You might also like
- Practice Calculations 2012Document58 pagesPractice Calculations 2012Lia Romain67% (6)
- Effervescent Tablets&Key FactsDocument4 pagesEffervescent Tablets&Key FactsMuanfan Suwan100% (1)
- MEP Expert Guide Sieving enDocument52 pagesMEP Expert Guide Sieving enM. Ali ParvezNo ratings yet
- An Overview of Groundnut Oil Extraction PDFDocument14 pagesAn Overview of Groundnut Oil Extraction PDFAndriatsitohaina RabenaivoNo ratings yet
- Datasheet For Vent ScrubberDocument5 pagesDatasheet For Vent ScrubbercliffrajjoelNo ratings yet
- Proraso Shaving Cream Common Ingredients of 3 TypesDocument2 pagesProraso Shaving Cream Common Ingredients of 3 Typeschimene madiNo ratings yet
- Cosmetic Product Producing PlantDocument27 pagesCosmetic Product Producing Plantbig john100% (1)
- AlkanolamideDocument5 pagesAlkanolamidebellesuperNo ratings yet
- POLYESTER FIBRE Manufacturing ProcessDocument4 pagesPOLYESTER FIBRE Manufacturing Processpraveen917No ratings yet
- PLODDERDocument35 pagesPLODDERSarwat Naim SiddiquiNo ratings yet
- Project Report On Transparent Soap Base (Melt & Pour) and Noodle SoapDocument9 pagesProject Report On Transparent Soap Base (Melt & Pour) and Noodle SoapEIRI Board of Consultants and Publishers100% (2)
- Milk Powder Production: by N.ChikuniDocument17 pagesMilk Powder Production: by N.Chikunimatthew matawoNo ratings yet
- CPT Lecture Soap and DetergentDocument40 pagesCPT Lecture Soap and DetergentShahzil RehmanNo ratings yet
- Bar Finishing: Processing StepsDocument23 pagesBar Finishing: Processing StepsKunwar Apoorva SinghNo ratings yet
- UntitledDocument11 pagesUntitledapi-256504985100% (1)
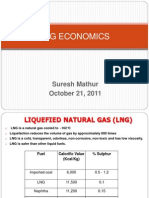
- LNG EconomicsDocument19 pagesLNG EconomicsCal67% (3)
- Sustainable Manufacturing and Cutting TechniquesDocument30 pagesSustainable Manufacturing and Cutting TechniquesAmbati TejaswararaoNo ratings yet
- Fundamentals of Automotive Electricity & ElectronicsDocument83 pagesFundamentals of Automotive Electricity & ElectronicsJohnny Ym100% (1)
- Fatty Material of Different Soap SamplesDocument8 pagesFatty Material of Different Soap SamplesSoumendu KonaeNo ratings yet
- Bar Soap Finishing Text - Sodeopec Luis Spitz - 4-5-2006Document12 pagesBar Soap Finishing Text - Sodeopec Luis Spitz - 4-5-2006Gabriela Zubieta100% (1)
- Carboxylic Acid Questions-1Document6 pagesCarboxylic Acid Questions-1Jape GarridoNo ratings yet
- 03Document20 pages03phanisaiNo ratings yet
- 03Document20 pages03phanisaiNo ratings yet
- Denim 2Document18 pagesDenim 2ADINAN MOHAMMED100% (1)
- Soap Manufacturing Technology: Acx SDocument2 pagesSoap Manufacturing Technology: Acx SphanisaiNo ratings yet
- Soap Manufacturing Technology: Acx SDocument2 pagesSoap Manufacturing Technology: Acx SphanisaiNo ratings yet
- 01cDocument27 pages01cphanisaiNo ratings yet
- 01cDocument27 pages01cphanisaiNo ratings yet
- Selection of Gas CompressorsDocument4 pagesSelection of Gas CompressorsDiegoNo ratings yet
- 07Document19 pages07phanisaiNo ratings yet
- 01aDocument27 pages01aphanisai100% (3)
- Soap SpitzDocument6 pagesSoap SpitzAna QuintanaNo ratings yet
- 11bDocument22 pages11bphanisaiNo ratings yet
- 11bDocument22 pages11bphanisaiNo ratings yet
- Acknowledgement: Endris ADocument27 pagesAcknowledgement: Endris AKidan ayenewNo ratings yet
- 10aDocument18 pages10aphanisai100% (5)
- Theory Lm2500 Principios Basicos de Operacion PDFDocument25 pagesTheory Lm2500 Principios Basicos de Operacion PDFamir8100No ratings yet
