama de combinaes de aditivos possveis de serem incorporados resina base. A mistura de resina de PVC com os aditivos conhecida como composto de PVC ou composto vinlico, e dependendo das substncias adicionadas e suas quantidades possvel moldar artigos em PVC com aspecto desde o totalmente rgido (tal como um tubo para distribuio de gua potvel) ou ainda to flexvel e com aspecto borrachoso como uma mangueira de jardim. Uma vez que a resina de PVC totalmente atxica e inerte, a escolha de aditivos com estas mesmas caractersticas permite a fabricao de filmes, lacres e laminados para embalagens, brinquedos e acessrios mdico-hospitalares, tais como mangueiras para sorologia e catteres. Davidson e Witenhafer (1980), Portingell (1982), Titow (1984), Witenhafer (1986)Summers (1997) so unnimes ao listar que a versatilidade do PVC reside em dois pontos principais: - A morfologia das partculas das resinas de PVC, responsvel pela estrutura de sub-particulas entremeadas por poros, os quais so receptivos aos aditivos incorporados durante o processamento, permitindo a perfeita interao entre estes e o polmero; - A necessidade de incorporao de aditivos para o adequado processamento do PVC implica no desenvolvimento de uma nova formulao de composto para cada produto a ser moldado, com caractersticas especficas de desempenho, propriedades e processabilidade.
A IMPORTNCIA DO PVC PARA HUMANIDADE : So suas propriedades, caractersticas, relao custo/beneficio. Combinados, esses aspectos revelam suas potencialidades de aplicao. O PVC largamente utilizado tanto na rea mdica e alimentcia quanto na construo civil, embalagens, calados, brinquedos, fios e cabos, revestimentos, indstria automobilstica, etc., onde sua presena tem se mostrado to necessria quanto indispensvel.
17
Isso tudo pelo fato do PVC ser um plstico verstil, resistente, impermevel, durvel, incuo e 100% reciclvel; no se corri, isolante trmico e acstico e no propaga fogo, podendo ser produzido em qualquer cor, desde transparente at opaco e de rgido a flexvel. O seu maior uso na construo civil, segmento que necessita de produtos competitivos, econmicos energeticamente e de longa vida til. O ciclo de vida til dos produtos de PVC varia de 15 a 100 anos, sendo a mdia superior a 60 anos. Na rea mdica, onde utilizado h vrias dcadas, no existe produto melhor e mais seguro para serem usado em bolsas de sangue e soro, tubos endotraqueais, catteres cardiovasculares, entre vrias outras aplicaes. Essas so algumas das razes pelas quais o PVC ter um futuro duradouro, pois dadas as suas mais variadas aplicaes e onipresena no cotidiano das pessoas, tornou-se um produto indispensvel vida contempornea. O PVC ocupa lugar de destaque entre os materiais plsticos presentes no nosso cotidiano. Ele tem papel importante na indstria e na sociedade pois est nas mais diversas aplicaes, desde produtos mdico-hospitalares e embalagens para alimentos at peas de alta tecnologia, como as usadas em equipamentos espaciais, passando por produtos aplicados habitao e saneamento bsico, dentre diversos outros setores. A cada instante, onde encontramos conforto e modernidade, encontramos o PVC. Sua presena tornou-se to familiar que nem mais a notamos. O PVC atxico, leve, slido, resistente, impermevel, estvel e no propaga chamas. Tem qualidades que o tornam adaptvel a mltiplos usos, da garrafa ao painel do carro, sendo o nico plstico utilizado para a fabricao de bolsas de sangue. Sem dvida, ele parte integrante do nosso dia-a-dia.
APLICAO DOS COMPOSTOS DE PVC: O PVC pode ser rgido ou flexvel, opaco ou transparente, brilhante ou fosco, colorido ou no. Estas caractersticas so obtidas com a utilizao de plastificantes, estabilizantes trmicos, pigmentos, entre outros aditivos, usados na formulao do
18
PVC. Depois de formulado, obtm-se os compostos de PVC que so utilizados na fabricao de uma srie de produtos, tais como: - Produtos mdico-hospitalares: embalagens para medicamentos, bolsas de sangue (sendo o material que melhor conserva o sangue), tubos para transfuso e hemodilise, artigos cirrgicos, alm de pisos de salas onde indispensvel o alto ndice de higiene; - Janelas: oferecem excelente resistncia s mudanas de clima e passagem dos anos, mesmo em ambientes corrosivos (por exemplo, beira-mar), em reas rurais ou urbanas; - Pisos e revestimentos de paredes: peas decorativas, resistentes e facilmente lavveis; - Brinquedos e artigos inflveis: bolas, bias, colches e barcos, etc.; - Artigos escolares: facilmente moldados, tm grade variedade de aspectos (cor, brilho, transparncia) e baixo custo; - Embalagens: usadas para acondicionar alimentos, protegendo-os contra umidade e bactrias. Estas embalagens so impermeveis ao oxignio e ao vapor, dispensando, assim, o uso de conservantes, preservando o aroma; - Tecidos espalmados decorativos e tcnicos: usados principalmente para mveis, vesturios, malas e bolsas; - Garrafas para gua mineral: leves e transparentes; - Estruturas de computadores: assim como peas tcnicas destinadas indstria eletrnica; - Automveis: aplicado a revestimento de interiores devido sua facilidade de moldagem e de manuteno; - Tubos e conexes: utilizados na canalizao de gua (potvel ou no) e esgotos, pois so resistentes e facilmente transportados e manipulados graas ao seu baixo peso. No caso da gua potvel evita contaminaes externas e previne perdas por vazamento, devido fcil e eficiente soldagem entre os tubos e as conexes. Tambm so muito utilizados em sistemas de irrigao, de redes subterrneas e de
19
superfcies a tubulaes e filtros para poos profundos e minas, alm de redes de drenagem agrcolas e de estradas; - Mangueiras: so flexveis, transparentes e coloridas; - Laminados: utilizados para embelezar e melhorar painis de madeira e metal. Resistem bem ao tempo, aos raios ultravioletas, corroso e abraso; - Laminados impermeveis: utilizados em piscinas, tneis, tetos, etc. e tambm para a impermeabilizao de aterros sanitrios, protegendo o solo e lenis freticos; - Frascos para acondicionar cosmticos e produtos domsticos: por sua impermeabilidade e resistncia a produtos qumicos e tima relao custo benefcios na hora da troca de moldes, alm de facilitar o design; - Mveis de jardim: tm grande resistncia s variaes climticas e so de fcil manuteno.
