You might also like
- Certifica Do Permiso Venezolano SDocument1 pageCertifica Do Permiso Venezolano SDiego Carreño100% (1)
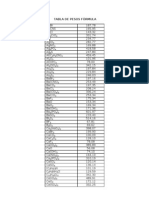
- Presion de Llantas Por MarcasDocument6 pagesPresion de Llantas Por MarcasDiego Carreño100% (1)
- Diseño Del Plan de MantenimientoDocument30 pagesDiseño Del Plan de MantenimientoRaul Reaño RiveraNo ratings yet
- Himno Nacional de Colombia menos deDocument1 pageHimno Nacional de Colombia menos deDiego Carreño100% (1)
- 3 Diseno Del Plan de MantenimientoDocument3 pages3 Diseno Del Plan de MantenimientoDiego CarreñoNo ratings yet
- Himno Nacional de Colombia menos deDocument1 pageHimno Nacional de Colombia menos deDiego Carreño100% (1)
- Decreto 1079 de 2015 Abril 18 de 2017Document540 pagesDecreto 1079 de 2015 Abril 18 de 2017Oscar AndradeNo ratings yet
- 3 Diseno Del Plan de MantenimientoDocument3 pages3 Diseno Del Plan de MantenimientoDiego CarreñoNo ratings yet
- Certificado LaboralDocument1 pageCertificado LaboralDiego CarreñoNo ratings yet
- Chofer Inspeccion Vehic en Gral - Mecanica y HseDocument2 pagesChofer Inspeccion Vehic en Gral - Mecanica y HseDiego CarreñoNo ratings yet
- Diseño de Una Trituradora para Plástico Polietileno de Tereftalato (PET)Document5 pagesDiseño de Una Trituradora para Plástico Polietileno de Tereftalato (PET)Jaime Vásquez BellidoNo ratings yet
- Control RespelDocument4 pagesControl RespelDiego CarreñoNo ratings yet
- 04 Calculo de VPN y TIRDocument30 pages04 Calculo de VPN y TIRfredy41No ratings yet
- Tornillos Junio 2012Document14 pagesTornillos Junio 2012Diego CarreñoNo ratings yet
- Como Se Fabrican Las Latas de BebidasDocument6 pagesComo Se Fabrican Las Latas de Bebidas1snake2No ratings yet
- Caza FallasDocument16 pagesCaza FallasDiego CarreñoNo ratings yet
- ResortesssssDocument10 pagesResortesssssJuan Carlos GonzalezNo ratings yet
- Perdidas en Accesorios, Libro de CraneDocument9 pagesPerdidas en Accesorios, Libro de CranefacundenNo ratings yet
- Operaciones de Separacion Mecanica de MineralesDocument14 pagesOperaciones de Separacion Mecanica de MineralesMarcelo ChoquenairaNo ratings yet
- OxiacetilenoDocument16 pagesOxiacetilenoSandalee TiconaNo ratings yet
- El Agua para Concreto y Mortero 2Document44 pagesEl Agua para Concreto y Mortero 2Edward FranciscoNo ratings yet
- Tesis Jaime Campos (Puntos Extraccion)Document163 pagesTesis Jaime Campos (Puntos Extraccion)Gabriel Inostroza MedinaNo ratings yet
- Conceptualización y Clasificación de Los AlimentosDocument3 pagesConceptualización y Clasificación de Los AlimentosROSALÍA JÚBIZ HERRERA100% (2)
- Mecánica de Rocas Aplicada 0-AIDocument23 pagesMecánica de Rocas Aplicada 0-AIJesus Manuel Vera HuamaniNo ratings yet
- Diagrama Hierro Carbon.Document40 pagesDiagrama Hierro Carbon.David Miranda OliveraNo ratings yet
- Metamorfismo y Extraccion de Minerales en Rocas de PresionDocument2 pagesMetamorfismo y Extraccion de Minerales en Rocas de PresionCarlos de la CruzNo ratings yet
- Informe III-IV Compuestos Coordinación 2018Document11 pagesInforme III-IV Compuestos Coordinación 2018Daniel100% (1)
- Fyf IndustrialDocument9 pagesFyf IndustrialsebazptNo ratings yet
- Diseño y Montaje de Planta Piloto para Tratamiento de SolucionesDocument201 pagesDiseño y Montaje de Planta Piloto para Tratamiento de Solucionescpac01100% (1)
- Ferro SilicioDocument3 pagesFerro SilicioJuan Figueroa HNo ratings yet
- Taller N°1 Nomenclatura Inorganica 2014Document3 pagesTaller N°1 Nomenclatura Inorganica 2014Daniel MombergNo ratings yet
- Practica N° 10 Volumetria de Oxidacion-Reduccion IIDocument16 pagesPractica N° 10 Volumetria de Oxidacion-Reduccion IIKatia Yesica Tineo Canales100% (2)
- Gases EspecialesDocument20 pagesGases EspecialesCarlosNo ratings yet
- Mina Gabi FinalDocument13 pagesMina Gabi FinalOmar Sepúlveda GutiérrezNo ratings yet
- Robótica minera: aplicaciones, desafíos y centros de I+DDocument4 pagesRobótica minera: aplicaciones, desafíos y centros de I+Dmaxs128No ratings yet
- Productos de SolubilidadDocument16 pagesProductos de SolubilidademasusiNo ratings yet
- Curso de Soldadura AutogenaDocument130 pagesCurso de Soldadura AutogenaMylian Guadalupe Bouch100% (1)
- Ejercicio 02Document23 pagesEjercicio 02marinam_90100% (1)
- Reducción de óxidos metálicos para la metalurgia extractivaDocument8 pagesReducción de óxidos metálicos para la metalurgia extractivaEduardo Mendoza VidalNo ratings yet
- Sverker 21Document7 pagesSverker 21superalitosNo ratings yet
- Historia KatanaDocument6 pagesHistoria KatanaCine Wanka NemfiusfilmsNo ratings yet
- PresentationHORNO CUBADocument36 pagesPresentationHORNO CUBAMicaela Gómez BeauvoirNo ratings yet
- Explotacion de Minas A Cielo Abierto IDocument133 pagesExplotacion de Minas A Cielo Abierto IAlejandro Navarro100% (1)
- Metodo de Explotacion Por HundimientoDocument30 pagesMetodo de Explotacion Por HundimientoCintia GonzálesNo ratings yet
- Capitulo 6 (Estructura de Los Compuestos)Document47 pagesCapitulo 6 (Estructura de Los Compuestos)cecyNo ratings yet
- Info 2geoquimica AplicadaDocument7 pagesInfo 2geoquimica AplicadaCintya Estephanie Perez GuevaraNo ratings yet
- Reglas de PaulingDocument20 pagesReglas de PaulingElianita MartinezNo ratings yet