You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- JH4 Om 05june08 PDFDocument158 pagesJH4 Om 05june08 PDFramsi17No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ABOVEGROUND FUEL STORAGEDocument12 pagesABOVEGROUND FUEL STORAGEGabriel Gabriel100% (1)
- Rubber LiningDocument16 pagesRubber Liningbbmoksh100% (1)
- TCEQ Guidance on Emission Calculations for Rock Crushing PlantsDocument29 pagesTCEQ Guidance on Emission Calculations for Rock Crushing PlantsChristian MavarezNo ratings yet
- Astm D1835Document4 pagesAstm D1835Ebenezerskl100% (3)
- GP 52-20 - Passive Fire Protection Fireproofing - 0900a866801074adDocument26 pagesGP 52-20 - Passive Fire Protection Fireproofing - 0900a866801074adMichael Moore67% (3)
- CPI MaterialsDocument263 pagesCPI Materialsbbmoksh100% (1)
- Challenges API-Safety Relief ValvesDocument5 pagesChallenges API-Safety Relief ValvesheitorgmsNo ratings yet
- YME04-REN-Z-FD-0009 Yme New Development Generic Basis of Design - 01Document119 pagesYME04-REN-Z-FD-0009 Yme New Development Generic Basis of Design - 01LionelNo ratings yet
- Modern PumpingDocument68 pagesModern Pumpingbbmoksh100% (1)
- Laboratory Projects 1 - Pipeline ConstructionDocument9 pagesLaboratory Projects 1 - Pipeline ConstructionMaximiano FerrazNo ratings yet
- Caustic Soda ManualDocument63 pagesCaustic Soda ManualFarhan Zafar Khan100% (1)
- 01 Dedusting EquipmentDocument40 pages01 Dedusting Equipmentrudye kardunNo ratings yet
- Torque, Speed and PowerDocument9 pagesTorque, Speed and PowerratheeshNo ratings yet
- Handling of Hydrochloric AcidDocument30 pagesHandling of Hydrochloric AcidbbmokshNo ratings yet
- EIL Underground StoragesDocument12 pagesEIL Underground StoragesanandelectricalsNo ratings yet
- Acids HandlingDocument8 pagesAcids Handlingminhphuongpham0% (1)
- Materials Selection Guide Final VersionDocument77 pagesMaterials Selection Guide Final VersionRahul ManeNo ratings yet
- Sodium Hydroxide BookletDocument24 pagesSodium Hydroxide BookletbbmokshNo ratings yet
- ACHE ManualDocument129 pagesACHE ManualbbmokshNo ratings yet
- Durco® BTV-2000Valve L I N E D C H E M I C A L S E R V I C E V A L V E SDocument12 pagesDurco® BTV-2000Valve L I N E D C H E M I C A L S E R V I C E V A L V E SgullenariNo ratings yet
- Seal Selection GuideDocument89 pagesSeal Selection GuidebbmokshNo ratings yet
- Valve Chemical ResistanceDocument0 pagesValve Chemical ResistancebbmokshNo ratings yet
- Sure Seal LBF Series Lined Butterfly Valves for Demanding ApplicationsDocument8 pagesSure Seal LBF Series Lined Butterfly Valves for Demanding ApplicationsbbmokshNo ratings yet
- Corrosion Resistant Alloys.Document8 pagesCorrosion Resistant Alloys.bbmokshNo ratings yet
- Material Selection GuideDocument0 pagesMaterial Selection GuidebbmokshNo ratings yet
- Teflon LiningDocument4 pagesTeflon LiningbbmokshNo ratings yet
- Nickel Base Alloys: Aci/Astm DIN Afnor UNS OthersDocument3 pagesNickel Base Alloys: Aci/Astm DIN Afnor UNS OthersbbmokshNo ratings yet
- Material SelectionDocument4 pagesMaterial SelectionbbmokshNo ratings yet
- GD ToursDocument52 pagesGD ToursbbmokshNo ratings yet
- MSDS Sodium Hydroxide (50 Solution)Document11 pagesMSDS Sodium Hydroxide (50 Solution)bbmokshNo ratings yet
