You might also like
- 4.84kWh - Standard - Product Specification - R0.2 - 20190319Document48 pages4.84kWh - Standard - Product Specification - R0.2 - 20190319danilo reyesNo ratings yet
- Cet 5 User ManualDocument235 pagesCet 5 User ManualChristian Bourke100% (1)
- Preconisation Kerui2Document12 pagesPreconisation Kerui2zinouNo ratings yet
- N310 Manual (En) V01Document111 pagesN310 Manual (En) V01Jayesh Gohil100% (1)
- Catalog CQ Part2 PDFDocument328 pagesCatalog CQ Part2 PDFTan JaiNo ratings yet
- Item:130ST Series Servo Motor: SpecificationsDocument4 pagesItem:130ST Series Servo Motor: Specificationsn13t0314No ratings yet
- PCE01 SpecificationDocument3 pagesPCE01 SpecificationTTBVSNo ratings yet
- V90 Profinet Instrukcja ObsługiDocument332 pagesV90 Profinet Instrukcja Obsługiayman qunaibiNo ratings yet
- Kdp20 - kgp20 Bomba de AguaDocument1 pageKdp20 - kgp20 Bomba de AguaRoy RamosNo ratings yet
- E20001 A280 P670 V3 7600Document32 pagesE20001 A280 P670 V3 7600Chandra Krishna Mandhidi0% (1)
- TS-870 Service Manual (OCR)Document157 pagesTS-870 Service Manual (OCR)yu7aw100% (1)
- ltw32 42dvDocument44 pagesltw32 42dvMaria de GuerreroNo ratings yet
- Sieg Sx2l ManualDocument19 pagesSieg Sx2l ManualAnonymous f6goFflg3T100% (1)
- 2307882Document116 pages2307882Jimmy McynsNo ratings yet
- Toyo Intelligent Inverter: Operating ManualDocument344 pagesToyo Intelligent Inverter: Operating ManualLAZZOLAANo ratings yet
- 9715efdi Dcmotors v1Document35 pages9715efdi Dcmotors v1agarwood0% (1)
- CZJ 2Document3 pagesCZJ 2onlyichwan wicaksonoNo ratings yet
- Hardware Manual: 1. Installing CabinetsDocument186 pagesHardware Manual: 1. Installing CabinetsPhan AnNo ratings yet
- Markem Imaje SmartLase Range DS HQ A1Document4 pagesMarkem Imaje SmartLase Range DS HQ A1shahrear sultan100% (1)
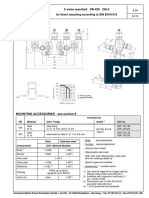
- 5 Valve Manifold PN 420 DN 5: For Direct Mounting According To DIN EN 61518Document1 page5 Valve Manifold PN 420 DN 5: For Direct Mounting According To DIN EN 61518Murat KodalNo ratings yet
- Overgangsliste Fra Compact NS Til NSXDocument48 pagesOvergangsliste Fra Compact NS Til NSXKais AbichouNo ratings yet
- Inverter 200 KWDocument2 pagesInverter 200 KWnotsag001No ratings yet
- WoodWard Egcp 2Document4 pagesWoodWard Egcp 2Julian Pompy Buitrago Carrascal100% (1)
- XG413G XG413G XG413G XG413G Mod: Mod: Mod: ModDocument4 pagesXG413G XG413G XG413G XG413G Mod: Mod: Mod: Modjose marcano100% (1)
- Euro EIS InverterDocument166 pagesEuro EIS Inverterpelean maesindoNo ratings yet
- Manual 000004336Document19 pagesManual 000004336ridho_kresnaNo ratings yet
- SINAMICS SINAMICS S List ManualDocument1,496 pagesSINAMICS SINAMICS S List Manualwww.otomasyonegitimi.comNo ratings yet
- 250 KW Soalr SparesDocument1 page250 KW Soalr SparesRAJENDRA PRASADNo ratings yet
- Uce-Ct220S Fault Locator: HOW TO Update TutorialDocument4 pagesUce-Ct220S Fault Locator: HOW TO Update TutorialWawan sahiriNo ratings yet
- Stranded Aluminium and Copper Cable DetailsDocument1 pageStranded Aluminium and Copper Cable Detailsislah muttaqinNo ratings yet
- DM 810Document5 pagesDM 810andersonbheringNo ratings yet
- Mitcalc 1.74 X86/X64: Download at Maximum Speed and Remove 503 ErrorDocument4 pagesMitcalc 1.74 X86/X64: Download at Maximum Speed and Remove 503 ErrorEjaz MughalNo ratings yet