O PVC na construo Civil: A construo civil responsvel por mais de 60% do mercado brasileiro e mundial do PVC. Pela durabilidade, vem conquistando cada vez mais espao em edificaes e obras pblicas. Atua como calhas, eletro dutos, esquadrias, portas e janelas, recobrimentos de fios, forros e divisrias, galpes inflveis e estruturados, mantas de impermebializao, persianas e venezianas, pisos, rede de saneamento bsico, revestimento de parede e piscinas, etc. O PVC rgido o material adequado para o transporte de gua, pois evita contaminaes externas e previne perdas por vazamento, devido fcil e eficiente soldagem entre os tubos e as conexes. Ocupa lugar de destaque no saneamento e na irrigao. Principais processos de fabricao de produtos de PVC so baseados em extruso. A produo de tubos rgidos de PVC normalmente feita por meio da utilizao de extrusoras de rosca dupla, a partir do composto na forma de dryblend. No passado utilizavam-se extrusoras de rosca simples, principalmente em tubos de
20
menores dimetros, porm essa tecnologia hoje apresenta pouca competitividade em relao extruso com rosca dupla, que pode atingir produtividade da ordem de 1.000 Kg/h. O processo de produo de tubos rgidos de PVC inicia-se na Extrusora, responsvel pela gelificao, plastificao e homogeneizao do composto originalmente na forma de p. Uma vez fundido, o composto alimenta a matriz, responsvel pela conformao do material na forma do produto final. sada da matriz encontra-se um calibrador a vcuo, o qual resfria o material fundido e d dimenses ao produto final. Para linhas de maior profundidade ou em tubos de maiores espessuras comum a utilizao de gua gelada no resfriamento do calibrador, de modo a conseguir maiores taxas de remoo de calor. Na sequncia do calibrador propriamente dito, dentro da prpria cmara de vcuo, o tubo passa por uma srie de jatos de gua para resfriamento adicional. Nas linhas de alta produtividade ou na produo de tubos de maiores espessuras podem ainda ser incorporadas banheiras adicionais de resfriamento. A frente de linha encontra-se o puxador e o dispositivo de corte e recepo das barras cortadas. Uma vez cortadas, as barras passam por um dispositivo de formao de bolsa: por meio de aquecimento de uma de suas pontas, o tubo recebe um macho que ajusta o dimetro interno do tubo para perfeito acoplamento entre as barras. Outros tipos de tubos podem sofrer processos de incorporao de roscas machos e fmeas, como no caso de tubos para irrigao, ou ainda incorporao de juntas de borracha para garantir estanqueidade na juno ponta/bolsa. Com relao matriz vale comentar que a mesma deve ser projetada para suportar altas presses, principalmente nas mquinas de maior produtividade. O projeto deve ainda levar em conta a ausncia de pontos mortos ou pontos de estagnao, ou seja, pontos de pouca ou nenhuma velocidade de fluxo do composto no interior da matriz. Devido sensibilidade inerente do PVC temperatura, o mesmo pode sofrer degradao nesses pontos de reteno, causando problemas de marcas nos tubos e fazendo com que o processo tenha de ser interrompido com maior frequncia para abertura e limpeza do ferramental, com impacto direto nos custos de produo devido s perdas de horas produtivas e descarte de material devido necessidade de novos ajustes na partida do equipamento. Observam-se os principais componentes da matriz: flange de acoplamento Extrusora, torpedo,
21
aranha (ou cruzeta), macho e matriz, responsveis pela conformao do composto fundido no formato do tubo.
A VIDA TIL DOS PRODUTOS DE PVC: A maioria dos produtos de PVC (perfis de janelas, tubos de distribuio de gua e de saneamento, revestimento de cabos entre outros) tem uma vida til muito longa. Por outro lado, as embalagens de PVC tm curto tempo de utilizao, por serem descartveis. No entanto, a proporo dos plsticos nos aterros sanitrios baixa (em mdia, 6% do peso total), sendo que o PVC, que reciclvel, representa apenas, em mdia, 0,8% desse total.
