You might also like
- Identifying Casting DefectsDocument4 pagesIdentifying Casting Defectsdarwin_huaNo ratings yet
- Common Metal Casting DefectsDocument12 pagesCommon Metal Casting DefectsMACKAY9999No ratings yet
- Casting Defect Guide with 28 Types & PicturesDocument12 pagesCasting Defect Guide with 28 Types & PicturesFarhan EllahiNo ratings yet
- 21 Casting Defects and How To Prevent Them in Your ProductsDocument1 page21 Casting Defects and How To Prevent Them in Your ProductsmkmkhairiNo ratings yet
- Casting DefectsDocument14 pagesCasting Defectsadbsalman734No ratings yet
- 21 Types Casting DefectsDocument94 pages21 Types Casting DefectsNarayanakumar A.PNo ratings yet
- Casting Defects Guide - Identification and CausesDocument10 pagesCasting Defects Guide - Identification and CausesAbhinav Pratap MauryaNo ratings yet
- Casting Defects - Sand Mold, Metal Casting PDFDocument10 pagesCasting Defects - Sand Mold, Metal Casting PDFAbhinav Pratap MauryaNo ratings yet
- Common Casting Defects - Sand Mold, Metal CastingDocument10 pagesCommon Casting Defects - Sand Mold, Metal CastingAbhinav Pratap MauryaNo ratings yet
- Welding DefectsDocument94 pagesWelding DefectsesamhamadNo ratings yet
- Casting Defects - Sand Mold, Metal CastingDocument9 pagesCasting Defects - Sand Mold, Metal CastingKavita KaleNo ratings yet
- Casting Defects & CausesDocument15 pagesCasting Defects & CausesAbhinav Pratap MauryaNo ratings yet
- Casting Defects & CausesDocument15 pagesCasting Defects & CausesAbhinav Pratap MauryaNo ratings yet
- Welddefects As Per Iso 5817Document40 pagesWelddefects As Per Iso 5817shruthiNo ratings yet
- Types of CrackingDocument26 pagesTypes of CrackingAnonymous c3eiDyWNo ratings yet
- Experiment No. 8 Casting Defects: Aim: TheoryDocument5 pagesExperiment No. 8 Casting Defects: Aim: TheoryDhananjay ShimpiNo ratings yet
- Welding Defect: Hydrogen EmbrittlementDocument8 pagesWelding Defect: Hydrogen EmbrittlementShajin Mohammed ShamsudhinNo ratings yet
- Casting Defects2Document10 pagesCasting Defects2rajeevkv4No ratings yet
- Defect and LimitationDocument4 pagesDefect and LimitationFirdaus IliasNo ratings yet
- Typical Casting DefectsDocument16 pagesTypical Casting DefectsSeah Ying ZhiNo ratings yet
- 10 Common Chrome Plating DefectsDocument3 pages10 Common Chrome Plating DefectsRicardo GaringNo ratings yet
- REQUIRME_ASSIGNMENT3Document4 pagesREQUIRME_ASSIGNMENT3Cyber RoseNo ratings yet
- Welding ImperfectionsDocument26 pagesWelding ImperfectionsABDELGHANI HIBAOUINo ratings yet
- Weld Quality Inspection and DefectsDocument9 pagesWeld Quality Inspection and DefectsNIDHOM IQBAL RAMADHANNo ratings yet
- Welding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal CrackingDocument9 pagesWelding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal Crackinglakshmigsr6610No ratings yet
- DefectsDocument51 pagesDefectsCollege BoysNo ratings yet
- Casting DefectsDocument5 pagesCasting DefectskuttachicheraiNo ratings yet
- Weld Defect - WikeepidiaDocument5 pagesWeld Defect - Wikeepidiapuri16No ratings yet
- Defect Related FailuresDocument24 pagesDefect Related FailuresAhmad AloudahNo ratings yet
- Casting DefectsDocument20 pagesCasting Defectsvraj_h_thakarNo ratings yet
- Casting DefectsDocument35 pagesCasting DefectsYaser Mohamed AbasNo ratings yet
- Surface Quality DefectsDocument38 pagesSurface Quality DefectsJerry PraweenNo ratings yet
