You might also like
- MTG eDocument67 pagesMTG evamos riverNo ratings yet
- Torneado en GeneralDocument156 pagesTorneado en GeneralRoberto Alexander Guaman LaicaNo ratings yet
- Inyeccion Unsam 2022Document125 pagesInyeccion Unsam 2022juan pueblaNo ratings yet
- Tabla de RoscadDocument51 pagesTabla de Roscadmecanica2000No ratings yet
- Moldeo por inyección: Solidificación y contracción de piezasDocument61 pagesMoldeo por inyección: Solidificación y contracción de piezasJhoel CRNo ratings yet
- Actividad - 4 PMDocument6 pagesActividad - 4 PMEdgar GonzálezNo ratings yet
- GuÍa TÉcnica de Sanvik Torneado GeneralDocument152 pagesGuÍa TÉcnica de Sanvik Torneado GeneralS100% (2)
- BarrenasDocument34 pagesBarrenasismarukiNo ratings yet
- Procesos y equipos de extrusiónDocument48 pagesProcesos y equipos de extrusiónJorge SalggadoNo ratings yet
- 3 Metodo PlanDocument27 pages3 Metodo PlanVictor HugoNo ratings yet
- Catalogue CoroKey SANDIVIK 2010Document208 pagesCatalogue CoroKey SANDIVIK 201004104647623100% (1)
- 8 - Entubación y Diseño de EntubaciónDocument42 pages8 - Entubación y Diseño de EntubaciónJavito GomezNo ratings yet
- Proceso de EstiradoDocument7 pagesProceso de Estiradoisabelopz100% (2)
- Procesos de Embutido, Extrusion y EstiradoDocument14 pagesProcesos de Embutido, Extrusion y EstiradoMaría Fernanda CañizalesNo ratings yet
- Soporte de AluminioDocument41 pagesSoporte de AluminioedyNo ratings yet
- Pernos: Características y aplicaciones de esta pieza metálica fundamentalDocument61 pagesPernos: Características y aplicaciones de esta pieza metálica fundamentalAlejandro Fabián Moreyra100% (1)
- Extrusión ManufacturaDocument35 pagesExtrusión ManufacturaNardaMartínezNo ratings yet
- Evaluacion - 3Document3 pagesEvaluacion - 3danielNo ratings yet
- Re-10-Lab-323 Tecnologia de Fabricacion v1Document6 pagesRe-10-Lab-323 Tecnologia de Fabricacion v1vladimir quispe condoriNo ratings yet
- ACT 4 Procesos de ManufacturaDocument3 pagesACT 4 Procesos de ManufacturaRoy LarsenNo ratings yet
- 04 - Conformado de La ChapaDocument42 pages04 - Conformado de La ChapaCarlos Lema MiguénsNo ratings yet
- Forjado de metales: procesos y aplicacionesDocument40 pagesForjado de metales: procesos y aplicacionesFernando Rodriguez PachecoNo ratings yet
- Solucion Teoria Primer Parcial Procesos Sept 2019Document2 pagesSolucion Teoria Primer Parcial Procesos Sept 2019Sebastian OspinaNo ratings yet
- ForjaDocument82 pagesForjaEder Mendoza100% (1)
- Grupo2 Moldeo SopladoDocument20 pagesGrupo2 Moldeo Sopladomiguel jaramilloNo ratings yet
- Modulo 5 - Bridas y Tapas PlanasDocument47 pagesModulo 5 - Bridas y Tapas PlanasFOSTERWHEELER100% (2)
- Soldadura Por Plasma Por Arco Transferido PtawDocument20 pagesSoldadura Por Plasma Por Arco Transferido Ptawm.orlandoNo ratings yet
- NCH 0201 of 1968 Acero - Ensayo de Doblado de Planchas de Espesor Superior o Igual A 3mm, BarrasDocument13 pagesNCH 0201 of 1968 Acero - Ensayo de Doblado de Planchas de Espesor Superior o Igual A 3mm, BarrasJulio CesarNo ratings yet
- Tanques de Proceso y Recipientes A PresiónDocument10 pagesTanques de Proceso y Recipientes A PresiónAyotl uwuNo ratings yet
- Lista de Materiales InstrumentacionDocument12 pagesLista de Materiales Instrumentacionelias2505No ratings yet