O CICLO DE VIDA TIL DOS PRODUTOS BASE DE PVC: O ciclo de vida til desse produto varia de 15 a 100 anos em 64% dos casos, de 2 a 15 anos em 24% dos casos e at dois anos em 12% dos casos. A reciclagem Mecnica (reaproveitamento do material descartado para confeco de outros produtos), a Energtica (recuperao da energia contida no resduo plstico) e a Qumica (retorno s matrias-primas de origem), so maneiras bem eficientes de reaproveit-lo. O PVC reciclado tem diversas aplicaes, utilizado na camada central de tubos de esgoto, em reforos para calados, juntas de dilatao para concreto, perfis, cones de sinalizao, etc. Em alguns pases, a Legislao j permite a utilizao de plstico reciclado como camada intermediria em uma embalagem, mesmo esta sendo destinada a armazenar alimentos. A condio que nesta embalagem, a camada de plstico que ficar em contato com o alimento seja fabricada com plstico virgem.
22
2.5 CLP (Controlador Lgico Programvel)
INTRODUO No incio da industrializao, os processos industriais utilizavam o mximo da fora da mo-de-obra. A produo era composta por etapas ou estgios, nos quais as pessoas desenvolviam sempre as mesmas funes, especializando-se em certa tarefa ou etapa da produo. Assim temos o princpio da produo seriada. O mesmo ocorria com as mquinas de produo, que eram especficas para uma aplicao, o que impedia seu uso em outras etapas da produo, mesmo que tivesse caractersticas muito parecidas. Com o passar do tempo e a valorizao do trabalhador, foi preciso fazer algumas alteraes nas mquinas e equipamentos, de forma a resguardar a mo de obra de algumas funes inadequadas estrutura fsica do homem. A mquina passou a fazer o trabalho mais pesado e o homem, a supervision-la. Com a finalidade de garantir o controle do sistema de produo, foram colocados sensores nas mquinas para monitorar e indicar as condies do processo. O controle s garantido com o acionamento de atuadores a partir do processamento das informaes coletadas pelos sensores. Automatizar um sistema tornou-se muito mais vivel medida que a eletrnica avanou e passou a dispor de circuitos capazes de realizar funes lgicas e aritmticas com os sinais de entrada e gerar respectivos sinais de sada. Com este avano, o controlador, os sensores e os atuadores passaram a funcionar em conjunto, transformando processo em um sistema automatizado, onde o prprio controlador toma decises em funo da situao dos sensores e aciona os atuadores. Os primeiros sistemas de automao operavam por meio de sistemas eletromecnicos, com rels e contadores. Nesse caso, os sinais acoplados mquina o equipamento a ser automatizado acionam circuitos lgicos a rels que disparam as cargas e atuadores. Com o avano da eletrnica, as unidades de memria ganharam maior capacidade e com isso armazenam todas as informaes necessrias para controlar diversas etapas do processo. Os circuitos lgicos tornaram-se mais rpidos, compactos e capazes de receber mais informaes de entrada, atuando sobre um nmero maior de
23
dispositivos de sada. Chegamos, assim, aos micros controladores responsveis por receber informaes das entradas, associ-las s informaes contidas na memria e a partir destas desenvolver um a lgica para acionar as sadas. Toda esta evoluo nos levou a sistemas compactos, com alta capacidade de controle, que permitem acionar diversas sadas em funo de vrios sinais de entradas combinados logicamente. Outra etapa importante desta evoluo que toda a lgica de acionamento pode ser desenvolvida atravs de software, que determina ao controlador a seqncia de acionamento a ser desenvolvida. Este tipo de alterao da lgica de controle caracteriza um sistema flexvel. Os CLPs so equipamentos eletrnicos de controle que atuam a partir desta filosofia. O Controlador Lgico Programvel (CLP) nasceu praticamente dentro da indstria automobilstica americana, especificamente na Hydronic Division da General Motors, em 1968, devido a grande dificuldade de mudar a lgica de controla de painis de comando a cada mudana na linha de montagem. Tais mudanas implicavam em altos gastos de tempo e dinheiro. Sob a liderana do engenheiro Richard Morley, foi preparada uma especificao que refletia as necessidades de muitos usurios de circuitos reles, no s da indstria automobilstica, como de toda a indstria manufatureira. Nascia assim, um equipamento bastante verstil e de fcil utilizao, que vem se aprimorando constantemente, diversificando cada vez mais os setores industriais e suas aplicaes, o que justifica hoje (junho /1998) um mercado mundial estimado em 4 bilhes de dlares anuais. Desde o seu aparecimento, at hoje, muita coisa evoluiu nos controladores lgicos, como a variedade de tipos de entradas e sadas, o aumento da velocidade de processamento, a incluso de blocos lgicos complexos para tratamento das entradas e sadas e principalmente o modo de programao e a interface com o usurio.