- Safe Handling of Caustic Soda PDFDocument1 pageSafe Handling of Caustic Soda PDFStephen OgunladeNo ratings yet
- 10019Document12 pages10019Emir MujićNo ratings yet
- US Chemical Resistance ChartDocument18 pagesUS Chemical Resistance ChartCarlos Esaú López GómezNo ratings yet
- RD Combo With Relief ValvesDocument11 pagesRD Combo With Relief ValvesbbmokshNo ratings yet
- APPDS Zirconium in Hydrochloric Acid ApplicationsDocument5 pagesAPPDS Zirconium in Hydrochloric Acid ApplicationsbbmokshNo ratings yet
- Valve Material Selection GuideDocument5 pagesValve Material Selection GuidekamiloktayNo ratings yet
- Corrosion Performance and Fabric Ability of The New Generation of Highly Corrosion Resistant NiCrMo AlloysDocument12 pagesCorrosion Performance and Fabric Ability of The New Generation of Highly Corrosion Resistant NiCrMo AlloysbrkmechNo ratings yet
- Material SelectionDocument4 pagesMaterial SelectionbbmokshNo ratings yet
- Castings Stainless Steel and Nickel Base 11022Document0 pagesCastings Stainless Steel and Nickel Base 11022DavindRa SoniNo ratings yet
- Operating CostingDocument16 pagesOperating CostingHardik RavalNo ratings yet
- Libya Power Plants Database DocumentDocument10 pagesLibya Power Plants Database Documentmansoor hussainNo ratings yet
- Metals and Non Metals Chapter PropertiesDocument222 pagesMetals and Non Metals Chapter PropertiesPhani Kumar AllamrajuNo ratings yet
- WellHead PDFDocument6 pagesWellHead PDFsolomonicbdmNo ratings yet
- Engine Instruction Manual: G26 Air G26/G231 Marine G26/G231 Heli G38 G62 GT80 Twin G45Document24 pagesEngine Instruction Manual: G26 Air G26/G231 Marine G26/G231 Heli G38 G62 GT80 Twin G45Brendan ChongNo ratings yet
- KONOZ ALkhalijDocument85 pagesKONOZ ALkhalijAnonymous k8cRJIQ2No ratings yet
- Dca 300 SSC ManualDocument92 pagesDca 300 SSC ManualSandro Muniz100% (1)
- Aeroquip Military and Marine CatalogDocument206 pagesAeroquip Military and Marine CatalogJenner Volnney Quispe ChataNo ratings yet
- Sulphur Market Outlook: Is the 2017 Price Rally Here to StayDocument23 pagesSulphur Market Outlook: Is the 2017 Price Rally Here to StaysaeidNo ratings yet
- Paper 1 - Set B Solutions: General InstructionsDocument16 pagesPaper 1 - Set B Solutions: General InstructionsMukesh KumarNo ratings yet
- Cat 318C PDFDocument32 pagesCat 318C PDFGian Guillermo100% (1)
- Weber 320 BBQDocument40 pagesWeber 320 BBQlaliaga30No ratings yet
- 13 11 07 22 31 50 2169 Vhari PDFDocument238 pages13 11 07 22 31 50 2169 Vhari PDFAshish George Roy100% (1)
- Load Test on 4-Stroke Diesel EngineDocument4 pagesLoad Test on 4-Stroke Diesel EngineRanjit DasNo ratings yet
- Introduction To ENERGY: Overdevelopment and The Delusion of Endless GrowthDocument6 pagesIntroduction To ENERGY: Overdevelopment and The Delusion of Endless GrowthPost Carbon InstituteNo ratings yet
- enDocument2 pagesenMahmoud Reda ElSherifNo ratings yet
- LNG Carrier Equipment QuotesDocument4 pagesLNG Carrier Equipment QuotesMavi Ord RojasNo ratings yet
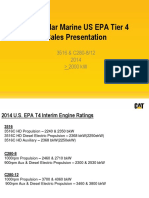
- Caterpillar Marine EPA Tier 4 Sales PresentationDocument32 pagesCaterpillar Marine EPA Tier 4 Sales PresentationAnji Reddy DNo ratings yet
- Tractores Doble TracciónDocument70 pagesTractores Doble TracciónjuanmvazNo ratings yet
- Pump DataDocument2 pagesPump DataHector CachoNo ratings yet