You might also like
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Spider Man 3Document32 pagesSpider Man 3Yiyao XuNo ratings yet
- Sizing of Air ReceiverDocument6 pagesSizing of Air Receiverraghu_mn100% (1)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Lee Duct Size by Dp100 (Rev5)Document11 pagesLee Duct Size by Dp100 (Rev5)Sam Jose100% (1)
- Compressed Air Systems: Fix LeaksDocument33 pagesCompressed Air Systems: Fix LeaksPradip GuptaNo ratings yet
- Fantastic Godbey JohnsonDocument8 pagesFantastic Godbey JohnsonOleg LevchiyNo ratings yet
- Course Number: Me 433 Fluidics: Pneumatic System & CircuitDocument16 pagesCourse Number: Me 433 Fluidics: Pneumatic System & CircuitM RazzaqueNo ratings yet
- Paper 3 - Set A Key: Paper - 3: Energy Efficiency in Electrical UtilitiesDocument18 pagesPaper 3 - Set A Key: Paper - 3: Energy Efficiency in Electrical UtilitiesDalveer SinghNo ratings yet
- Air Compressor EnergyDocument5 pagesAir Compressor EnergyAnonymous JUOvlONfNo ratings yet
- 10 Ways To Make Your Compressor Installation More Energy EfficientDocument7 pages10 Ways To Make Your Compressor Installation More Energy EfficientKamel NefziNo ratings yet
- Pocket Guide To Air Line DistributionDocument44 pagesPocket Guide To Air Line DistributionMarcos Aldana Villalda100% (2)
- Compressed Air Supply: Training NotesDocument22 pagesCompressed Air Supply: Training NotesardianalimNo ratings yet
- Screw Comp VS Reciproctng CompDocument2 pagesScrew Comp VS Reciproctng CompKRUNALNo ratings yet
- Air CompressorsDocument68 pagesAir CompressorsRaja RamNo ratings yet
- Air CompressorDocument31 pagesAir CompressorEr Bali Pandhare33% (3)
- Boiler Soot-Blowing in Power Plants - Compressed Air Best PracticesDocument8 pagesBoiler Soot-Blowing in Power Plants - Compressed Air Best PracticesRoland NicolasNo ratings yet
- Air CompreesorDocument59 pagesAir CompreesorramprakashpatelNo ratings yet
- Compressed Air BasicsDocument18 pagesCompressed Air Basicsmusa100% (1)
- Compressed Air System Economics: A Simple Calculation. The Following Data IsDocument4 pagesCompressed Air System Economics: A Simple Calculation. The Following Data IsMustangNvNo ratings yet
- NYB Fan Handbook - 2007Document112 pagesNYB Fan Handbook - 2007José Pedro Casagrande Trentín100% (1)
- Motors Ametek Tech Cross Ref PDFDocument19 pagesMotors Ametek Tech Cross Ref PDFYe Alhadar0% (1)
- Compressed Air Energy Savings ProjectsDocument64 pagesCompressed Air Energy Savings ProjectsjaimeNo ratings yet
- Calculating Receivers in Compressed Air SystemsDocument4 pagesCalculating Receivers in Compressed Air Systemsdharwin100% (1)
- Design of Vacuum Systems For Crude Oil Vacuum Tower DistillationDocument5 pagesDesign of Vacuum Systems For Crude Oil Vacuum Tower DistillationnasirmuzaffarNo ratings yet
- PneumaticsDocument53 pagesPneumaticsAvijit ShuklaNo ratings yet
- LPG Bottling Plant - Case Study in Energy SavingsDocument6 pagesLPG Bottling Plant - Case Study in Energy Savingskiranphalak100% (2)
- Best Practices and Tips For Compressed Air Piping SystemsDocument19 pagesBest Practices and Tips For Compressed Air Piping SystemsAnonymous 70lCzDJvNo ratings yet
- Compressed Air in Textile IndustryDocument3 pagesCompressed Air in Textile IndustryMahalakshmi GanesanNo ratings yet
- Compressed Air Energy Efficiency PDFDocument95 pagesCompressed Air Energy Efficiency PDFYASSERHENDY80100% (2)
- Air CompressorsDocument44 pagesAir CompressorsZYJA DLANE MALITNo ratings yet
- The Equal Friction Method of Sizing Ducts Is Easy and Straightforward To UseDocument8 pagesThe Equal Friction Method of Sizing Ducts Is Easy and Straightforward To UseRamil BelmonteNo ratings yet
