You might also like
- Technical Paper On API 650 Tank Roof DesignDocument219 pagesTechnical Paper On API 650 Tank Roof Designskumar_krishnan100% (1)
- Steel Vessels 2006: Rules For Building and ClassingDocument62 pagesSteel Vessels 2006: Rules For Building and Classinggalio28No ratings yet
- Pressure Vessel Design in ANSYSDocument5 pagesPressure Vessel Design in ANSYSRohan KarandeNo ratings yet
- Examination of Models and Discussion of Results: 1. Heat Flow AnalysisDocument48 pagesExamination of Models and Discussion of Results: 1. Heat Flow Analysisgalio28No ratings yet
- Pilipenko 5Document20 pagesPilipenko 5Ivan DulicNo ratings yet
- Theoretical Background: 1. Process Under InvestigationDocument48 pagesTheoretical Background: 1. Process Under Investigationgalio28No ratings yet
- State of The Art: 1. Thermal FieldsDocument46 pagesState of The Art: 1. Thermal Fieldsgalio28No ratings yet
- Pilipenko 1Document20 pagesPilipenko 1galio28100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Crafft Smart Air ConditionerDocument2 pagesCrafft Smart Air ConditionerMohanad ElgayarNo ratings yet
- York (Closed Control Unit)Document10 pagesYork (Closed Control Unit)Santo ENo ratings yet
- Answer For Problem Exercise: 1. Conceptual QuestionDocument2 pagesAnswer For Problem Exercise: 1. Conceptual Questionstill jungkookNo ratings yet
- 2017 Gks AseanDocument28 pages2017 Gks AseanMohdFadhliAfifNo ratings yet
- Marcet BoilereditDocument25 pagesMarcet BoilereditEiman Uzmi0% (1)
- 30RB060 390Document124 pages30RB060 390abuMalakNo ratings yet
- Gas Ranges: Cooker With 5 Burners, 2 X 55 L Gas OvensDocument2 pagesGas Ranges: Cooker With 5 Burners, 2 X 55 L Gas OvensAm MNo ratings yet
- Air-Cooled Screw Chillers RTAF 300-1600 KW: The Best Bundled in One. Our BestDocument20 pagesAir-Cooled Screw Chillers RTAF 300-1600 KW: The Best Bundled in One. Our BestHoria PantelimonNo ratings yet
- Split System Refrigerant Piping Guide PDFDocument8 pagesSplit System Refrigerant Piping Guide PDFJam BabNo ratings yet
- Ceiling Suspended Air Conditioner: Owner'S ManualDocument25 pagesCeiling Suspended Air Conditioner: Owner'S ManualWilliam Fernando MoyanoNo ratings yet
- TM - A5mwc - 1701 PDFDocument53 pagesTM - A5mwc - 1701 PDFIdayuNo ratings yet
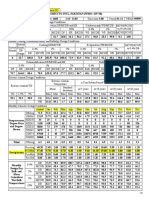
- Ashrae Meteo (Islamabad Climate Data)Document1 pageAshrae Meteo (Islamabad Climate Data)Imran Aziz100% (1)
- Conduction - Part 1 - Heat and Mass TransferDocument39 pagesConduction - Part 1 - Heat and Mass TransferVenugopal kulkarniNo ratings yet
- Bioseparation Dr. Kamal E. M. Elkahlout: Mass TransferDocument56 pagesBioseparation Dr. Kamal E. M. Elkahlout: Mass TransferKemal ELkahloutNo ratings yet
- New 2013 Fujitsu ProductsDocument5 pagesNew 2013 Fujitsu ProductsChris HaukNo ratings yet
- Determination of Emissivity of Test Plate: Heat TransferDocument7 pagesDetermination of Emissivity of Test Plate: Heat TransfersarmedNo ratings yet
- MAE300 Laboratory Experiments1Document16 pagesMAE300 Laboratory Experiments1asfsadfasdfNo ratings yet
- 500 WordsDocument44 pages500 Wordsibong tiriritNo ratings yet
- Heat Transfer Module Users GuideDocument702 pagesHeat Transfer Module Users GuideMerroun OssamaNo ratings yet
- Pe Chemical Exam SpecsDocument4 pagesPe Chemical Exam SpecsJagadeesh Unnam0% (1)
- DL6 2022-02-08 at 14-45-04 Joint 1.dl6Document2 pagesDL6 2022-02-08 at 14-45-04 Joint 1.dl6Kevin MendozaNo ratings yet
- CH-9 Boiler Draught & Circulation SystemDocument30 pagesCH-9 Boiler Draught & Circulation SystemRavi ShankarNo ratings yet
- Student's Technical Report on Industrial Training ExperienceDocument42 pagesStudent's Technical Report on Industrial Training ExperienceRichard Banks100% (1)
- Ashrae Chart PDFDocument2 pagesAshrae Chart PDFChatchai MikeNo ratings yet
- CIM Techniques and ApplicationsDocument39 pagesCIM Techniques and ApplicationsAnilNo ratings yet
- High Voltage Cable Ratings Calculation TechniquesDocument9 pagesHigh Voltage Cable Ratings Calculation TechniquesCarlos Lino Rojas AgüeroNo ratings yet
- Classification & Types of BoilerDocument13 pagesClassification & Types of BoilerGnana Subramanian Arumugam100% (1)
- Heat Transfer Final PaperDocument14 pagesHeat Transfer Final PaperGilbert RacinesNo ratings yet
- Tropical Design: Passive CoolingDocument6 pagesTropical Design: Passive CoolingISABELLE MAXINE MANTONo ratings yet