You might also like
- Injection Molding Process & Machine SelectionDocument72 pagesInjection Molding Process & Machine SelectionShubham ChaudharyNo ratings yet
- Setting Molding ConditionsDocument21 pagesSetting Molding Conditionssuwithy04No ratings yet
- 009 Propulsion Azimuth Thruster - SDocument504 pages009 Propulsion Azimuth Thruster - SSuchindran Varadaraj100% (1)
- Design For Plastics Unit 7Document10 pagesDesign For Plastics Unit 7Harinath GowdNo ratings yet
- Two Plate Three PlateDocument15 pagesTwo Plate Three PlateHarshvardhan KharatNo ratings yet
- WA500-1 10001-UpDocument933 pagesWA500-1 10001-UpRavinder Singh100% (5)
- 1 - Guidelines For The Injection Molding of SarlinkDocument15 pages1 - Guidelines For The Injection Molding of SarlinkMirka LukicNo ratings yet
- Optimization of Plastics Injection Molding ProcessDocument11 pagesOptimization of Plastics Injection Molding Processfaishal hafizhNo ratings yet
- Trouble Shooting in The Injection MoldingDocument41 pagesTrouble Shooting in The Injection MoldingHicham AhmamsiNo ratings yet
- Clamping Force & Tonnage CalculationDocument3 pagesClamping Force & Tonnage CalculationJyoti KaleNo ratings yet
- Injection MouldingDocument7 pagesInjection MouldingAzizol WahabNo ratings yet
- Ejector PinsDocument21 pagesEjector PinssyazwanmahadzirNo ratings yet
- Injection Molded Part Problems & Solutions With: SkillbuilderDocument2 pagesInjection Molded Part Problems & Solutions With: SkillbuilderradzNo ratings yet
- PIM 101 Ebook-1Document33 pagesPIM 101 Ebook-1agniflameNo ratings yet
- Compression Molding Is A Method ofDocument4 pagesCompression Molding Is A Method ofsathishpantaloonNo ratings yet
- Inspection and Test Plan (Towers & Fasteners) : DescriptionDocument84 pagesInspection and Test Plan (Towers & Fasteners) : DescriptionPinku MaitiNo ratings yet
- Injection MouldinDocument32 pagesInjection MouldinKarthick KarthickNo ratings yet
- Compression and Transfer MoldingDocument34 pagesCompression and Transfer MoldingRony ShielaNo ratings yet
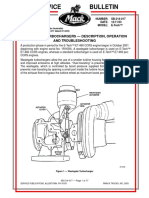
- Wastegate Turbochargers - Description, OperationDocument17 pagesWastegate Turbochargers - Description, OperationHamilton Miranda100% (1)
- Moulding Technology: by Balraj TanwarDocument37 pagesMoulding Technology: by Balraj TanwarVinod KumarNo ratings yet
- Injection Moulding Defects: BlisterDocument10 pagesInjection Moulding Defects: BlisterAmith S KaratkarNo ratings yet
- PlasticsDocument48 pagesPlasticsPavan MehataNo ratings yet
- Weld Line Defect Analysis and TroubleshootingDocument4 pagesWeld Line Defect Analysis and TroubleshootingJackie LeeNo ratings yet
- 6 Plastic Part Defect - 0Document27 pages6 Plastic Part Defect - 0allrounder_mannNo ratings yet
- 7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxDocument8 pages7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxGiap NguyenNo ratings yet
- Injection Mould PDFDocument256 pagesInjection Mould PDFEdo KarmawiNo ratings yet
- Plastic Injection Molding Write UpDocument16 pagesPlastic Injection Molding Write UpVishal MahajanNo ratings yet
- Cars 2 Activity Book Printable 0511 PDFDocument5 pagesCars 2 Activity Book Printable 0511 PDFGustavo VydraNo ratings yet