- Encon Basement VentilationDocument15 pagesEncon Basement VentilationLuis Alfonso González VergaraNo ratings yet
- 07 - Zarnowsky-Air Rev ADocument19 pages07 - Zarnowsky-Air Rev Abaobinh1988No ratings yet
- Efficiency For Motors and PumpsDocument6 pagesEfficiency For Motors and Pumpsyamaha100% (1)
- Pressure Ake Int Absolute Stage Last of Pressure e Arg Disch AbsoluteDocument8 pagesPressure Ake Int Absolute Stage Last of Pressure e Arg Disch Absolutemasih tadayonNo ratings yet
- Mine VentilationDocument3 pagesMine VentilationAbl EdwrNo ratings yet
- Minimizing Fan Energy CostsDocument9 pagesMinimizing Fan Energy Costsmemep1No ratings yet
- Blower Selection For Wastewater AerationDocument10 pagesBlower Selection For Wastewater AerationRobert MontoyaNo ratings yet
- Comp Air Design GuideDocument23 pagesComp Air Design GuideSaurabh Singh100% (1)
- Kitchen Ventilation ExampleDocument4 pagesKitchen Ventilation ExamplePretty NatyNo ratings yet
- Airflow - Engineering - 101 PDFDocument5 pagesAirflow - Engineering - 101 PDFlawwumcNo ratings yet
- Compressed Air: Power Quality & Utilisation GuideDocument11 pagesCompressed Air: Power Quality & Utilisation GuideZahid SbNo ratings yet
- Head Pressure RefrigerationDocument6 pagesHead Pressure RefrigerationGeorge MavromatidisNo ratings yet
- Compressed Air 2Document32 pagesCompressed Air 2jaime100% (1)
- U3 Reciprocating Air Compressor: TitleDocument14 pagesU3 Reciprocating Air Compressor: TitleShahir Afif Islam0% (1)
- Compressed Air SystemsDocument26 pagesCompressed Air SystemsRajeshNo ratings yet
- Fan Fundamentals - Greenheck (May2005)Document24 pagesFan Fundamentals - Greenheck (May2005)jagdishgharoteNo ratings yet
- Sizing Technical Brief FinalDocument3 pagesSizing Technical Brief FinalBelalNorNo ratings yet
- Cost Savings - Steam Air MotorsDocument25 pagesCost Savings - Steam Air MotorsNouhaila BattahNo ratings yet
- SMC The PneubookDocument79 pagesSMC The PneubookTisha LaneNo ratings yet
- AHU FansDocument14 pagesAHU Fansmirali74No ratings yet
- Cut Cost of Air CompressorDocument3 pagesCut Cost of Air CompressorNaeem HussainNo ratings yet
- Airline Accessories Catalogue Eng Tcm795-1611329Document51 pagesAirline Accessories Catalogue Eng Tcm795-1611329Chris Jessiemae TemporalNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Oral and Practical Review: Reflections on the Part 147 CourseFrom EverandOral and Practical Review: Reflections on the Part 147 CourseNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Prevention of Actuator Emissions in the Oil and Gas IndustryFrom EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNo ratings yet
- Condenser Relief CalculatorDocument10 pagesCondenser Relief CalculatorRichard Bersola Estonilo100% (2)
- Air FightingDocument2 pagesAir FightingSam JoseNo ratings yet
- FoamDocument23 pagesFoamSam JoseNo ratings yet
- Air Conditioning LegendDocument4 pagesAir Conditioning LegendSam JoseNo ratings yet
- Piping Guide Part 1Document156 pagesPiping Guide Part 1Sam JoseNo ratings yet
- Manrose Vent Axia Ventilation Fan CatalogueDocument92 pagesManrose Vent Axia Ventilation Fan CatalogueEngJtonui100% (1)
- TitusAir OutletsDocument56 pagesTitusAir Outletszak5555No ratings yet
- Jet DiffuserDocument12 pagesJet DiffuserSam JoseNo ratings yet
- FumehoodDocument20 pagesFumehoodfelipecam5No ratings yet
- 36inch 6burner Range Royal 36 RangeDocument2 pages36inch 6burner Range Royal 36 RangeSam JoseNo ratings yet
- Duct FittingsDocument31 pagesDuct FittingsSam Jose100% (7)
- Flow-Cubic Feet Per Minute (Acfm) Flow-Cubic Feet Per Minute (Acfm)Document1 pageFlow-Cubic Feet Per Minute (Acfm) Flow-Cubic Feet Per Minute (Acfm)Sam JoseNo ratings yet
- Brunei Through My LensDocument139 pagesBrunei Through My LensSam JoseNo ratings yet
