You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Room Integrity Testing, Room Integrity Test, Enclosure Integrity Testing, Blower Door Test PDFDocument6 pagesRoom Integrity Testing, Room Integrity Test, Enclosure Integrity Testing, Blower Door Test PDFJomyJose100% (1)
- Statistical Tolerance Stack AnalysisDocument52 pagesStatistical Tolerance Stack Analysisdineshnexus100% (1)
- Basic GD&T CourseDocument204 pagesBasic GD&T CoursePrabakaran Mohan100% (17)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- All You Need To Know About FansDocument10 pagesAll You Need To Know About FansgertibajNo ratings yet
- BS Standard For Cable LayingDocument2 pagesBS Standard For Cable Layingmurali50% (2)
- (Ebook - English) - ToEFL - ToEFL Essay Writing Tips-1Document7 pages(Ebook - English) - ToEFL - ToEFL Essay Writing Tips-1gertibajNo ratings yet
- Humes Precast Concrete Solutions Iss6Document86 pagesHumes Precast Concrete Solutions Iss6Leon BruceNo ratings yet
- Economiser & DrumDocument75 pagesEconomiser & DrumGaurav ChauhanNo ratings yet
- 30 Cheat Codes For Getting Ahead in LifeDocument12 pages30 Cheat Codes For Getting Ahead in LifegertibajNo ratings yet
- Brochure - Valves For Slurry Transport (En) .Document14 pagesBrochure - Valves For Slurry Transport (En) .gertibajNo ratings yet
- Steam or Valve Bronze Castings: Standard Specification ForDocument3 pagesSteam or Valve Bronze Castings: Standard Specification ForgertibajNo ratings yet
- LED Lighting Management SolutionsDocument16 pagesLED Lighting Management SolutionsgertibajNo ratings yet
- Loaded Flat Plate Stress CalculationsDocument7 pagesLoaded Flat Plate Stress CalculationsgertibajNo ratings yet
- FatigueandDurabilityExplained JeffMantleynCode PDFDocument99 pagesFatigueandDurabilityExplained JeffMantleynCode PDFgertibajNo ratings yet
- Lookup and Match For ExcelDocument2 pagesLookup and Match For ExcelgertibajNo ratings yet
- Valves 101: Gobind KhianiDocument56 pagesValves 101: Gobind Khianikongara_inst1118No ratings yet
- Common Questions Heat PipesDocument2 pagesCommon Questions Heat PipesgertibajNo ratings yet
- Design Your Own Business Documents PDFDocument52 pagesDesign Your Own Business Documents PDFgertibajNo ratings yet
- National Power Designer114Document8 pagesNational Power Designer114maclciNo ratings yet
- Calculating Interface ResistanceDocument9 pagesCalculating Interface ResistancegertibajNo ratings yet
- Thread FastenerDocument54 pagesThread FastenerJogi Oscar SinagaNo ratings yet
- Set page numbers Word 2003Document4 pagesSet page numbers Word 2003Mydays31No ratings yet
- AFD ControlDocument20 pagesAFD Controlgertibaj100% (1)
- NECAMSID DC/AC Pure Sine Wave InverterDocument57 pagesNECAMSID DC/AC Pure Sine Wave InverterohjenNo ratings yet
- Ti Smps PosterDocument2 pagesTi Smps PosterpsquarattiNo ratings yet
- PMP Questions Topic 4Document1 pagePMP Questions Topic 4gertibajNo ratings yet
- 1 DunebuggyDocument14 pages1 Dunebuggygertibaj0% (2)
- How To Read A Book, v4.0: Paul N. Edwards School of Information University of MichiganDocument10 pagesHow To Read A Book, v4.0: Paul N. Edwards School of Information University of MichiganNgô TuấnNo ratings yet
- Basics of SketchingDocument11 pagesBasics of SketchinggertibajNo ratings yet
- Lookup and Match For ExcelDocument2 pagesLookup and Match For ExcelgertibajNo ratings yet