24
DIVISO HISTRICA Podemos didaticamente dividir os CLPs historicamente de acordo com o sistema de programao por ele utilizado: 1a. Gerao: Os CLPs de primeira gerao se caracterizam pela programao intimamente ligada ao hardware do equipamento. A linguagem utilizada era o Assembly que variava de acordo com o processador utilizado no projeto do CLP, ou seja, para poder programar era necessrio conhecer a eletrnica do projeto do CLP. Assim a tarefa de programao era desenvolvida por uma equipe tcnica altamente qualificada, gravando-se o programa em memria EPROM, sendo realizada normalmente no laboratrio junto com a construo do CLP. 2a. Gerao: Aparecem as primeiras Linguagens de Programao no to dependentes do hardware do equipamento, possveis pela incluso de um Programa Monitor no CLP, o qual converte (no jargo tcnico, Compila), as instrues do programa, verifica o estado das entradas, compara com as instrues do programa do usurio e altera o estados das sadas. Os Terminais de Programao (ou Maletas, como eram conhecidas) eram na verdade Programadores de Memria EPROM. As memrias depois de programadas eram colocadas no CLP para que o programa do usurio fosse executado. 3a. Gerao: Os CLPs passam a ter uma Entrada de Programao, onde um Teclado ou Programador Porttil conectado, podendo alterar, apagar, gravar o programa do usurio, alm de realizar testes (Debug) no equipamento e no programa. A estrutura fsica tambm sofre alteraes sendo a tendncia para os Sistemas Modulares com Bastidores ou Racks. 4a. Gerao: Com a popularizao e a diminuio dos preos dos microcomputadores (normalmente clones do IBM PC), os CLPs passaram a incluir uma entrada para a comunicao serial. Com o auxlio dos microcomputadores a tarefa de programao passou a ser realizada nestes. As vantagens eram a utilizao de vrias representaes das linguagens, possibilidade de simulaes e testes, treinamento e ajuda por parte do software de programao, possibilidade de armazenamento de vrios programas no micro, etc.
25
5a. Gerao: Atualmente existe uma preocupao em padronizar protocolos de comunicao para os CLPs, de modo a proporcionar que o equipamento de um fabricante converse com o equipamento outro fabricante, no s CLPs, como Controladores de Processos, Sistemas Supervisrios, Redes Internas de
Comunicao e etc., proporcionando uma integrao a fim de facilitar a automao, gerenciamento e desenvolvimento de plantas industriais mais flexveis e
normalizadas, fruto da chamada Globalizao. Existe uma Fundao Mundial para o estabelecimento de normas e protocolos de comunicao.
VANTAGENS DO USO DE CONTROLADORES LGICOS PROGRAMVEIS - Ocupam menor espao; - Requerem menor potncia eltrica; - Podem ser reutilizados; - So programveis, permitindo alterar os parmetros de controle; - Apresentam maior confiabilidade; - Manuteno mais fcil e rpida; - Oferecem maior flexibilidade; - Apresentam interface de comunicao com outros CLPs e computadores de controle; - Permitem maior rapidez na elaborao do projeto do sistema.
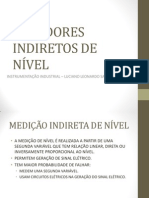
PRINCPIO DE FUNCIONAMENTO De modo simplista, o CLP funciona basicamente por um sistema de controle sobre processos. Para que esse controle seja correto preciso que o processo que se deseja controlar seja monitorado, papel este desempenhado por sensores. O CLP ento atua sobre o processo com base nas leituras dos sensores, por meio de atuadores. Observe a figura 1:
26
Figura 1. Diagrama em Blocos de um Sistema de Automao.
Podemos apresentar a estrutura de um CLP dividida em trs partes: entrada, processamento e sada. Observe a figura 2.
Figura 2. Estrutura bsica de um CLP.
Os sinais de entrada e sada dos CLP's podem ser digitais ou analgicos. Existem diversos tipos de mdulos de entrada e sada que se adequam s necessidades do sistema a ser controlado. Os mdulos de entrada e sadas so compostos de grupos de bits, associados em conjunto de 8 bits (1 byte) ou conjunto de 16 bits, de acordo com o tipo da CPU. As entradas analgicas so mdulos conversores A/D, que convertem um sinal de entrada em um valor digital, normalmente de 12 bits (4096 combinaes). As sadas analgicas so mdulos conversores D/A, ou seja, um valor binrio transformado em um sinal analgico. Os sinais dos sensores so aplicados s entradas do controlador e a cada ciclo (varredura) todos esses sinais so lidos e
27
transferidos para a unidade de memria interna denominada memria imagem de entrada. Estes sinais so associados entre si e aos sinais internos. Ao trmino do ciclo de varredura, os resultados so transferidos memria imagem de sada e ento aplicados aos terminais de sada. Este ciclo est representado na figura 3.
Figura 3. Ciclo de processamento dos CLPs.
LGICA MATEMTICA E BINRIA A lgica binria possui apenas dois valores que so representados por: 0 e 1. A partir desses dois smbolos construmos ento uma base numrica binria. A partir desses conceitos foram criadas as portas lgicas, que so circuitos utilizados para combinar nveis lgicos digitais de formas especficas. Portas lgicas bsicas: AND, OR e NOT (Tabela 1).
