You might also like
- Clothes and The Man The Principles of Fine Men's Dress PDFDocument49 pagesClothes and The Man The Principles of Fine Men's Dress PDFMmediong Udofia100% (2)
- Four-Lump Kinetic Model For Fluid Catalytic Cracking ProcessDocument5 pagesFour-Lump Kinetic Model For Fluid Catalytic Cracking ProcessMmediong UdofiaNo ratings yet
- Clothes and The Man The Principles of Fine Men's Dress PDFDocument49 pagesClothes and The Man The Principles of Fine Men's Dress PDFMmediong Udofia100% (2)
- Matlab Tutorial1Document9 pagesMatlab Tutorial1Asterix100% (6)
- Modelling of A Fluidized Catalytic Cracking ProcessDocument7 pagesModelling of A Fluidized Catalytic Cracking ProcessMmediong UdofiaNo ratings yet
- Industrial Design and Optimization of Co2 Capture, Dehydration, and Compression Facilities PDFDocument11 pagesIndustrial Design and Optimization of Co2 Capture, Dehydration, and Compression Facilities PDFMmediong Udofia100% (2)
- 10 Modeling Biochemical NetworksDocument14 pages10 Modeling Biochemical NetworksMmediong UdofiaNo ratings yet
- Matlab Tutorial1Document9 pagesMatlab Tutorial1Asterix100% (6)
- Indonesia Workshop Symposium Bioenergy BiomassDocument4 pagesIndonesia Workshop Symposium Bioenergy BiomassMmediong UdofiaNo ratings yet
- Guidelines For Choosing Cryogenics OGJ 030199Document6 pagesGuidelines For Choosing Cryogenics OGJ 030199Mmediong UdofiaNo ratings yet
- NGL Fractionation Operating ManualDocument335 pagesNGL Fractionation Operating ManualBabji Munagala100% (7)
- Appendix 7-API CorrelationsDocument2 pagesAppendix 7-API CorrelationsMmediong UdofiaNo ratings yet
- Equipment Sizing and Economic Analysis of CHP Natural Gas Liquid Recovery SystemsDocument19 pagesEquipment Sizing and Economic Analysis of CHP Natural Gas Liquid Recovery SystemsMmediong UdofiaNo ratings yet
- Equipment Sizing and Economic Analysis of CHP Natural Gas Liquid Recovery SystemsDocument19 pagesEquipment Sizing and Economic Analysis of CHP Natural Gas Liquid Recovery SystemsMmediong UdofiaNo ratings yet
- Acrylic AcidDocument2 pagesAcrylic AcidMmediong UdofiaNo ratings yet
- Acrylic 3Document16 pagesAcrylic 3Mario PiedaNo ratings yet
- Fluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFDocument21 pagesFluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFMmediong UdofiaNo ratings yet
- Modelling and Simulation of Industrial FCC RisersDocument7 pagesModelling and Simulation of Industrial FCC RisersMmediong UdofiaNo ratings yet
- FC Barcelona victorious in the UEFA Champions LeagueDocument24 pagesFC Barcelona victorious in the UEFA Champions LeagueMmediong UdofiaNo ratings yet
- Catalytic Cracking.Document11 pagesCatalytic Cracking.Mmediong UdofiaNo ratings yet
- Thermodynamic Optimization of Fluidized Catalytic Cracking (FCC) UnitsDocument11 pagesThermodynamic Optimization of Fluidized Catalytic Cracking (FCC) UnitsMmediong UdofiaNo ratings yet
- Comparison Between Different Mathematical Models For The Simulation of Industrial Fluid Catalytic CrackingDocument20 pagesComparison Between Different Mathematical Models For The Simulation of Industrial Fluid Catalytic CrackingMmediong UdofiaNo ratings yet
- The Fluidized-Bed Catalytic Cracking Unit Building Its Future EnvironmentDocument11 pagesThe Fluidized-Bed Catalytic Cracking Unit Building Its Future EnvironmentMmediong UdofiaNo ratings yet
- Aiche91 Controllability FluidDocument38 pagesAiche91 Controllability FluidMmediong UdofiaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- AsphaltDocument182 pagesAsphaltEnd EndNo ratings yet
- Boqcomparativechart - 2023-05-27T100002.652Document10 pagesBoqcomparativechart - 2023-05-27T100002.652Abode ArtisanNo ratings yet