- Procesos de deformación remacheDocument6 pagesProcesos de deformación remacheOscar UribeNo ratings yet
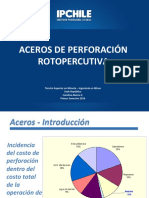
- Aceros de Perforación Rotopercutiva (4) - 2Document66 pagesAceros de Perforación Rotopercutiva (4) - 2Michael Belmar Cabrera67% (3)
- 07-Astm C31Document74 pages07-Astm C31Josue RoblesNo ratings yet
- Gareca Alvarez Jonathan g2 - IndustrialDocument12 pagesGareca Alvarez Jonathan g2 - IndustrialJONATHAN BISMARK CRUZ MUÑOZNo ratings yet
- Spit Guía Técnica FijacionesDocument126 pagesSpit Guía Técnica FijacionesKan De MoorNo ratings yet
- Ingeniería de VálvulasDocument99 pagesIngeniería de VálvulasOscar HurtadoNo ratings yet
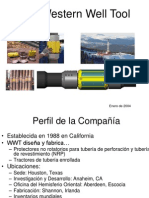
- Presentación WWTDocument23 pagesPresentación WWTjavierldrNo ratings yet
- Capitulo 15Document9 pagesCapitulo 15RorodriddrNo ratings yet
- Tarea de Procesos Embutido y TroqueladoDocument5 pagesTarea de Procesos Embutido y TroqueladoGio MousatNo ratings yet
- Tolerancias GeometricasDocument186 pagesTolerancias GeometricasluisNo ratings yet
- Procesos de manufactura embutido profundoDocument12 pagesProcesos de manufactura embutido profundoAnonymous 5h5cZUNo ratings yet
- Cuestionario Unidad I ContestadoDocument7 pagesCuestionario Unidad I ContestadoCarlos Osmar SotoNo ratings yet
- Ta LadroDocument329 pagesTa LadroPedro Agirre IturbeNo ratings yet
- Unidad V ConformadoDocument79 pagesUnidad V Conformadoluis carlos jimenez gamerosNo ratings yet
- Diseño de tornillo estructural hexagonal de acero inoxidable 416Document26 pagesDiseño de tornillo estructural hexagonal de acero inoxidable 416Jose Eduardo Garcia Lopez75% (4)
- Diseño de Recipientes A PresiónDocument10 pagesDiseño de Recipientes A PresiónZachary SmithNo ratings yet
- Catalogo 2011 PDFDocument395 pagesCatalogo 2011 PDFEnrique Alvarez EspinozaNo ratings yet
- Presentacion Tornillo y DestornilladorDocument9 pagesPresentacion Tornillo y DestornilladorJuanita Bernal MuñozNo ratings yet
- Proceso de Fabricación de Un Anillo en Acero CK45Document6 pagesProceso de Fabricación de Un Anillo en Acero CK45Caroline Amador MaldonadoNo ratings yet
- Actividad 2 30%Document16 pagesActividad 2 30%Carlos C.No ratings yet
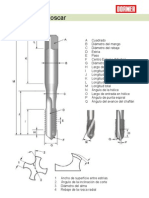
- Guía completa sobre machos de roscar: nomenclatura, geometrías, procesos y aplicacionesDocument22 pagesGuía completa sobre machos de roscar: nomenclatura, geometrías, procesos y aplicacionesHusa GomezNo ratings yet
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Diseño de utillajes, matricería y prototipado con SolidWorksFrom EverandDiseño de utillajes, matricería y prototipado con SolidWorksRating: 3 out of 5 stars3/5 (1)
- Desmontaje y montaje de elementos de aluminio. TMVL0309From EverandDesmontaje y montaje de elementos de aluminio. TMVL0309No ratings yet
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309From EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Rating: 5 out of 5 stars5/5 (1)
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteFrom EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteNo ratings yet
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoFrom EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoRating: 5 out of 5 stars5/5 (1)