28
Tabela 1. Trs principais portas lgicas do CLP. Os CLPs vieram a substituir elementos e componentes eletro-eletrnicos de acionamento e a linguagem utilizada na sua programao similar linguagem de diagramas lgicos de acionamento desenvolvidos por eletrotcnicos e profissionais da rea de controle, esta linguagem denominada linguagem de contatos ou simplesmente LADDER. A linguagem Ladder permite que se desenvolvam lgicas combinatrias, seqenciais e circuitos que envolvam ambas, utilizando como operadores para estas lgicas: entradas, sadas, estados auxiliares e registros numricos. A Tabela 2 nos mostra os trs principais smbolos de programao.
Para entendermos a estrutura da linguagem vamos adotar um exemplo bem simples: o acionamento de uma lmpada L a partir de um boto liga / desliga. Na figura 4 temos o esquema eltrico tradicional, o programa e as ligaes no CLP. Para entendermos o circuito com o CLP, vamos observar o programa desenvolvido para acender a lmpada L quando acionamos o boto B1. O boto B1, normalmente aberto, est ligado entrada I0.0 e a lmpada est ligada sada Q0.0. Ao acionarmos BI, 10.0 acionado e a sada Q0.0 energizada. Caso quisssemos que a lmpada apagasse quando acionssemos B1 bastaria trocar o
29
contato normal aberto por um contato normal fechado, o que representa a funo NOT (NO).
Figura 4. Acionamento de uma lmpada. Podemos desenvolver programas para CLPs que correspondam a operaes lgicas combinatrias bsicas da lgebra de Boole, como a operao AND (E). Na rea eltrica a operao AND corresponde associao em srie de contatos, como indicado na figura 5.
Figura 5. Funo AND (E).
30
Outra operao lgica bsica a funo OR, que corresponde associao em paralelo de contatos, como indicado na figura 6.
Figura 6. Funo OR (OU). Assim, podemos afirmar que todas as funes lgicas combinacionais podem ser desenvolvidas em programao e executadas por CLP's, uma vez que todas derivam dos bsicos: NOT, AND e OR A flexibilidade dos CLP's percebida neste momento, pois as alteraes lgicas podem ocorrer com grande facilidade, sem que sejam necessrias alteraes do hardware ou incluso de componentes eletrnicos ou eltricos. Esta a principal caracterstica dos sistemas de automao flexveis e o que faz dos CLP's ferramentas de grande aplicao nas estruturas de automao. Alm da linguagem de contatos, existem outras formas de programao caractersticas de cada fabricante. A utilizao desses controladores contempla, por conseguinte alguns passos genricos: - definio da funo lgica a ser programado; - transformao desta funo em programa assimilvel pelo CLP; - implementao fsica do controlador e de suas interfaces com o processo.
31
DESCRIO DOS PRINCIPAIS ITENS QUE CONSTITUEM O CLP
FONTE DE ALIMENTAO: A Fonte de Alimentao tem normalmente as seguintes funes bsicas: - Converter a tenso da rede eltrica (110 ou 220 VCA) para a tenso de alimentao dos circuitos eletrnicos, (+ 5VCC para o microprocessador, memrias e circuitos auxiliares e +/- 12 VCC para a comunicao com o programador ou computador); - Manter a carga da bateria, nos sistemas que utilizam relgio em tempo real e Memria do tipo RAM; - Fornecer tenso para alimentao das entradas e sadas (12 ou 24 VCC).
UNIDADE DE PROCESSAMENTO: Tambm chamada de CPU. responsvel pelo funcionamento lgico de todos os circuitos. Nos CLPs modulares a CPU est em uma placa (ou mdulo) separada das demais, podendo - se achar combinaes de CPU e Fonte de Alimentao. Nos CLPs de menor porte a CPU e os demais circuitos esto todos em nico mdulo. As caractersticas mais comuns so: - Microprocessadores ou Microcontroladores de 8 ou 16 bits (INTEL 80xx, MOTOROLA 68xx, ZILOG Z80xx, PIC 16xx); - Endereamento de memria de at 1 Mega Byte; - Velocidades de CLOCK variando de 4 a 30 MHz; - Manipulao de dados decimais, octais e hexadecimais.
32
BATERIA: As baterias so usadas nos CLPs para manter o circuito do Relgio em Tempo Real, reter parmetros ou programas (em memrias do tipo RAM), mesmo em caso de corte de energia, guardar configuraes de equipamentos etc. Normalmente so utilizadas baterias recarregveis do tipo Ni - Ca ou Li. Nestes casos, incorporam se circuitos carregadores.
MEMRIA DO PROGRAMA MONITOR: O Programa Monitor o responsvel pelo funcionamento geral do CLP. Ele o responsvel pelo gerenciamento de todas as atividades do CLP. No pode ser alterado pelo usurio e fica armazenado em memrias do tipo PROM, EPROM ou EEPROM. Ele funciona de maneira similar ao Sistema Operacional dos microcomputadores. o Programa Monitor que permite a transferncia de programas entre um microcomputador ou Terminal de Programao e o CLP, gerenciar o estado da bateria do sistema, controlar os diversos opcionais etc.
MEMRIA DO USURIO: onde se armazena o programa da aplicao desenvolvido pelo usurio. Pode ser alterada pelo usurio, j que uma das vantagens do uso de CLPs a flexibilidade de programao. Inicialmente era constituda de memrias do tipo EPROM, sendo hoje utilizadas memrias do tipo RAM (cujo programa mantido pelo uso de baterias), EEPROM e FLASH-EPROM, sendo tambm comum o uso de cartuchos de memria, que permite a troca do programa com a troca do cartucho de memria. A capacidade desta memria varia bastante de acordo com o marca / modelo do CLP, sendo normalmente dimensionadas em Passos de Programa.