- Bar Soap Finishing - Luis Spitz 4-5-2006Document84 pagesBar Soap Finishing - Luis Spitz 4-5-2006Gabriela Zubieta100% (4)
- 08Document26 pages08phanisai100% (2)
- 08Document26 pages08phanisai100% (2)
- 09Document17 pages09phanisai83% (6)
- Shisha Charcoal and Honeycomb Process FlowDocument12 pagesShisha Charcoal and Honeycomb Process FlowDhiangga JauharyNo ratings yet
- 12bDocument14 pages12bphanisai100% (1)
- ReportDocument4 pagesReportdaveade100% (1)
- Bleaching PowderDocument11 pagesBleaching PowderUditKanoiNo ratings yet
- Factors Affecting Cracking of Soap: Innøleag e White PaperDocument3 pagesFactors Affecting Cracking of Soap: Innøleag e White PaperarthurNo ratings yet
- PCMXDocument5 pagesPCMXaboabd200750% (2)
- TFMDocument5 pagesTFMNasya AyundaNo ratings yet
- MSDS Liquid Shoe PolishDocument4 pagesMSDS Liquid Shoe PolishAhmAd GhAziNo ratings yet
- Fertilizer Granulating Machine For Fertilizer PDFDocument4 pagesFertilizer Granulating Machine For Fertilizer PDFMichael MedinaNo ratings yet
- 16Document19 pages16phanisai100% (2)
- Parmetol A 26 ZTM P Ic e enDocument2 pagesParmetol A 26 ZTM P Ic e enalthea badayosNo ratings yet
- Manufacture of NR GloveDocument12 pagesManufacture of NR Glovesimbua72No ratings yet
- Formulation of Antiviral Wet WipesDocument9 pagesFormulation of Antiviral Wet Wipeswoman in stemNo ratings yet
- Total Fatty Matter Content in Selected S PDFDocument32 pagesTotal Fatty Matter Content in Selected S PDFtiara dwiNo ratings yet
- 18191101034, Sumaiya HowladarDocument9 pages18191101034, Sumaiya HowladarSumaiya Howladar034No ratings yet
- Recovery of Glycerine From Spent Palm Kernel Soap and Palm Oil Soap LyeDocument8 pagesRecovery of Glycerine From Spent Palm Kernel Soap and Palm Oil Soap LyeNadya Larasati KrdNo ratings yet
- Tablet:Problems in Tablet Manufacturing: From PharmpediaDocument15 pagesTablet:Problems in Tablet Manufacturing: From PharmpediaMuhammad AyubNo ratings yet
- Donate-a-Book: Swami Ramanand Teerth Marathwada University, NandedDocument4 pagesDonate-a-Book: Swami Ramanand Teerth Marathwada University, NandedMohammed AbubakarNo ratings yet
- Mixer MachineDocument2 pagesMixer MachinedwiseptichanNo ratings yet
- Krantiaagrani G. D. Bapu Lad Mahavidyalay Kundal ,: "Study of Soap"Document14 pagesKrantiaagrani G. D. Bapu Lad Mahavidyalay Kundal ,: "Study of Soap"Sourabh KoliNo ratings yet
- 12aDocument14 pages12aphanisaiNo ratings yet
- Effect of Sugars On The BiscuitDocument8 pagesEffect of Sugars On The BiscuitlpuntyNo ratings yet
- Noodle Manufacturing ProcessDocument67 pagesNoodle Manufacturing ProcessRoushanNo ratings yet
- Wet MillingDocument7 pagesWet Millingtwr50465348No ratings yet
- Processing of Vegitable OilDocument11 pagesProcessing of Vegitable OilAJAGUN JOHNSON100% (1)
- Tonsil Optimum 230ff Highly Active Bleaching EarthDocument2 pagesTonsil Optimum 230ff Highly Active Bleaching EarthakbarNo ratings yet
- Leather Processing & TanningDocument21 pagesLeather Processing & TanningMuhammad BilalNo ratings yet
- 1065 - Bleaching Powder StableDocument10 pages1065 - Bleaching Powder StableKaushik SenguptaNo ratings yet
- Petroleum JellyDocument8 pagesPetroleum JellyMichael AjibadeNo ratings yet
- Report On Dal Factory of Gum ArabicDocument13 pagesReport On Dal Factory of Gum ArabicElzubair EljaaliNo ratings yet
- Evaluation of ShampoosDocument3 pagesEvaluation of ShampoosprinceamitNo ratings yet
- 1 Transavon ComboDocument35 pages1 Transavon ComboAbdurahman YassinNo ratings yet