- Autocad ShortcutsDocument13 pagesAutocad ShortcutsKriscel CaraanNo ratings yet
- HVAC Refrigerent Piping Reference ManualDocument41 pagesHVAC Refrigerent Piping Reference ManualSam JoseNo ratings yet
- English VocabulariesDocument1 pageEnglish VocabulariesSam JoseNo ratings yet
- Gypsum WallDocument48 pagesGypsum WallSam JoseNo ratings yet
- Air Duct CalculatorDocument1 pageAir Duct Calculatoraravoof84No ratings yet
- Fire Alarm Sample ProjectDocument3 pagesFire Alarm Sample ProjectSam Jose100% (1)
- Introduction To Marine MachineriesDocument13 pagesIntroduction To Marine MachineriessrcattozziNo ratings yet
- Piston Head Analysis - AnsysDocument5 pagesPiston Head Analysis - Ansyssamar kadamNo ratings yet
- Design of Water SystemDocument18 pagesDesign of Water Systempolaris100% (1)
- Unit - Ii Switching TransientsDocument42 pagesUnit - Ii Switching Transientsshree100% (5)
- LAB 4: Three-Phase Uncontrolled Rectifier With PSIM Larning ObjectivesDocument7 pagesLAB 4: Three-Phase Uncontrolled Rectifier With PSIM Larning ObjectivesMO 'No ratings yet
- Instrument Data Sheets FormatsDocument165 pagesInstrument Data Sheets Formatsrathnam.pm100% (1)
- Worldpremium: AC-250M/156-60S AC-255M/156-60S AC-260M/156-60SDocument2 pagesWorldpremium: AC-250M/156-60S AC-255M/156-60S AC-260M/156-60SSeptimiu BotaNo ratings yet
- MJR For 30M Maintenance Check of Check ValvesDocument9 pagesMJR For 30M Maintenance Check of Check Valvesxtremewhiz100% (1)
- CEMPRO Plus-Cementing Job ModelDocument2 pagesCEMPRO Plus-Cementing Job ModelSudhir ShastriNo ratings yet
- Alkylation PDFDocument7 pagesAlkylation PDFVasthadu Vasu Khanan DLNo ratings yet
- Fuel Cell or Battery Electric Cars Are The Future-07Document9 pagesFuel Cell or Battery Electric Cars Are The Future-07jshreya100% (1)
- Load Flow - CompleteDocument24 pagesLoad Flow - CompleteJohn Cristouv CortezNo ratings yet
- Product Data Sheet: Motor - M40 - Sepam Series 40Document2 pagesProduct Data Sheet: Motor - M40 - Sepam Series 40Akriti AgrawalNo ratings yet
- Design 8 ConsheetDocument7 pagesDesign 8 ConsheetEryl David BañezNo ratings yet
- Training ReportDocument21 pagesTraining ReportPiyush Khandait0% (1)
- 2018 - Integrated Annual ReportDocument205 pages2018 - Integrated Annual ReportazshpNo ratings yet
- Water TankDocument50 pagesWater TankHani HusainiNo ratings yet
- Test 8 ch8 Phy 9thDocument1 pageTest 8 ch8 Phy 9thMurtazaNo ratings yet
- Fundamentals of HV Circuit-BreakersDocument22 pagesFundamentals of HV Circuit-BreakersBastian OspinaNo ratings yet
- RBO MagiciansDocument3 pagesRBO MagiciansJenwar AbdulahNo ratings yet
- UBL3&4 E 0 G0 ES AA0 002P - R3 - Color Schedule For Power PlantDocument12 pagesUBL3&4 E 0 G0 ES AA0 002P - R3 - Color Schedule For Power PlantAdvent ManurungNo ratings yet
- 4-LET - General Education - SCIENCE 82-109Document28 pages4-LET - General Education - SCIENCE 82-109Rogen Hemodo67% (6)
- Curricula Civil - HstuDocument22 pagesCurricula Civil - HstuMononNo ratings yet
- N468190, DCD996Document60 pagesN468190, DCD996Luís A. BlancoNo ratings yet
- Floral Park Bellerose School HomeworkDocument7 pagesFloral Park Bellerose School Homeworkcfahr5he100% (1)
- Water Pipe SizingDocument40 pagesWater Pipe SizingAfzal Khan100% (2)
- Synchronous Machines Question BankDocument10 pagesSynchronous Machines Question BankelecenggNo ratings yet
- Assignment#2, Potential, Capacitors, Magnetic Force and FieldDocument5 pagesAssignment#2, Potential, Capacitors, Magnetic Force and FieldBilal KhalidNo ratings yet
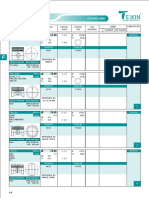
- Teikin Catalog Vol 18-Automotive FiatDocument6 pagesTeikin Catalog Vol 18-Automotive FiatJuan Esteban Ordoñez BonillaNo ratings yet