- Ground Source Heating and CoolingDocument25 pagesGround Source Heating and CoolingAnuj Reddy100% (1)
- BDD 40903 Injection Mold Design Chapter 2Document20 pagesBDD 40903 Injection Mold Design Chapter 2Muhammad Shafiq Mohd YunusNo ratings yet
- Injection Molding SchematicDocument15 pagesInjection Molding SchematicSourav DipNo ratings yet
- What Is The Injection Moulding?Document12 pagesWhat Is The Injection Moulding?Muhammad Usama KhokharNo ratings yet
- 7 Points That Must Be Considered in Plastic Injection MoldingDocument10 pages7 Points That Must Be Considered in Plastic Injection MoldingGiap NguyenNo ratings yet
- Plastic Design ConsiderationsDocument16 pagesPlastic Design ConsiderationsAlok MallickNo ratings yet
- Mde Injection Molding Troubleshooting GuideDocument11 pagesMde Injection Molding Troubleshooting GuideNader ElenanyNo ratings yet
- Defects in Injection MouldingDocument14 pagesDefects in Injection Mouldinghajarpaiman100% (1)
- Design For Mouldability-UK092010Document16 pagesDesign For Mouldability-UK092010mjobson100% (1)
- Ultradur PDFDocument44 pagesUltradur PDFkfaravNo ratings yet
- Cummins QuickServe OnlineDocument2 pagesCummins QuickServe Onlineram_scribd_economicsNo ratings yet
- Manufacturing of Soda Ash Via Solvay Process 1Document12 pagesManufacturing of Soda Ash Via Solvay Process 1John Pan100% (1)
- Mold Resin GuideDocument6 pagesMold Resin GuidesansagithNo ratings yet
- API Test Data For Distribution 1 1Document6 pagesAPI Test Data For Distribution 1 1Avyan KelanNo ratings yet
- Software Testing: PDF Generated At: Sun, 20 Mar 2011 17:50:00 UTCDocument252 pagesSoftware Testing: PDF Generated At: Sun, 20 Mar 2011 17:50:00 UTCanon_822721089100% (5)
- Injection MouldingDocument33 pagesInjection MouldingArpit S SavarkarNo ratings yet
- GLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheDocument3 pagesGLOSS (Low) Low Gloss Can Be Defined As A Dulling of TheSteven Cheng100% (1)
- 18 Compression and Transfer MoldingDocument20 pages18 Compression and Transfer Moldingsuhas deshpande100% (2)
- Chap 1 - Injection MouldingDocument31 pagesChap 1 - Injection MouldingVikas MishraNo ratings yet
- slide valve orifice chamber (좋은 자료)Document54 pagesslide valve orifice chamber (좋은 자료)jmgwoo100% (2)
- Rapid Prototyping Processes and OperationsDocument52 pagesRapid Prototyping Processes and OperationsAnuj Reddy100% (1)
- Rapid Prototyping Processes and OperationsDocument52 pagesRapid Prototyping Processes and OperationsAnuj Reddy100% (1)
- Mit 185UD5Document2 pagesMit 185UD5Pakito ChocolateroNo ratings yet
- Vectrabr eDocument80 pagesVectrabr enseminar100% (1)
- Sizing Vacuum Pump or Ejector For Chemical ProcessDocument4 pagesSizing Vacuum Pump or Ejector For Chemical ProcessscranderiNo ratings yet
- Manufacturing Processes: International Islamic University IslamabadDocument44 pagesManufacturing Processes: International Islamic University IslamabadMuhammad Qasim SajidNo ratings yet
- Blow Molding PDFDocument63 pagesBlow Molding PDFaleskytronNo ratings yet
- Metal Injection MouldingDocument1 pageMetal Injection Mouldingkranthi1992No ratings yet