- LA5 Cap11 Aleaciones de AluminioDocument71 pagesLA5 Cap11 Aleaciones de AluminioGerardo ArroyoNo ratings yet
- LeerDocument1 pageLeerJose Luis Chasqui VelascoNo ratings yet
- Problemas de Aplicación de La Función CuadráticaDocument2 pagesProblemas de Aplicación de La Función CuadráticaNicole FlorEz60% (5)
- Libro Del Aluminio 5 - Capítulo 4 - Perfiles NormalizadosDocument28 pagesLibro Del Aluminio 5 - Capítulo 4 - Perfiles NormalizadosAluStockNo ratings yet
- Diseño de Troqueles Progresivos: Orientación de La ParteDocument4 pagesDiseño de Troqueles Progresivos: Orientación de La ParteGerardo ArroyoNo ratings yet
- Tap Avihu Elam ExDocument1 pageTap Avihu Elam ExGerardo ArroyoNo ratings yet
- Cafetera Inventor PDFDocument165 pagesCafetera Inventor PDFKoko EsclntNo ratings yet
- LA5 Cap11 Aleaciones de AluminioDocument71 pagesLA5 Cap11 Aleaciones de AluminioGerardo ArroyoNo ratings yet
- GA3 Cap1 Sistema Aluskit PDFDocument14 pagesGA3 Cap1 Sistema Aluskit PDFGerardo ArroyoNo ratings yet
- Memoriatfg Meugenia Viera RuizDocument170 pagesMemoriatfg Meugenia Viera RuizGerardo ArroyoNo ratings yet
- Cafetera Inventor PDFDocument165 pagesCafetera Inventor PDFKoko EsclntNo ratings yet
- LeerDocument1 pageLeerSalvador Almagro BadilloNo ratings yet
- GA3 Cap1 Sistema Aluskit PDFDocument14 pagesGA3 Cap1 Sistema Aluskit PDFGerardo ArroyoNo ratings yet
- Ernesto Cavour - El ABC Del Charango PDFDocument35 pagesErnesto Cavour - El ABC Del Charango PDFVito Esparza Ramirez100% (1)
- Manual Del Constructor Cemex PDFDocument102 pagesManual Del Constructor Cemex PDFAniieë WhiiteëNo ratings yet
- Como Triplicar Tus Ganancias en El Negocio PDFDocument64 pagesComo Triplicar Tus Ganancias en El Negocio PDFElmer Manuel Huarhuachi RojasNo ratings yet
- Liderazgo Al Estilo de Los JesuitasDocument185 pagesLiderazgo Al Estilo de Los JesuitasJesus CarlosNo ratings yet
- Eje 12Document5 pagesEje 12Gerardo ArroyoNo ratings yet
- Tesis 257Document161 pagesTesis 257Gerardo ArroyoNo ratings yet
- Los Insectos Del BosqueDocument1 pageLos Insectos Del BosqueGerardo ArroyoNo ratings yet
- Mantenimiento de Moldes y HerramentalesDocument4 pagesMantenimiento de Moldes y HerramentalesGerardo ArroyoNo ratings yet
- ESPOCHDocument5 pagesESPOCHGerardo ArroyoNo ratings yet
- El Verdadero Costo de Moldes BaratosDocument5 pagesEl Verdadero Costo de Moldes BaratosGerardo ArroyoNo ratings yet
- QeleDocument10 pagesQeleGerardo ArroyoNo ratings yet
- LeerDocument1 pageLeerSalvador Almagro BadilloNo ratings yet
- RP277Document10 pagesRP277Gerardo ArroyoNo ratings yet
- Direccion FisicaDocument1 pageDireccion FisicaGerardo ArroyoNo ratings yet
- Diseño Maquina Inyectora PlasticosDocument139 pagesDiseño Maquina Inyectora PlasticosDidier GallegoNo ratings yet
- Diseño Maquina Inyectora PlasticosDocument139 pagesDiseño Maquina Inyectora PlasticosDidier GallegoNo ratings yet
- BRLA Minera Autlan (201004 Spanish)Document14 pagesBRLA Minera Autlan (201004 Spanish)Gerardo ArroyoNo ratings yet
- TRIBOLOGIA Mecanica IndustrialDocument84 pagesTRIBOLOGIA Mecanica Industrialbrayan ariasNo ratings yet