- Metal CastingDocument69 pagesMetal CastingMohd Mansoor HasanNo ratings yet
- 4.casting DefectsDocument12 pages4.casting DefectsGraham KundaiNo ratings yet
- Casting DefectsDocument7 pagesCasting Defectsmannu_riderNo ratings yet
- Defect in Casting For Amie Manufacturing Technology and Manufacturing ScienceDocument33 pagesDefect in Casting For Amie Manufacturing Technology and Manufacturing ScienceparameshwaranpraveenNo ratings yet
- Forging Defects and Residual Stresses in ForgingDocument21 pagesForging Defects and Residual Stresses in ForgingAnna100% (3)
- Casting Defects in SteelsDocument4 pagesCasting Defects in SteelsShamsur Rahman Russell100% (1)
- Casting Defects by Ispat GuruDocument5 pagesCasting Defects by Ispat GuruMuhammad FaisalNo ratings yet
- NDT Discontinuities - World of NDTDocument51 pagesNDT Discontinuities - World of NDTHòa NguyễnNo ratings yet
- DefectsDocument29 pagesDefectsHarsha Vardhan MeduriNo ratings yet
- Visual TestingDocument95 pagesVisual TestingLeon Heart FCNo ratings yet
- Ultrasonic Testing HandbookDocument29 pagesUltrasonic Testing HandbookP A KumarNo ratings yet
- Repair WeldsDocument57 pagesRepair WeldsJoseph Jordan Aguilar OndeNo ratings yet
- Defects in Cold Rolled ProductsDocument41 pagesDefects in Cold Rolled ProductsJagdish MishraNo ratings yet
- Metal Casting Is A Complex Process That Involves The Application of High Pressure To Molten MetalDocument7 pagesMetal Casting Is A Complex Process That Involves The Application of High Pressure To Molten MetalMaria SarwatNo ratings yet
- Welding Defects Part 4Document56 pagesWelding Defects Part 4Nanang Cesc UttaNo ratings yet
- Defects in Forming ProcessDocument7 pagesDefects in Forming ProcessDhruv BhandariNo ratings yet
- WELDING DEFECTSDocument4 pagesWELDING DEFECTSSidharth Kashyap BorthakurNo ratings yet
- JournalDocument4 pagesJournalARAVIND KRISHNANo ratings yet
- Casting DefectsDocument24 pagesCasting DefectsRadheshyam Suwalka100% (1)
- Pipeline Inspector 1667834732Document57 pagesPipeline Inspector 1667834732Dhani de EngineurNo ratings yet
- Effect of Elemental Sulfur On Pitting Corrosion of SteelsDocument8 pagesEffect of Elemental Sulfur On Pitting Corrosion of SteelsGovindan KrishnamoorthybashyamNo ratings yet
- Common weld discontinuities and defects guideDocument28 pagesCommon weld discontinuities and defects guideAmyNo ratings yet
- Metal CastingDocument69 pagesMetal CastingChalamaiah GuntupalliNo ratings yet
- Types of Welding Defects PDFDocument12 pagesTypes of Welding Defects PDFDhiab Mohamed AliNo ratings yet
- Welding DefectsDocument30 pagesWelding DefectsSane ShajanNo ratings yet
- Rolling Defects ReportDocument4 pagesRolling Defects ReportMohamed AlkharashyNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Cab. Reg. No. 87 - Requirements For Steel Melting Equipment Etc.Document18 pagesCab. Reg. No. 87 - Requirements For Steel Melting Equipment Etc.rajeevkv4No ratings yet
- Chapter 13 - Heat Treatment of SteelsDocument60 pagesChapter 13 - Heat Treatment of SteelsRecep VatanseverNo ratings yet
- POLYTUNG-NICRBWC DatasheetDocument1 pagePOLYTUNG-NICRBWC Datasheetrajeevkv4No ratings yet
- Ielts App FormDocument8 pagesIelts App FormrafavandervaartNo ratings yet
- Casting Defects2Document10 pagesCasting Defects2rajeevkv4No ratings yet
- Sand Casting PresentationDocument40 pagesSand Casting Presentationsiddiqsiddiq85No ratings yet