- Lookup and Match For ExcelDocument2 pagesLookup and Match For ExcelgertibajNo ratings yet
- Equipment and Vessels 2. Rotational Equipment 3. Heaters and ExchangersDocument1 pageEquipment and Vessels 2. Rotational Equipment 3. Heaters and ExchangersgertibajNo ratings yet
- Build Backyard Deck Project in Time for PartyDocument2 pagesBuild Backyard Deck Project in Time for PartygertibajNo ratings yet
- ETABS Steel Frame Design: AISC 360-16 Steel Section Check (Strength Summary)Document2 pagesETABS Steel Frame Design: AISC 360-16 Steel Section Check (Strength Summary)Obaid Ur RehmanNo ratings yet
- Rapid Freezing Prototyping With Water (4PS09MCM02)Document20 pagesRapid Freezing Prototyping With Water (4PS09MCM02)Chetan MaskiNo ratings yet
- System Sensor DST1 Data SheetDocument8 pagesSystem Sensor DST1 Data SheetJMAC SupplyNo ratings yet
- J-STD-004B:: A New Twist On An Old StandardDocument34 pagesJ-STD-004B:: A New Twist On An Old StandardKishor JadhavNo ratings yet
- Trox Webconfiguration: VDW-Q-Z-H-M-L/600x24Document1 pageTrox Webconfiguration: VDW-Q-Z-H-M-L/600x24amenokoeNo ratings yet
- 3.032 Problem Set 2 Solutions: Due: Start of Lecture, 09.21.07Document16 pages3.032 Problem Set 2 Solutions: Due: Start of Lecture, 09.21.07Pkay TandohNo ratings yet
- Refrigeration and Air Conditioning Lecture NotesDocument10 pagesRefrigeration and Air Conditioning Lecture NotesEngku KhairiNo ratings yet
- Eth 7000024824 SNGH Hospital BQQDocument79 pagesEth 7000024824 SNGH Hospital BQQchaudharyerravishankerNo ratings yet
- Specifications: Comparison of Kajaria Tiles Parameters To International Standards Bib Iso-13006:2018-09Document1 pageSpecifications: Comparison of Kajaria Tiles Parameters To International Standards Bib Iso-13006:2018-09omerNo ratings yet
- TDS 13050310 EN Silicone HT 300Document1 pageTDS 13050310 EN Silicone HT 300rezaNo ratings yet
- PistonDocument16 pagesPistonhilmy yusuf maulanaNo ratings yet
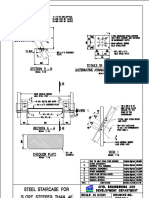
- STEEL STAIRCASE SLOPE DETAILSDocument1 pageSTEEL STAIRCASE SLOPE DETAILSExile PeachNo ratings yet
- GenPhysics2 - Q2 Module 1Document27 pagesGenPhysics2 - Q2 Module 1Jasmin SorianoNo ratings yet
- Manly Plastic IncDocument22 pagesManly Plastic IncLeah Balucan LalimNo ratings yet
- Mr. Siva KishanDocument26 pagesMr. Siva KishanNandini SNo ratings yet
- CarbonitridingDocument2 pagesCarbonitridingSelva KumarNo ratings yet
- 20020203a PDFDocument4 pages20020203a PDFtalk2sumantaNo ratings yet
- Comp 12Document36 pagesComp 12Tanu RdNo ratings yet
- Sikacryl SDocument2 pagesSikacryl Sthe pilotNo ratings yet
- Panasonic U-100PZH2E5 Air ConditionerDocument68 pagesPanasonic U-100PZH2E5 Air ConditionerRuben MarichalNo ratings yet
- VORTEX Powder Coating For Conductor Insulation of Transformer WindingsDocument4 pagesVORTEX Powder Coating For Conductor Insulation of Transformer WindingsYogesh ChadawatNo ratings yet
- Drain 600x600Document7 pagesDrain 600x600Himanshu ChaturvediNo ratings yet
- MYK Arment Company ProfileDocument16 pagesMYK Arment Company ProfileKamal RaoNo ratings yet
- Durco G4 Full Area Plug ValvesDocument8 pagesDurco G4 Full Area Plug ValvesbalajiNo ratings yet
- Green Building Practices Around the WorldDocument13 pagesGreen Building Practices Around the WorldbagasNo ratings yet
- SB Sway Brace AttachmentDocument2 pagesSB Sway Brace Attachmentrvalentino2012No ratings yet