You might also like
- Miller RMDDocument4 pagesMiller RMDRony Lesbt100% (1)
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionsusanwebNo ratings yet
- Dislocations and Strengthening Mechanisms ExplainedDocument29 pagesDislocations and Strengthening Mechanisms ExplainedBaskar ManiNo ratings yet
- Comeval Cast Steel Gate Valve ANSI 150 PDFDocument5 pagesComeval Cast Steel Gate Valve ANSI 150 PDFblizanacNo ratings yet
- SS FastenersDocument23 pagesSS Fastenerstommac84100% (1)
- HydraulicsDocument231 pagesHydraulicsKristijan HorvatNo ratings yet
- Getting Start SolidPlant 2012Document27 pagesGetting Start SolidPlant 2012andrew myintmyatNo ratings yet
- Cladding PDFDocument6 pagesCladding PDFlibid_rajNo ratings yet
- PIPES, FITTINGS & FLANGES MANUFACTURERDocument172 pagesPIPES, FITTINGS & FLANGES MANUFACTURERjlcarcaustohNo ratings yet
- Forged Steel ValvesDocument23 pagesForged Steel ValvesElderMartinsNo ratings yet
- List of AWSDocument5 pagesList of AWSkoneidinNo ratings yet
- Certified Associate in Project Management (CAPM) Credential HandbookDocument38 pagesCertified Associate in Project Management (CAPM) Credential HandbookChaudhryNo ratings yet
- Fahad's ResumeDocument1 pageFahad's ResumeFahad MurtazaNo ratings yet
- Welding Electrodes For Petrochemical IndustryG PDFDocument44 pagesWelding Electrodes For Petrochemical IndustryG PDFerogonNo ratings yet
- Weld Metal Selector Guide: Effective March, 2000Document28 pagesWeld Metal Selector Guide: Effective March, 2000saghirhassan61No ratings yet
- Pressure Vessel ComponentsDocument24 pagesPressure Vessel Componentsrpr013279100% (1)
- Introduction to Welding Processes and Their ApplicationsDocument4 pagesIntroduction to Welding Processes and Their ApplicationsSreejith MenonNo ratings yet
- Titanium Guide PDFDocument48 pagesTitanium Guide PDFthanghanvicoNo ratings yet
- St. Joseph'S College of Engineering: Chennai 119Document43 pagesSt. Joseph'S College of Engineering: Chennai 119Praba KaranNo ratings yet
- Design Personnel Qualification FormDocument2 pagesDesign Personnel Qualification FormNiraj PandyaNo ratings yet
- Component-Based Software Engineering Methods and Metrics, Tiwari, Kumar, 2021Document226 pagesComponent-Based Software Engineering Methods and Metrics, Tiwari, Kumar, 2021jojo jajaNo ratings yet
- Summer TrainingDocument15 pagesSummer Trainingpulkit agarwalNo ratings yet
- GTAW Chapter 1Document4 pagesGTAW Chapter 1Renold ElsenNo ratings yet
- Final - Desginer For ASME U Designator VesselDocument10 pagesFinal - Desginer For ASME U Designator VesselSantosh LatakeNo ratings yet
- General Q and ADocument10 pagesGeneral Q and AmohamedqcNo ratings yet
- 1.1 Welding Technology - Introduction 2022Document61 pages1.1 Welding Technology - Introduction 2022sathishvpNo ratings yet
- 2015 - KOBELCO - Arc Welding of High Tensile Strength SteelDocument170 pages2015 - KOBELCO - Arc Welding of High Tensile Strength SteelNhan vo vanNo ratings yet
- Axa Hospital List For October 2017 (2) - 1Document17 pagesAxa Hospital List For October 2017 (2) - 1Balogun Ahmed40% (5)
- Consumable LasDocument35 pagesConsumable LasAfifYantoMutuHNo ratings yet
- Aws WJ 201905 PDFDocument130 pagesAws WJ 201905 PDFMarcelo LacerdaNo ratings yet
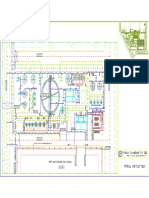
- Typical Unit Plot Plan PDFDocument1 pageTypical Unit Plot Plan PDFArun KumarNo ratings yet
- Ador BookletDocument22 pagesAdor Bookletgssrraju0% (1)
- SailDocument79 pagesSailAshish Sinha0% (1)
- Tomoe Valve Company Profile PDFDocument4 pagesTomoe Valve Company Profile PDFJosuaNo ratings yet
- Welding in Pipelines - PV - StructureDocument6 pagesWelding in Pipelines - PV - StructureanshumanNo ratings yet
- Commissioning Project Management Installation Documentation Detailed Engineering System Studies Operation and Maintenance Team ManagementDocument2 pagesCommissioning Project Management Installation Documentation Detailed Engineering System Studies Operation and Maintenance Team ManagementvigneshNo ratings yet