- Varistores E3Document214 pagesVaristores E3Doris Elizabeth Rolón de EitzenNo ratings yet
- Prospecto SPS D BH3000Document4 pagesProspecto SPS D BH3000Marcos Zimmermann100% (1)
- SGM LEKTRA Pmag - T - ENDocument48 pagesSGM LEKTRA Pmag - T - ENEynar FrancoNo ratings yet
- Eixo Transmissao e Polia Conjunto 84MM (Wynn Marine PN 1588-009-117) PDFDocument44 pagesEixo Transmissao e Polia Conjunto 84MM (Wynn Marine PN 1588-009-117) PDFAugusto RezendeNo ratings yet
- Technical Data Hoist Drive GH 12500Document1 pageTechnical Data Hoist Drive GH 12500Mauricio CarestiaNo ratings yet
- Fisher 3661Document36 pagesFisher 3661HYDRAULICGURU100% (1)
- 3adw000175r0101 - ddc2000 - NT - Read FirstDocument32 pages3adw000175r0101 - ddc2000 - NT - Read FirstAhmed MoustafaNo ratings yet
- Holmen 200 Manual Ver 1 2 2Document24 pagesHolmen 200 Manual Ver 1 2 2Aleksandar AndonovNo ratings yet
- PL Merlin-GerinDocument119 pagesPL Merlin-GerinUmer FarooqueNo ratings yet
- UserManual TCR-25XX TCT-25X1 RET-25X2 M2072 9 English 20180509Document64 pagesUserManual TCR-25XX TCT-25X1 RET-25X2 M2072 9 English 20180509Daniel CardonaNo ratings yet
- Parameters and Signals File: PAR1HO 1Document10 pagesParameters and Signals File: PAR1HO 1Lalit Prakash100% (1)
- Pnoz Xv2 Data Sheet 1002306-En-02Document9 pagesPnoz Xv2 Data Sheet 1002306-En-02tmsxptoNo ratings yet
- Proportional Valves: Adjustment ProcedureDocument11 pagesProportional Valves: Adjustment Procedureyaniprasetyo12No ratings yet
- Manual 5U 120V Compact PSC12041140-000 V1.0Document25 pagesManual 5U 120V Compact PSC12041140-000 V1.0Fernando Valencia Giraldo100% (1)
- Positioner SIPART PS2 en-USDocument248 pagesPositioner SIPART PS2 en-USLucian IftemieNo ratings yet
- Rfid Based Security System: A Project ReportDocument22 pagesRfid Based Security System: A Project ReportHeartin HariNo ratings yet
- Error S7H Stellvertreter en PDFDocument1 pageError S7H Stellvertreter en PDFalejocmedNo ratings yet
- PilzDocument9 pagesPilzPedro BarbosaNo ratings yet
- Application Specification: Ctx150™ Matte Seal Receptacle TerminalDocument15 pagesApplication Specification: Ctx150™ Matte Seal Receptacle TerminalJitendra yadavNo ratings yet
- Instruction Manual Series 880 CIU Plus: July 2009 Part No.: 4416.526 Rev. 6Document44 pagesInstruction Manual Series 880 CIU Plus: July 2009 Part No.: 4416.526 Rev. 6nknico100% (1)
- enDocument2 pagesenMahendra Saxena100% (1)
- Dyna 60 Service Manual 713Document57 pagesDyna 60 Service Manual 713Ale GuerraNo ratings yet
- Componentes ClimavenentaDocument2 pagesComponentes ClimavenentaismaelNo ratings yet
- TB Mag ManualDocument60 pagesTB Mag Manualyanina25No ratings yet
- TTM Post TensioningDocument103 pagesTTM Post Tensioninghorea67100% (2)
- Installation and Operation: General MountingDocument9 pagesInstallation and Operation: General MountingLarry JorgensonNo ratings yet
- Front Suspension: SectionDocument19 pagesFront Suspension: Sectionfrank1220uNo ratings yet
- TA30G7Document384 pagesTA30G7Dragan100% (10)
- 20 Safety and RestraintDocument12 pages20 Safety and RestraintIqtidar ANo ratings yet
- Question Paper Code:: Reg. No.Document2 pagesQuestion Paper Code:: Reg. No.bala muruganNo ratings yet
