You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
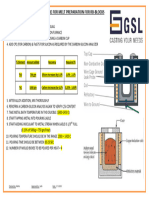
- Standard Operating Procedure For Melt Preparation For RBDocument1 pageStandard Operating Procedure For Melt Preparation For RBSiddharth GuptaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- GIMPEX Brochures-RenewDocument21 pagesGIMPEX Brochures-RenewSiddharth GuptaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Very Good Explanation of Parameters That Affect Solification of A CastingDocument9 pagesVery Good Explanation of Parameters That Affect Solification of A CastingSiddharth GuptaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Masterclass - Pouring System Part 2Document13 pagesMasterclass - Pouring System Part 2Siddharth GuptaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Technical Paper On MG Recovery & Slag Control.Document8 pagesTechnical Paper On MG Recovery & Slag Control.Siddharth GuptaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Air Supply Systemof CupolaDocument26 pagesAir Supply Systemof CupolaSiddharth GuptaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- COSTING of CASTINGDocument34 pagesCOSTING of CASTINGSiddharth Gupta100% (1)
- Sulphur 2Document8 pagesSulphur 2Siddharth GuptaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Hwang2017 Article AStudyOnEffectsOfCeramicFoamFilterDocument10 pagesHwang2017 Article AStudyOnEffectsOfCeramicFoamFilterSiddharth GuptaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- BK 782Document1 pageBK 782Siddharth GuptaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Steel Casting MetallurgyDocument258 pagesSteel Casting MetallurgySiddharth Gupta86% (7)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Grey Cast IronDocument97 pagesGrey Cast IronSiddharth GuptaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Positioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationDocument8 pagesPositioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationSiddharth GuptaNo ratings yet
- Insert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsDocument3 pagesInsert Makers Are Consolidating and Standardizing Their Once Bewildering Array of Chipgroove Designs For Carbide Turning InsertsSiddharth GuptaNo ratings yet
- India Foundry Best Practice GuideDocument325 pagesIndia Foundry Best Practice GuideSiddharth Gupta100% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Pneumatic Fittings Push in FittingsDocument7 pagesPneumatic Fittings Push in FittingsSiddharth GuptaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Bentonite For FoundriesDocument4 pagesBentonite For FoundriesSiddharth GuptaNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Micro Cavities PDFDocument4 pagesMicro Cavities PDFSiddharth GuptaNo ratings yet
- Practical Aspects of A Divided Blast CupolaDocument3 pagesPractical Aspects of A Divided Blast CupolaSiddharth GuptaNo ratings yet
- Test Procedure - Green Sand SystemDocument3 pagesTest Procedure - Green Sand SystemSiddharth Gupta100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Grade 7 Science Third Quarter Module 1Document21 pagesGrade 7 Science Third Quarter Module 1Book NoyPi67% (3)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Week 10 Tutorial QuestionsDocument3 pagesWeek 10 Tutorial QuestionsIsha ChandNo ratings yet
- Approach SlabDocument2 pagesApproach SlabMahmood Mufti100% (1)
- Architecture As SpaceDocument31 pagesArchitecture As Spaceazimkhtr50% (4)
- Two Square TEAM 82 - LondonCRUDocument53 pagesTwo Square TEAM 82 - LondonCRUAsankanathNo ratings yet
- Examination of Foot and Ankle JointDocument58 pagesExamination of Foot and Ankle JointSantosh KumarNo ratings yet
- 060610at617pm Mayday Re Are We Under Terrorist Attack YesDocument12 pages060610at617pm Mayday Re Are We Under Terrorist Attack YesRalph Charles Whitley, Sr.No ratings yet
- Core Beliefs EssayDocument7 pagesCore Beliefs Essayapi-291353846No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Intro To Threads PDFDocument4 pagesIntro To Threads PDFNANDINI BNo ratings yet
- Representing Inverse Functions Through Tables and GraphsDocument18 pagesRepresenting Inverse Functions Through Tables and GraphsJoseph BaclayoNo ratings yet
- Aim Efi Euro1 100 EngDocument8 pagesAim Efi Euro1 100 EngManuel RodriguezNo ratings yet
- Assigment On Reliance Industry: Master of Business Administration (Talentedge)Document14 pagesAssigment On Reliance Industry: Master of Business Administration (Talentedge)Mayank MalhotraNo ratings yet
- Conducting Effective Meetings WorkBookDocument36 pagesConducting Effective Meetings WorkBookCheri HoNo ratings yet
- DRRM Work Plan & PNA 2019-2022Document18 pagesDRRM Work Plan & PNA 2019-2022ARIANE I. LAGATICNo ratings yet
- SQF Edition 8 Quick Start GuideDocument27 pagesSQF Edition 8 Quick Start Guidefourat.zarkounaNo ratings yet
- Example For Financial Statement AnalysisDocument2 pagesExample For Financial Statement AnalysisMobile Legends0% (1)
- DR Draw Users Guide 0384Document224 pagesDR Draw Users Guide 0384gottes villainNo ratings yet
- Adp w2 2019 TemplateDocument1 pageAdp w2 2019 Templatetokahontas85No ratings yet
- Aspects and Style in Technical WritingDocument14 pagesAspects and Style in Technical WritingRogelio Jerome Celeste100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Employee WelfareDocument64 pagesEmployee WelfareJana DxNo ratings yet
- Grounding-101 IEEE IAS PDFDocument81 pagesGrounding-101 IEEE IAS PDFRoySnk100% (2)
- Atomic Physics Exam Qs StudentDocument7 pagesAtomic Physics Exam Qs StudentfitzttNo ratings yet
- Military-Grade Counter-Drone System: Protect Your Airspace From Drone AttacksDocument8 pagesMilitary-Grade Counter-Drone System: Protect Your Airspace From Drone Attackscroffle.inNo ratings yet
- List of Empanelled Hospitals/Diagnostic Centres, and Cghs RatesDocument1 pageList of Empanelled Hospitals/Diagnostic Centres, and Cghs RatesMurali Krishna RNo ratings yet
- Role of Women in Urban and Rural AreasDocument3 pagesRole of Women in Urban and Rural AreasUmair AltafNo ratings yet
- Dictum Giftideas 2012Document40 pagesDictum Giftideas 2012Alexandre LetellierNo ratings yet
- Minimum Drag Velocity ExplainedDocument4 pagesMinimum Drag Velocity ExplainedpersesutiNo ratings yet
- Morocco Expat GuideDocument10 pagesMorocco Expat GuidefredNo ratings yet
- CH 9 Radical Reactions 1Document19 pagesCH 9 Radical Reactions 1Darth VADERNo ratings yet
- R.K. Anand Contempt Delhi HC JudgementDocument112 pagesR.K. Anand Contempt Delhi HC JudgementSampath BulusuNo ratings yet