- Procedimiento Traslado y Montaja de ModulosDocument9 pagesProcedimiento Traslado y Montaja de ModulosPato VeraNo ratings yet
- AnimalesDocument40 pagesAnimalesGerman Y Larissa Solís FontanaNo ratings yet
- Tema 6. Desarrollo Socioafectivo en La Primera InfanciaDocument64 pagesTema 6. Desarrollo Socioafectivo en La Primera InfanciaNaran MCNo ratings yet
- Expo1 Materiales G7Document16 pagesExpo1 Materiales G7Andres LopezNo ratings yet
- Colico TromboembolicoDocument14 pagesColico TromboembolicoSheryl Avilés PintoNo ratings yet
- El Deber e Imperativo CategóricoDocument2 pagesEl Deber e Imperativo CategóricoDaniela Paz Piña BenítezNo ratings yet
- Las glándulas: tipos y funciones enDocument3 pagesLas glándulas: tipos y funciones enALexis Israel ChNo ratings yet
- ExamenDocument3 pagesExamenWashington CalloapazaNo ratings yet
- Ensayo Mito de Las CavernasDocument1 pageEnsayo Mito de Las CavernasAlonso Mancilla ArgoteNo ratings yet
- Evidencia deDocument4 pagesEvidencia deRichard PaezNo ratings yet
- Manual Op Fab 2017 PDFDocument101 pagesManual Op Fab 2017 PDFJosé PerezNo ratings yet
- Guia Impresion 3d Anet EspañolDocument55 pagesGuia Impresion 3d Anet EspañolWeyn ZictoNo ratings yet
- Laboratorio ConexionesTrifasicasDocument24 pagesLaboratorio ConexionesTrifasicasJem ArtyNo ratings yet
- Composición Corporal PediátricaDocument17 pagesComposición Corporal PediátricaXimena TobarNo ratings yet
- ARTICULO REVISTA Diseño en 3DDocument13 pagesARTICULO REVISTA Diseño en 3DElvisVasquezNo ratings yet
- Dioxido de CloroDocument2 pagesDioxido de CloroKim CorreaNo ratings yet
- Provincia Cordillera Santa Cruz-BoliviaDocument11 pagesProvincia Cordillera Santa Cruz-BoliviaDaniela Escobar Blacutt100% (2)
- Tecnica Caldwell-Luc - Otorrino - Lizeth Parra - Sara OjedaDocument17 pagesTecnica Caldwell-Luc - Otorrino - Lizeth Parra - Sara OjedaAmy Yuliana Villamizar GamboaNo ratings yet
- EspermaDocument10 pagesEspermama felyNo ratings yet
- Intercambio iónico: análisis de parámetros de diseño de columnaDocument25 pagesIntercambio iónico: análisis de parámetros de diseño de columnaLind AguilarNo ratings yet
- Texto InformativoDocument17 pagesTexto InformativoMaria AlfaroNo ratings yet
- 11 Brailovsky Que Hace La Pedagogia 2016Document22 pages11 Brailovsky Que Hace La Pedagogia 2016Andrea Denisse TalienteNo ratings yet
- Mper - 46742 - Ciencias Taller Grado 9 Tercer PeriodoDocument5 pagesMper - 46742 - Ciencias Taller Grado 9 Tercer PeriodoRubielaNo ratings yet
- Arquitectura peruana antiguaDocument19 pagesArquitectura peruana antiguaMo FadayNo ratings yet
- Agua caliente flota sobre agua fríaDocument4 pagesAgua caliente flota sobre agua fríaSirLacroix100% (1)
- Diagrama Rígido y Configuracion Del Edificio en Planta y Elevacion - PPTXDocument14 pagesDiagrama Rígido y Configuracion Del Edificio en Planta y Elevacion - PPTXMariano KRNo ratings yet
- Metodo de Gauss (Pivote)Document5 pagesMetodo de Gauss (Pivote)Danny AlcedoNo ratings yet
- Diseño de programa de cosecha para cultivos de estación fríaDocument3 pagesDiseño de programa de cosecha para cultivos de estación fríaMaicol VizaNo ratings yet
- Matriz de rigidez de elementos estructuralesDocument18 pagesMatriz de rigidez de elementos estructuralesRuben Machaca PerezNo ratings yet