- Automation and Controls - Nick DawkinsDocument56 pagesAutomation and Controls - Nick DawkinsRiky Fitriadi100% (1)
- 854K Wheel Dozer and Electrical System 992K Wheel LoaderDocument6 pages854K Wheel Dozer and Electrical System 992K Wheel LoaderSergio PizarroNo ratings yet
- An17831 PDFDocument9 pagesAn17831 PDFBalmiroHernandezNo ratings yet
- Ad 301 303 BH enDocument8 pagesAd 301 303 BH enLeed ENNo ratings yet
- SEBU6965-06 Before StartDocument6 pagesSEBU6965-06 Before StartLUIZ GUSTAVONo ratings yet
- 198508-1985 American Aircraft Falcon XPDocument4 pages198508-1985 American Aircraft Falcon XPfabianmeschiniNo ratings yet
- SkillELECTRIC 2023 Core Competences 11.01.23Document1 pageSkillELECTRIC 2023 Core Competences 11.01.23ahmad yasinNo ratings yet
- 4TH SEM MECH ENGG Lab Manual TOM and MeasurementDocument36 pages4TH SEM MECH ENGG Lab Manual TOM and MeasurementWbamlak AshebrNo ratings yet
- Garmin Wiring Diagrams - G3X - AllDocument15 pagesGarmin Wiring Diagrams - G3X - AllAviv SofferNo ratings yet
- High-Side Power Distribution Switch With Enable and Flag AP2820Document19 pagesHigh-Side Power Distribution Switch With Enable and Flag AP2820SangaNo ratings yet
- FORCE 12 Powered Mixer Operating Manual and User GuideDocument18 pagesFORCE 12 Powered Mixer Operating Manual and User GuideNicolasAvilaPizarroNo ratings yet
- ME 462: Introduction To MEMS: Spring 2022Document27 pagesME 462: Introduction To MEMS: Spring 2022eren onatNo ratings yet
- CMOS BatteryDocument4 pagesCMOS BatterySRL MECHNo ratings yet
- BY: R Reason For Change Date: Chk'D. R Drawing No.: 0Document1 pageBY: R Reason For Change Date: Chk'D. R Drawing No.: 0josebaldesNo ratings yet
- IGS-NT 4.3.1 New Features ListDocument33 pagesIGS-NT 4.3.1 New Features ListJo RoNo ratings yet
- GX1000 B Quick Reference ManualDocument26 pagesGX1000 B Quick Reference ManualRafał KwaśnyNo ratings yet
- K Factor For TransformerDocument2 pagesK Factor For TransformerUNNI VENUGOPAL50% (2)
- LCE Series DC-AC Inverter 1.5 KVA: SpecificationsDocument1 pageLCE Series DC-AC Inverter 1.5 KVA: SpecificationsRigoberto CabezasNo ratings yet
- MF 7060275 DA PreviewDocument31 pagesMF 7060275 DA PreviewTEAM LOUDIMANo ratings yet
- HSN CodeDocument13 pagesHSN CodeDeepak GuptaNo ratings yet
- Powerflex 520-Series Ac Drive Specifications: Technical DataDocument50 pagesPowerflex 520-Series Ac Drive Specifications: Technical DataaguilerabrNo ratings yet
- 3600 Vs 1800 RPM Op Speed Bombas MagnéticasDocument1 page3600 Vs 1800 RPM Op Speed Bombas MagnéticasRodolfo RamírezNo ratings yet
- Aircraft Technical and GeneralDocument8 pagesAircraft Technical and GeneralNagapranav Nagapranavm.j100% (1)
- FICHA TÉCNICA PLANTA 500kVA 1Document4 pagesFICHA TÉCNICA PLANTA 500kVA 1Mauricio González CaycedoNo ratings yet
- STRALIS-The Transport ProfissionalDocument26 pagesSTRALIS-The Transport Profissionalashraf moftahNo ratings yet
- 1ZKM9121-03 Rev5 - Transformer TOB (2) Bushing (171103)Document12 pages1ZKM9121-03 Rev5 - Transformer TOB (2) Bushing (171103)Ivan Saddam A. SiregarNo ratings yet
- Samsung RF22K9381SR RefrigeratorDocument220 pagesSamsung RF22K9381SR Refrigeratorhoward.deiner1674No ratings yet
- Manual Yamato Muffle FurnaceDocument46 pagesManual Yamato Muffle FurnaceMelany MonroyNo ratings yet