MEMRIA DE DADOS: a regio de memria destinada a armazenar os dados do programa do usurio. Estes dados so valores de temporizadores, valores de contadores, cdigos
33
de erro, senhas de acesso, etc. So normalmente partes da memria RAM do CLP. So valores armazenados que sero consultados e ou alterados durante a execuo do programa do usurio. Em alguns CLPs, utiliza - se a bateria para reter os valores desta memria no caso de uma queda de energia.
MEMRIA IMAGEM DAS ENTRADAS / SADAS: Sempre que a CPU executa um ciclo de leitura das entradas ou executa uma modificao nas sadas, ela armazena os estados da cada uma das entradas ou sadas em uma regio de memria denominada Memria Imagem das Entradas / Sadas. Essa regio de memria funciona como uma espcie de tabela onde a CPU ir obter informaes das entradas ou sadas para tomar as decises durante o processamento do programa do usurio.
CIRCUITOS AUXILIARES: So circuitos responsveis para atuar em casos de falha do CLP. Alguns deles so: - POWER ON RESET: Quando se energiza um equipamento eletrnico digital, no possvel prever o estado lgico dos circuitos internos. Para que no ocorra um acionamento indevido de uma sada, que pode causar um acidente, existe um circuito encarregado de desligar as sadas no instante em que se energiza o equipamento. Assim que o microprocessador assume o controle do equipamento esse circuito desabilitado. - POWER - DOWN: O caso inverso ocorre quando um equipamento subitamente desenergizado. O contedo das memrias pode ser perdido. Existe um circuito responsvel por monitorar a tenso de alimentao, e em caso do valor desta cair abaixo de um limite pr - determinado, o circuito acionado interrompendo o processamento para avisar o microprocessador e armazenar o contedo das memrias em tempo hbil.
34
- WATCH - DOG - TIMER: Para garantir no caso de falha do microprocessador, o programa no entre em loop, o que seria um desastre, existe um circuito denominado Co de Guarda, que deve ser acionado em intervalos de tempo pr determinados. Caso no seja acionado, ele assume o controle do circuito sinalizando uma falha geral.
MDULOS OU INTERFACES DE ENTRADA: So circuitos utilizados para adequar eletricamente os sinais de entrada para que possa ser processado pela CPU (ou microprocessador) do CLP. Temos dois tipos bsicos de entrada: as digitais e as analgicas. ENTRADAS DIGITAIS: So aquelas que possuem apenas dois estados possveis, ligados ou desligados, e alguns dos exemplos de dispositivos que podem ser ligados a elas so: - Botoeiras; - Chaves (ou micro) fim de curso; - Sensores de proximidade indutivos ou capacitivos; - Chaves comutadoras; - Termostatos; - Pressostatos; - Controle de nvel (bia); - Etc. As entradas digitais podem ser construdas para operarem em corrente contnua (24 VCC) ou em corrente alternada (110 ou 220 VCA). Podem ser tambm do tipo N (NPN) ou do tipo P (PNP). No caso do tipo N, necessrio fornecer o potencial negativo (terra ou neutro) da fonte de alimentao ao borne de entrada para que a mesma seja ativada. No caso do tipo P necessrio fornecer o potencial positivo (fase) ao borne de entrada. Em qualquer dos tipos de praxe existir uma isolao galvnica entre o circuito de entrada e a CPU. Esta isolao feita
35
normalmente atravs de opto -acopladores. As entradas de 24 VCC so utilizadas quando a distncia entre os dispositivos de entrada e o CLP no excedam 50 m. Caso contrrio, o nvel de rudo pode provocar disparos acidentais.
ENTRADAS ANALGICAS: As Interfaces de Entrada Analgica permitem que o CLP possa manipular grandezas analgicas, enviadas normalmente por sensores eletrnicos. As grandezas analgicas eltricas tratadas por estes mdulos so normalmente tenso e corrente. No caso de tenso as faixas de utilizao so: 0 10 VCC, 0 5 VCC, 1 5 VCC, -5 +5 VCC, -10 +10 VCC (no caso as interfaces que permitem entradas positivas e negativas so chamadas de Entradas Diferenciais), e no caso de corrente, as faixas utilizadas so: 0 20 mA, 4 20 mA. Os principais dispositivos utilizados com as entradas analgicas so: - Sensores de presso manomtrica; - Sensores de presso mecnica (strain gauges - utilizados em clulas de carga); ENTRADA 24 VCC CPU. 110/220 VCA CPU. - Taco - geradores para medio rotao de eixos; - Transmissores de temperatura; - Transmissores de umidade relativa; -Etc. Uma informao importante a respeito das entradas analgicas a sua resoluo. Esta normalmente medida em Bits. Uma entrada analgica com um maior nmero de bits permite uma melhor representao da grandeza analgica. Por exemplo: Uma placa de entrada analgica de 0 10 VCC com uma resoluo de 8 bits permite uma sensibilidade de 39,2 mV, enquanto que a mesma faixa em uma entrada de 12 bits permite uma sensibilidade de 2,4 mV e uma de 16 bits permite uma sensibilidade de 0,2 mV.