- CV Cipet Production NewDocument4 pagesCV Cipet Production NewKamlesh KumarNo ratings yet
- Overmolding GuidelinesDocument18 pagesOvermolding GuidelinesRJCIIINo ratings yet
- Compression MoldingDocument3 pagesCompression MoldingMehroz AnjumNo ratings yet
- Injection Moulding REPORT PDFDocument10 pagesInjection Moulding REPORT PDFmiraNo ratings yet
- Uddeholm Pocket Book E2Document76 pagesUddeholm Pocket Book E2sunilNo ratings yet
- Molding CavityDocument7 pagesMolding CavitySudarno BaraNo ratings yet
- Proto Labs Whitepaper PDFDocument15 pagesProto Labs Whitepaper PDFSugarboy3 SurNo ratings yet
- Classification of Polymers: 02 - Plastic Materials Mould Design ProjectDocument8 pagesClassification of Polymers: 02 - Plastic Materials Mould Design ProjectDaniAmdaniNo ratings yet
- Setting Process ConditionDocument11 pagesSetting Process Conditioneitan-dalia4971No ratings yet
- Micro Molding Key-Enabling TechnologiesDocument21 pagesMicro Molding Key-Enabling TechnologiesvenkithankamNo ratings yet
- 1.0 Mould Intro On PlasticsDocument17 pages1.0 Mould Intro On Plasticsnurul ainiNo ratings yet
- Get A Free Injection Molded Part Quote From Proto Labs - ProtoQuote DemoDocument4 pagesGet A Free Injection Molded Part Quote From Proto Labs - ProtoQuote DemoДушан ТомићNo ratings yet
- HPM Steel For MoldDocument15 pagesHPM Steel For MoldcadcamtaiNo ratings yet
- Analysis To Optimizing Inventory Management in Dies-Mold Making Factory by Partial Least Square (PLS) Case Study: ABC CompanyDocument3 pagesAnalysis To Optimizing Inventory Management in Dies-Mold Making Factory by Partial Least Square (PLS) Case Study: ABC CompanyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Casting: Shival Dubey Assistant Professor Mechanical EngineeringDocument31 pagesCasting: Shival Dubey Assistant Professor Mechanical EngineeringChirag TaterNo ratings yet
- Compression Molding AbstractDocument2 pagesCompression Molding AbstractFAIZ RASOOL100% (1)
- Lecture 4.4: Transfer Molding and Compression Molding Transfer MoldingDocument5 pagesLecture 4.4: Transfer Molding and Compression Molding Transfer Moldingapi-256504985No ratings yet
- Ic Engine ClassificationDocument8 pagesIc Engine ClassificationAnuj ReddyNo ratings yet
- Production and Control Its Meaning and ObjectivesDocument5 pagesProduction and Control Its Meaning and ObjectivesAnuj ReddyNo ratings yet
- Jntu Anan 3 2 Me Cadcam Set 1Document5 pagesJntu Anan 3 2 Me Cadcam Set 1Anuj ReddyNo ratings yet
- Cadcam Assignments PartADocument4 pagesCadcam Assignments PartAAnuj ReddyNo ratings yet
- Unit 5 Final Drive: StructureDocument7 pagesUnit 5 Final Drive: Structuretejap314No ratings yet
- Strain RateDocument1 pageStrain RateAnuj ReddyNo ratings yet
- Every City Has A Reason: New ChennaiDocument20 pagesEvery City Has A Reason: New ChennaiVishnukannanNo ratings yet
- User Subroutine For Material ModelingDocument14 pagesUser Subroutine For Material ModelingAnuj ReddyNo ratings yet
- Computer OrganizationDocument8 pagesComputer OrganizationMukesh KumarNo ratings yet
- 12.1 ANSYS ExplicitSolutionDocument4 pages12.1 ANSYS ExplicitSolutionJaiveer YadavNo ratings yet
- Rapid Prototyping VACUUM CASTING1 - 2Document20 pagesRapid Prototyping VACUUM CASTING1 - 2Anuj ReddyNo ratings yet