- QCVN 162019BXD National Technical Regulation On Products, Goods of Building Materials (Eng)Document41 pagesQCVN 162019BXD National Technical Regulation On Products, Goods of Building Materials (Eng)lwin_oo2435No ratings yet
- NanoDrop 2000 2000c 1000 Calibration Check Procedure EN PDFDocument2 pagesNanoDrop 2000 2000c 1000 Calibration Check Procedure EN PDFVÍCTOR castroNo ratings yet
- M-DS31 Filcor Eps Data Sheet Cordek v1Document2 pagesM-DS31 Filcor Eps Data Sheet Cordek v1ShamaNo ratings yet
- 9701 w19 QP 21 PDFDocument12 pages9701 w19 QP 21 PDFFaiza KhalidNo ratings yet
- Position Paper: Agenda:Discussing The Solutions and Repercussions of Plastic On Environment Delegate: GermanyDocument2 pagesPosition Paper: Agenda:Discussing The Solutions and Repercussions of Plastic On Environment Delegate: GermanyKatherineNo ratings yet
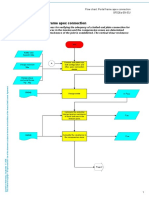
- SF026a-Flow Chart Portal Frame Apex ConnectionDocument3 pagesSF026a-Flow Chart Portal Frame Apex ConnectiondvelchevNo ratings yet
- DM0412 Manual EspanolDocument21 pagesDM0412 Manual EspanolkaliNo ratings yet
- Saveer Lab Furniture Catalogue PDFDocument20 pagesSaveer Lab Furniture Catalogue PDFLucky TraderNo ratings yet
- Report of Landfill in MichiganDocument67 pagesReport of Landfill in MichiganAndre SuitoNo ratings yet
- Product Data Sheet: Current Limiter, Tesys U / Tesys Gv2, 32A/690V, Activation 1ka, Iq 100Ka@440V, Din Rail MountingDocument2 pagesProduct Data Sheet: Current Limiter, Tesys U / Tesys Gv2, 32A/690V, Activation 1ka, Iq 100Ka@440V, Din Rail MountingJorge MartinsNo ratings yet
- Sludge ThickeningDocument33 pagesSludge ThickeningKharisma Natalia100% (1)
- A Review On Surface Treatment For Concrete - Part 2 - Performance OkeDocument10 pagesA Review On Surface Treatment For Concrete - Part 2 - Performance Okealdi sophianNo ratings yet
- ASD - Structural Code - 2016-02 PDFDocument37 pagesASD - Structural Code - 2016-02 PDFWilliam BohorquezNo ratings yet
- Tute ProblemsDocument5 pagesTute Problemsralston204No ratings yet
- Power Contactor 1250 A - HubbellDocument4 pagesPower Contactor 1250 A - Hubbellmanuel99a2kNo ratings yet
- Week 1Document4 pagesWeek 1Czarina RelleveNo ratings yet
- Technical Data Sheet for Zinc PrimerDocument4 pagesTechnical Data Sheet for Zinc PrimerBiju_PottayilNo ratings yet
- BITS Pilani: Module 4: Design of Separation Systems Lecture-15Document24 pagesBITS Pilani: Module 4: Design of Separation Systems Lecture-15sukhmaniNo ratings yet
- Volvo EW145B Wheeled ExcavatorDocument48 pagesVolvo EW145B Wheeled ExcavatorHai Van100% (9)
- Toyota Turbo Applications ListDocument33 pagesToyota Turbo Applications ListAdan Flores Correa100% (5)
- R5000 PriceInfoSheetDocument2 pagesR5000 PriceInfoSheetDominique OnealNo ratings yet
- Nitoflor EU5 PDFDocument4 pagesNitoflor EU5 PDFriverwilliamsNo ratings yet
- Teflon Research PaperDocument11 pagesTeflon Research PaperluluazulNo ratings yet
- 1 PPT - Pavement of Bricks and TilesDocument11 pages1 PPT - Pavement of Bricks and TilesBHANUSAIJAYASRINo ratings yet
- High Cost of Quick Turnarounds and Erroneous Procedures: Petr LenfeldDocument11 pagesHigh Cost of Quick Turnarounds and Erroneous Procedures: Petr Lenfeldkirandevi1981No ratings yet
- Fig 21150 Vag Pico PRV Druk ReduceerDocument2 pagesFig 21150 Vag Pico PRV Druk ReduceerAlberto DiazNo ratings yet
- The WPS Writers GuideDocument129 pagesThe WPS Writers GuideGEORGEVPAUL_14565666No ratings yet
- Level 9 - Mechanical TechnologyDocument17 pagesLevel 9 - Mechanical TechnologyFajiza JuarezaNo ratings yet