- Electric Furnace SteelDocument9 pagesElectric Furnace Steelrajeevkv4No ratings yet
- Sand Casting PresentationDocument40 pagesSand Casting Presentationsiddiqsiddiq85No ratings yet
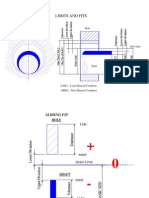
- Limits and fits in sliding and transition fitsDocument8 pagesLimits and fits in sliding and transition fitsrajeevkv4No ratings yet
- 501 Quantitative Comparison QuestionsDocument168 pages501 Quantitative Comparison Questionsjnanmol00793% (15)
- Casting & Welding MF F343: BITS PilaniDocument26 pagesCasting & Welding MF F343: BITS Pilanivishwak tejaNo ratings yet
- Simple Shells Shawl Crochet PatternDocument3 pagesSimple Shells Shawl Crochet PatternMary MorstanNo ratings yet
- Bayou Bears Rose: "Wee Bear" Crochet PatternDocument11 pagesBayou Bears Rose: "Wee Bear" Crochet PatternЕлена КравецNo ratings yet
- 2021 NADCA ToolingDocument3 pages2021 NADCA ToolingMarcosNo ratings yet
- Grinding Wheels, Honing Stones and Turning BitsDocument6 pagesGrinding Wheels, Honing Stones and Turning BitsSamer SalibaNo ratings yet
- The Art of Woodworking - Cabinetmaking 1992Document148 pagesThe Art of Woodworking - Cabinetmaking 1992ghimpe--100% (13)
- Setup Sheet Report: Mill DefaultDocument5 pagesSetup Sheet Report: Mill DefaultGandi SaputraNo ratings yet
- BSc Fashion Designing Course DetailsDocument10 pagesBSc Fashion Designing Course DetailsNaafila ParveenNo ratings yet
- Chapter 1 ReviewerDocument10 pagesChapter 1 ReviewerKeybee AcquiatNo ratings yet
- Concrete: Designed by Nicole-Feller JohnsonDocument2 pagesConcrete: Designed by Nicole-Feller JohnsonJWilh50% (2)
- Miku PigamiCrochet A2410 (2)Document31 pagesMiku PigamiCrochet A2410 (2)rox100% (1)
- The Birth of KhadiDocument3 pagesThe Birth of Khadihemrajfulbandhe816No ratings yet
- Cuff To Cuff CardiganDocument2 pagesCuff To Cuff Cardiganandiscrbd100% (1)
- Aeng 261 - Paes 320Document47 pagesAeng 261 - Paes 320lennahfe19100% (1)
- Burb UjaDocument5 pagesBurb UjaLuz Stella CorderoNo ratings yet
- IscarDocument158 pagesIscarDOBJAN100% (1)
- Water Jet Machining Seminar on Abrasive Waterjet Cutting ProcessDocument20 pagesWater Jet Machining Seminar on Abrasive Waterjet Cutting ProcesskalyanamanoharNo ratings yet
- Wednesday Addams Cuff PatternDocument8 pagesWednesday Addams Cuff PatternYs BiscuitNo ratings yet
- Asme B1.11-1958 (2016)Document12 pagesAsme B1.11-1958 (2016)vijay pawarNo ratings yet
- Milly Eng PDFDocument4 pagesMilly Eng PDFCarmen MaximNo ratings yet
- KomPass-Drilling ENDocument1 pageKomPass-Drilling ENJohn LiaromatisNo ratings yet
- 2Document77 pages2Pothuri SuneeldathNo ratings yet
- Eifeler Coating Guide SPRDocument2 pagesEifeler Coating Guide SPRakshay2761No ratings yet
- Free PPT Templates: Insert The Subtitle of Your PresentationDocument48 pagesFree PPT Templates: Insert The Subtitle of Your PresentationKAJGSGJBNDCKDTZNFDEVNo ratings yet
- Overlock, Flatlock Machine. SpmeDocument28 pagesOverlock, Flatlock Machine. Spmeadibhai0667% (3)
- Make A Chicken Viking HatDocument10 pagesMake A Chicken Viking HatLeah ArchardNo ratings yet
- Sheet Metal DesignDocument39 pagesSheet Metal DesignGokul ganeshNo ratings yet
- Knitted Toys PDFDocument20 pagesKnitted Toys PDFMa2rina100% (2)
- QuiltersCompanion n87Document156 pagesQuiltersCompanion n87Petya Kirilova Maneva86% (7)
- ALL NewwDocument120 pagesALL NewwShaikh Muhammad Talha 1883095No ratings yet