- Electrode Equivalaent NumbersDocument2 pagesElectrode Equivalaent NumbersRamdas100% (2)
- The Company: Jotindra Steel & Tubes LtdDocument36 pagesThe Company: Jotindra Steel & Tubes LtdKaushik ChaudhuryNo ratings yet
- Analysis of Micro Cracks Near Weld Line in ERW Pipe of API 5L X70M GradeDocument2 pagesAnalysis of Micro Cracks Near Weld Line in ERW Pipe of API 5L X70M Gradeilze86No ratings yet
- Ferrous Alloys Stainless SteelsDocument41 pagesFerrous Alloys Stainless SteelsSumedh SinghNo ratings yet
- Asme B16.36 Int PDFDocument3 pagesAsme B16.36 Int PDFRuben Dario Mamani ArellanoNo ratings yet
- BMCT 5 Market Surey SteelDocument25 pagesBMCT 5 Market Surey SteelAastha ShrivastavaNo ratings yet
- Project ProcessDocument1 pageProject ProcessAbdessamad LaaziriNo ratings yet
- CS Steel Pipe Selection GuideDocument40 pagesCS Steel Pipe Selection GuideImran HussainNo ratings yet
- Jfe CRDocument27 pagesJfe CRkhwanta-btaNo ratings yet
- ThesisDocument48 pagesThesismuhammad amir100% (1)
- Welding Technology SyllabusDocument1 pageWelding Technology SyllabusShankaranarayanan100% (1)
- ASME P Material Numbers ExplainedDocument4 pagesASME P Material Numbers ExplainedFaisal MbmNo ratings yet
- Is 4310 Spec Weldeable Steel Pipe Fittings For Marine PurposesDocument12 pagesIs 4310 Spec Weldeable Steel Pipe Fittings For Marine Purposesnarasimhareddy415No ratings yet
- Bhel FinalDocument75 pagesBhel FinalKashyap KnNo ratings yet
- JSL Brochure - CorpDocument20 pagesJSL Brochure - Corpdoctorcarbon100% (1)
- 3.6.5 Bi-Metal Kwik-Flex Self-Drilling Screws (Pg. 168-170) - 2Document4 pages3.6.5 Bi-Metal Kwik-Flex Self-Drilling Screws (Pg. 168-170) - 2LauraMilenaHernándezTorresNo ratings yet
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- Italian Valve Manufacturer ProfileDocument36 pagesItalian Valve Manufacturer ProfileJoel GarciaNo ratings yet
- Pipes For Industrial Application enDocument60 pagesPipes For Industrial Application enم.وليد شكرNo ratings yet
- P91 Literature BOHLERDocument11 pagesP91 Literature BOHLERclaude.bouillot3566No ratings yet
- wj1106 54Document5 pageswj1106 54koner_debasishNo ratings yet
- Arc Welding Filler Metal Selection ChartDocument7 pagesArc Welding Filler Metal Selection Chartepriyono0% (1)
- 10.3 The American Welding Society (Aws) : Lesson XDocument1 page10.3 The American Welding Society (Aws) : Lesson XcrysNo ratings yet
- Filler Metals For Welding: Part One: AbstractDocument4 pagesFiller Metals For Welding: Part One: AbstractsierthinNo ratings yet
- Welding Electrode Complete Guide (Includes Charts)Document15 pagesWelding Electrode Complete Guide (Includes Charts)Robert DelafosseNo ratings yet
- Books To ReadDocument1 pageBooks To ReadRajesh AutorajeshNo ratings yet
- Central Institute of Tool Design: Msme-Tool Room, HyderabadDocument16 pagesCentral Institute of Tool Design: Msme-Tool Room, HyderabadRajesh AutorajeshNo ratings yet
- Phase Transformations: Ferrite BCCDocument61 pagesPhase Transformations: Ferrite BCCRajesh AutorajeshNo ratings yet
- CPD 2013009Document44 pagesCPD 2013009Rajesh Autorajesh100% (1)
- Jigs and FixturesDocument85 pagesJigs and FixturesNithin Mathew Eyyalil100% (2)
- Designof SpcuttingtoolsDocument16 pagesDesignof SpcuttingtoolsRajesh AutorajeshNo ratings yet
- Tool Rake Angle Effects on Cutting Power and Edge StrengthDocument2 pagesTool Rake Angle Effects on Cutting Power and Edge StrengthRajesh AutorajeshNo ratings yet
- Modul APSI - SDLCDocument10 pagesModul APSI - SDLCHafizh ArdiNo ratings yet
- Amem201 Lec9 ProblemsDocument5 pagesAmem201 Lec9 ProblemsOng Wei QuanNo ratings yet
- Design of Lifting and Tailing LugsNetsc001Document30 pagesDesign of Lifting and Tailing LugsNetsc001Rajesh AutorajeshNo ratings yet