36
MDULOS ESPECIAIS DE ENTRADA: Existem mdulos especiais de entrada com funes bastante especializadas. Alguns exemplos so: - Mdulos Contadores de Fase nica; - Mdulos Contadores de Dupla Fase; - Mdulos para Encoder Incremental; - Mdulos para Encoder Absoluto; - Mdulos para Termopares (Tipo J, K, L, S, etc); - Mdulos para Termo resistncias (PT-100, Ni-100, Cu-25, etc); - Mdulos para Sensores de Ponte Balanceada do tipo Strain - Gauges; - Mdulos para leitura de grandezas eltricas (KW, kWh, KQ, Kqh, cos Fi , I , V , etc).
MDULOS OU INTERFACES DE SADA: Os Mdulos ou Interfaces de Sada adequam eletricamente os sinais vindos do microprocessador para que possamos atuar nos circuitos controlados. Existem dois tipos bsicos de interfaces de sada: as digitais e as analgicas. SADAS DIGITAIS: As sadas digitais admitem apenas dois estados: ligado e desligado. Podemos com elas controlar dispositivos do tipo: - Reles; - Contatores; - Reles de estato slido - Solenides; - Vlvulas;
37
- Inversores de frequncia; - Etc. ENTRADA CPU. As sadas digitais podem ser construdas de trs formas bsicas: Sada digital a Rel, Sada digital 24 VCC e Sada digital a Triac. Nos trs casos, tambm de praxe, prover o circuito de um isolamento galvnico, normalmente opto - acoplado.
SADAS ANALGICAS: Os mdulos ou interfaces de sada analgica convertem valores numricos, em sinais de sada em tenso ou corrente. No caso de tenso normalmente 0 a 10 VCC ou 0 a 5 VCC, e no caso de corrente de 0 a 20 mA ou 4 a 20 mA. Estes sinais so utilizados para controlar dispositivos atuadores do tipo: - Vlvulas proporcionais; - Motores C.C.; - Servo Motor CC; - Inversores de frequncia; - Posicionadores rotativos; -Etc.
Existem tambm mdulos de sada especiais. Alguns exemplos so: - Mdulos P.W.M. para controle de motores C.C.; - Mdulos para controle de Servo motor; - Mdulos para controle de Motores de Passo (Step Motor); - Mdulos para I.H.M. (Interface Homem Mquina);
38
CAPACIDADE DE UM CLP: Podemos ressaltar que, com a popularizao dos micro - controladores e a reduo dos custos de desenvolvimento e produo houve uma avalanche no mercado de tipos e modelos de C.L.P.s, os quais podemos dividir em: Nano e Micro - C.L.P.s: So C.L.P.s de pouca capacidade de E/S (mximo 16 Entradas e 16 Sadas), normalmente s digitais, composto de um s mdulo (ou placa), baixo custo e reduzida capacidade de memria (mximo 512 passos).
C.L.P. s de Mdio Porte: So C.L.P.s com uma capacidade de Entrada e Sada de at 256 pontos, digitais e analgicas, podendo ser formado por um mdulo bsico, que pode ser expandido. Costumam permitir at 2048 passos de memria, que poder interna ou externa (Mdulos em Cassetes de Estato - Slido, Soquetes de Memria, etc), ou podem ser totalmente modulares.
C.L.P.s de Grande Porte: Os C.L.P.s de grande porte se caracterizam por uma construo modular, constituda por uma Fonte de alimentao, CPU. Principal, CPUs auxiliares, CPUs Dedicadas, Mdulos de E/S digitais e Analgicos, Mdulos de E/S especializados, Mdulos de Redes Locais ou Remotas, etc, que so agrupados de acordo com a necessidade e complexidade da automao. Permitem a utilizao de at 4096 pontos de E/S. So montados em um Bastidor (ou Rack) que permite um Cabeamento Estruturado.
39
3. Concluso
H tempos um produto injetado no tinha muita qualidade, pois o processo dependia exclusivamente da habilidade do operador, por causa dos recursos da mquina. A regulagem do processo era realizada apenas pela temperatura do cilindro de aquecimento e pela presso hidrulica na injeo, no havia estabilidade no processo, gerando peas com rebarba ou falhas de preenchimento. Com o advento da automao nas mquinas injetoras, a influncia humana foi reduzida e at mesmo eliminada no processo de injeo, passando o CLP a controlar as variveis, antes crticas, do processo, tornando a produo mais estvel, homognea, confivel , diminuindo a quantidade de refugo e otimizando a planta instalada. Consequentemente, a otimizao do processo trs a eficincia a indstria, para torn-la mais competitiva em um mercado cada dia mais disputado Conclumos ento que os projetos de automao e controle envolvendo CLP's reduzem o trabalho de desenvolvimento de hardware dos circuitos lgicos do acionamento, bem como os dispositivos e potncia para acionamento de cargas e dos atuadores, uma vez que podemos escolher mdulos de sada j prontos, adequados ao tipo de carga que desejamos acionar.