- Kyc Format HpgasDocument2 pagesKyc Format HpgasRam Narendra NathNo ratings yet
- Techarticle Jan05 PDFDocument10 pagesTecharticle Jan05 PDFTindo MoyoNo ratings yet
- Review of Vowels and ConsonantsDocument10 pagesReview of Vowels and ConsonantsAnuj ReddyNo ratings yet
- AA V2 I2 Nonlinear SimulationDocument2 pagesAA V2 I2 Nonlinear SimulationAbdus SalamNo ratings yet
- Super PlasticDocument1 pageSuper PlasticAnuj ReddyNo ratings yet
- Manual Superplastic Forming Simulation With Abaqus 6.4-1: Sample Input File .Inp Section CommandsDocument8 pagesManual Superplastic Forming Simulation With Abaqus 6.4-1: Sample Input File .Inp Section Commandspxt90No ratings yet
- Mechanics of Solid Basic ConceptDocument25 pagesMechanics of Solid Basic ConceptRonald Cario SeguinNo ratings yet
- Abaqus Pressure Control AlgorithmDocument1 pageAbaqus Pressure Control AlgorithmAnuj ReddyNo ratings yet
- New Text DocumentDocument1 pageNew Text DocumentAnuj ReddyNo ratings yet
- TRI SHiELD Brochure FLTR Purple Engineering 1Document6 pagesTRI SHiELD Brochure FLTR Purple Engineering 1FLTR PURPLE E.No ratings yet
- Crude Oil ProductsDocument8 pagesCrude Oil ProductsYasir ButtNo ratings yet
- 2nd YearDocument24 pages2nd YearAlxalx Alex50% (2)
- Api and British Standard Trim DesignationsDocument1 pageApi and British Standard Trim DesignationsPOTDARNo ratings yet
- Eendv 110001 - dv11 EngineDocument178 pagesEendv 110001 - dv11 EnginenpachecorecabarrenNo ratings yet
- 40W Solar Panel Specifications: Main FeaturesDocument2 pages40W Solar Panel Specifications: Main FeaturesthoroidNo ratings yet
- ParkerDocument196 pagesParkerj3r007No ratings yet
- Zoom Pet Upright: User GuideDocument26 pagesZoom Pet Upright: User GuideUKNo ratings yet
- Tubingal HwsDocument3 pagesTubingal Hwsasebaei95No ratings yet
- FS - Technical AspectDocument9 pagesFS - Technical AspectandengNo ratings yet
- Chapter 4 Jobbing and BatchDocument39 pagesChapter 4 Jobbing and BatchDavid HồNo ratings yet
- Laminar Vertical Cabinet: Basic CharacteristicsDocument2 pagesLaminar Vertical Cabinet: Basic CharacteristicsBoris KozjanNo ratings yet
- ECE 340 Lecture 26: Reverse Bias Breakdown: Class OutlineDocument20 pagesECE 340 Lecture 26: Reverse Bias Breakdown: Class OutlineDao ZhangNo ratings yet
- Think About It !: Condensation and EvaporationDocument2 pagesThink About It !: Condensation and Evaporationashoku24007No ratings yet
- Engineering Failure Analysis: S. Barella, M. Boniardi, S. Cincera, P. Pellin, X. Degive, S. GijbelsDocument8 pagesEngineering Failure Analysis: S. Barella, M. Boniardi, S. Cincera, P. Pellin, X. Degive, S. GijbelsGholamreza MahmoodiNo ratings yet
- Vibration Analysis of An Alstom Typhoon Gas Turbine Power Plant Related To Iran Oil IndustryDocument8 pagesVibration Analysis of An Alstom Typhoon Gas Turbine Power Plant Related To Iran Oil IndustryFajar HidayatNo ratings yet
- Wiring DevicesDocument6 pagesWiring DevicesMohammed Hussain OMNo ratings yet
- Grain Size Effects in Aluminum Processed by Severe Plastic DeformationDocument6 pagesGrain Size Effects in Aluminum Processed by Severe Plastic DeformationuuseppNo ratings yet