- Vat PrintingDocument15 pagesVat Printingimran24No ratings yet
- Fyp ResourcesDocument8 pagesFyp ResourcesMuhammad Ayan MalikNo ratings yet
- 06Document11 pages06phanisaiNo ratings yet
- 13Document21 pages13phanisaiNo ratings yet
- 12bDocument14 pages12bphanisai100% (1)
- IndxDocument53 pagesIndxphanisaiNo ratings yet
- 14Document18 pages14phanisaiNo ratings yet
- Advanced Excel 2007 - HandoutDocument105 pagesAdvanced Excel 2007 - Handoutphanisai100% (1)
- 16Document19 pages16phanisai100% (2)
- 01bDocument27 pages01bphanisaiNo ratings yet
- TocDocument1 pageTocphanisaiNo ratings yet
- 10bDocument18 pages10bphanisai100% (2)
- PrefDocument1 pagePrefphanisaiNo ratings yet
- Area & VolumeDocument3 pagesArea & VolumephanisaiNo ratings yet
- 1Document1 page1phanisaiNo ratings yet
- 12aDocument14 pages12aphanisaiNo ratings yet
- Ecosystem CyclesDocument11 pagesEcosystem CyclesMohammad ShormanNo ratings yet
- Pharmacognosy Lecture # 7+8 (Lipids) (By, Sir Tanveer Khan)Document40 pagesPharmacognosy Lecture # 7+8 (Lipids) (By, Sir Tanveer Khan)Arslan AbdullahNo ratings yet
- Carbon Enrichment in Mo SteelDocument50 pagesCarbon Enrichment in Mo SteelDhananjay ShimpiNo ratings yet
- Sol Gel Synthesis of Nanocrystalline Magnesium Fluoride Its Use in The Preparation of MgF2 Films and MgF2 SiO2 Composites 1996 Chemistry of MaterialsDocument8 pagesSol Gel Synthesis of Nanocrystalline Magnesium Fluoride Its Use in The Preparation of MgF2 Films and MgF2 SiO2 Composites 1996 Chemistry of MaterialskarthikdhadalaNo ratings yet
- Assignment 1Document3 pagesAssignment 1Miraj savani100% (1)
- BHMA Finish ChartDocument5 pagesBHMA Finish ChartRey Eduard Q. UmelNo ratings yet
- Chapter: Semiconductor Electronics: Materials, Devices and Simple Circuits (One Mark Questions)Document19 pagesChapter: Semiconductor Electronics: Materials, Devices and Simple Circuits (One Mark Questions)khannapuneetNo ratings yet
- Effect of The Varying Levels of Wood Vinegar On SunflowerDocument7 pagesEffect of The Varying Levels of Wood Vinegar On SunflowerYamaguchi KumikoNo ratings yet
- Fiitjee PDT Courseware FTRE - 8th Moving To 9th-PHY-ColourDocument10 pagesFiitjee PDT Courseware FTRE - 8th Moving To 9th-PHY-ColourYASHNo ratings yet
- Chemical EquilibriumDocument162 pagesChemical EquilibriumAshok PradhanNo ratings yet
- Material GroupsDocument36 pagesMaterial Groupsatish chandra GautamNo ratings yet
- Pre Combustion CaptureDocument3 pagesPre Combustion CaptureArooshbabu BabuNo ratings yet
- 1 2Document65 pages1 2AQEESHA NUWAIRA BINTI USMAN BN21110154No ratings yet
- ข้อสอบ CARGO 2 FINAL เฉลย 255 ข้อDocument67 pagesข้อสอบ CARGO 2 FINAL เฉลย 255 ข้อKittisak ch.No ratings yet
- hssc0500t Chaptest ADocument6 pageshssc0500t Chaptest AAseel AburajabNo ratings yet
- Metabolisme KarbohidratDocument56 pagesMetabolisme KarbohidratAnonymous QCMhA4wNgBNo ratings yet
- LIB (Lithium Ion Battery)Document27 pagesLIB (Lithium Ion Battery)Ericke Nandita MaharaniNo ratings yet
- Bioscrn PDFDocument69 pagesBioscrn PDFNicolas CancioNo ratings yet
- Gas Laws Worksheet #2 Boyles Charles and CombinedDocument3 pagesGas Laws Worksheet #2 Boyles Charles and CombinedJeromeNo ratings yet
- GelDoc XR Sole Source SpecificationsDocument3 pagesGelDoc XR Sole Source SpecificationsdnajenNo ratings yet
- Abstract of ASTM A574M 1997Document7 pagesAbstract of ASTM A574M 1997Jesse ChenNo ratings yet
- 8 B 829 B 1 Af 50 Aeb 45 D 91 DDocument6 pages8 B 829 B 1 Af 50 Aeb 45 D 91 Dapi-400268497No ratings yet