40
Fontes:
Romanplast Ana Paula T dos Santos (Centro Paula Souza) Paulo Edson Silva Jr e Cristiano Alex (UFMG) Paulo Henrique Pinto (Pharmaster do Brasil) Processamentodeplastico.blogspot.com WWW.institutodopvc.org WWW.albag.com.br c\predes.wordpress.com Pedro Luis Antonelli (apostila curso CLP bsico-Senai)
You might also like
- Conserto FanzeresDocument129 pagesConserto Fanzeressilicom100% (2)
- Diagrama Elétrico (Detalhado)Document10 pagesDiagrama Elétrico (Detalhado)zoom europa100% (19)
- Hidráulica ParkerDocument233 pagesHidráulica ParkerMartha Lacerda100% (2)
- Manual Injeção Eletronica - MAGNETI MARELLI IAW 1AF - 13-15-17!23!25 (Fiat Bravo e Brava 1Document8 pagesManual Injeção Eletronica - MAGNETI MARELLI IAW 1AF - 13-15-17!23!25 (Fiat Bravo e Brava 1Marcio Leno0% (1)
- DSE8660 Operators ManualDocument76 pagesDSE8660 Operators ManualRobertoSoares100% (1)
- Disj HD4 VCP000004Document86 pagesDisj HD4 VCP000004Alexandre MorenoNo ratings yet
- Obdmap - Fiat - Novo Uno - Programar Chaves - Rev. 1Document23 pagesObdmap - Fiat - Novo Uno - Programar Chaves - Rev. 1Roberto TecNo ratings yet
- Roteiro de Ajustes Sel-487b PDFDocument315 pagesRoteiro de Ajustes Sel-487b PDFGustavo PeixotoNo ratings yet
- Projeto - DIAGRAMA - UNIFILAR - UFV - ADÃO - TIMOTEO - DE - LIMA - 112,61kWp - 20 (Aprovado)Document1 pageProjeto - DIAGRAMA - UNIFILAR - UFV - ADÃO - TIMOTEO - DE - LIMA - 112,61kWp - 20 (Aprovado)Thiago FerreiraNo ratings yet
- Schematic Asus K43SDocument41 pagesSchematic Asus K43SSelmar Cavalcanti50% (8)
- Manual Operacinal BT 3000 PLUS PORT PDFDocument266 pagesManual Operacinal BT 3000 PLUS PORT PDFSamuel Lima Noronha0% (2)
- CLP Allen BradleyDocument76 pagesCLP Allen Bradleyjuninho4358100% (1)
- Pim IvDocument57 pagesPim IvalexmelkoNo ratings yet
- PIM TrabalhoPDFDocument59 pagesPIM TrabalhoPDFalexmelko0% (1)
- PIM TrabalhoPDFDocument59 pagesPIM TrabalhoPDFalexmelko0% (1)
- PIM TrabalhoDocument62 pagesPIM TrabalhoalexmelkoNo ratings yet
- Diagrama de BlocosDocument8 pagesDiagrama de BlocosalexmelkoNo ratings yet
- Projeto de Filtros FirDocument5 pagesProjeto de Filtros FirJuniorLeaoNo ratings yet
- Connective OneDocument4 pagesConnective OneWesley OrsiNo ratings yet
- Cesg ManualDocument83 pagesCesg ManualDeivid Magano100% (2)
- PrimeiraDocument5 pagesPrimeiranando1236No ratings yet
- A3 qhq0508 EngDocument2 pagesA3 qhq0508 EngHumberto Cadori FilhoNo ratings yet
- TGRD-14540 r11Document17 pagesTGRD-14540 r11EDMUNDO LEÃONo ratings yet
- Manual Astra 2011Document165 pagesManual Astra 2011Eduardo Costeira0% (1)
- MATERIAIS POSTO DE TRANSFORMAÇÃO - PT 112,5 13,8-022 - 0,127kVDocument2 pagesMATERIAIS POSTO DE TRANSFORMAÇÃO - PT 112,5 13,8-022 - 0,127kVbrunoNo ratings yet
- Redes Wifi - Questões A Serem ResolvidasDocument6 pagesRedes Wifi - Questões A Serem ResolvidasThiago CostaNo ratings yet
- Alojamento de Ficheiros Na Web PDFDocument11 pagesAlojamento de Ficheiros Na Web PDFJosé GonçalvesNo ratings yet
- ALBACETE - Ofurô Hidro (Manual de Instruções)Document14 pagesALBACETE - Ofurô Hidro (Manual de Instruções)Augusto FettNo ratings yet
- correlaÇÃo Cae - Cnae PDFDocument72 pagescorrelaÇÃo Cae - Cnae PDFCláudio Más0% (1)
- Manual AVR 4.10 PTDocument80 pagesManual AVR 4.10 PTThiagoPinheiroNo ratings yet
- Semicondutores 18Document134 pagesSemicondutores 18hc_elecNo ratings yet
- Nintendo DSDocument32 pagesNintendo DSSiegfriedBRNo ratings yet
- Guia Prático Do Jfinanças Empresa 2013Document49 pagesGuia Prático Do Jfinanças Empresa 2013Arnaldo Taborda Dos SantosNo ratings yet
- 02-13-Medidores Indiretos de NívelDocument57 pages02-13-Medidores Indiretos de Nívelandre1507100% (1)
- Acuspointer ManualDocument2 pagesAcuspointer ManualCemec CursosNo ratings yet