You might also like
- Preheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Document6 pagesPreheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Rakesh RanjanNo ratings yet
- TDC-10B Heat Treatment For C12A Steel CastingsDocument2 pagesTDC-10B Heat Treatment For C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- Z TMT Bill DetailsDocument340 pagesZ TMT Bill DetailssantrssbNo ratings yet
- TES 101-158 - 7 - Hi PDFDocument8 pagesTES 101-158 - 7 - Hi PDFRossoNo ratings yet
- Quality BasicsDocument18 pagesQuality BasicsCamyChinNo ratings yet
- Weld Consumables SelectionDocument3 pagesWeld Consumables SelectionArputharaj Maria LouisNo ratings yet
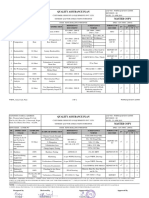
- In Process QC FormatDocument9 pagesIn Process QC FormatSunil ChaubeyNo ratings yet
- Vishnu ForgeDocument97 pagesVishnu ForgeSREERAG K100% (1)
- Quality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Document2 pagesQuality Assurance Manual: Preventive Action Section 8 Rev: E 0 Date: 15/08/09 Page 1 of 2Ngonidzashe ZvarevasheNo ratings yet
- Technical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelDocument2 pagesTechnical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelManjunath UNo ratings yet
- FOF-InP-010 Base Inspection - Operations and Dispatch Check List Rev. 1Document3 pagesFOF-InP-010 Base Inspection - Operations and Dispatch Check List Rev. 1dnana100% (1)
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocument1 pageTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNo ratings yet
- 2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFDocument59 pages2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFGeorge JhonsonNo ratings yet
- Stumpp Schuele & Somappa Springs Pvt. LTD.: Internal Particulate Cleanliness Analysis ReportDocument1 pageStumpp Schuele & Somappa Springs Pvt. LTD.: Internal Particulate Cleanliness Analysis ReportRajkumar KantiwalNo ratings yet
- Forging SDocument93 pagesForging SrichardchiamNo ratings yet
- Painting Report Cd3Document15 pagesPainting Report Cd3sivaNo ratings yet
- Dye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)Document1 pageDye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)DIVEETH MPNo ratings yet
- Cover BlockDocument6 pagesCover BlockRandhvir KharatmolNo ratings yet
- Causes & Preventation of Defects (Burr) in Sheet Metal Component PDFDocument5 pagesCauses & Preventation of Defects (Burr) in Sheet Metal Component PDFMajad RazakNo ratings yet
- IS 2062 E 250 GR A BS EN 10025-2 S 235 JR Chamical Thikness 16 16 40 40 C% SI% MN% P% S% Cu% N%Document10 pagesIS 2062 E 250 GR A BS EN 10025-2 S 235 JR Chamical Thikness 16 16 40 40 C% SI% MN% P% S% Cu% N%kartikNo ratings yet
- Procedure For Heat Treatment Dated 29-09-06Document8 pagesProcedure For Heat Treatment Dated 29-09-06ravi00098100% (1)
- 4102 NDT Notes PDFDocument14 pages4102 NDT Notes PDFAjay Kumar Reddy KNo ratings yet
- Controlling of Forging DefectsDocument6 pagesControlling of Forging DefectsSathiyaPrakashNo ratings yet
- Asme 1325-18 (2007)Document1 pageAsme 1325-18 (2007)Matthew TaylorNo ratings yet
- Chemical Quality of TMT Bars: View Previous Topic View Next TopicDocument6 pagesChemical Quality of TMT Bars: View Previous Topic View Next Topicpatrik710No ratings yet
- Welders ManagementDocument11 pagesWelders ManagementStanley AlexNo ratings yet
- Pipe Welding Traceability Record (Rev 01) As On 1st June 2018Document1,913 pagesPipe Welding Traceability Record (Rev 01) As On 1st June 2018gomathyselvi100% (1)
- Std-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)Document5 pagesStd-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)airbroomNo ratings yet
- Procedure For Liquid Penetrant ExaminationDocument12 pagesProcedure For Liquid Penetrant ExaminationShashank ParmarNo ratings yet
- Bba-Mba Integrated Programme Semister Vi Individual Assignment 1Document5 pagesBba-Mba Integrated Programme Semister Vi Individual Assignment 1salNo ratings yet
- Qualification RangeDocument1 pageQualification RangeSARSAN NDTNo ratings yet
- Forging TDCDocument49 pagesForging TDCsureshkumar silvernitzNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKAnonymous Ij6VfaNo ratings yet
- Measuring Instrument and GaugesDocument5 pagesMeasuring Instrument and GaugeskwangsooNo ratings yet
- Equipment Calibration LogDocument5 pagesEquipment Calibration Logkero keropiNo ratings yet
- RT ProcedureDocument51 pagesRT ProcedureAwale UdinNo ratings yet
- Calibration FormatDocument84 pagesCalibration FormatJagjeet SinghNo ratings yet
- Attachment D (SAEP 316)Document1 pageAttachment D (SAEP 316)imtiazNo ratings yet
- Report No Date Customer Name Heat No Material Grade Size No of Pieces Weight Color CodeDocument1 pageReport No Date Customer Name Heat No Material Grade Size No of Pieces Weight Color CodeRohit VishwakarmaNo ratings yet
- Loctite 242 Threadlocker MSDSDocument6 pagesLoctite 242 Threadlocker MSDSFrancisco Xavier Castanho JardimNo ratings yet
- Welding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDDocument8 pagesWelding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDmohd as shahiddin jafriNo ratings yet
- QAP K-HouseDocument4 pagesQAP K-HouseAbhinash TamangNo ratings yet
- Method of Shearing Test For Fillet Weld Joint: Nissan Engineering StandardDocument5 pagesMethod of Shearing Test For Fillet Weld Joint: Nissan Engineering StandardRicardo F.A.No ratings yet
- MT Sample ProcedureDocument7 pagesMT Sample ProcedureAgustine SetiawanNo ratings yet
- Iso 17640-2010-UtDocument1 pageIso 17640-2010-Utsdmkl85No ratings yet
- QF Qa 30 Visual Dimension Final Inspection ReportDocument8 pagesQF Qa 30 Visual Dimension Final Inspection ReportVikas Mani TripathiNo ratings yet
- PQP - Kilaraipur PDFDocument53 pagesPQP - Kilaraipur PDFVijendra SharmaNo ratings yet
- Wifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDocument2 pagesWifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDeipak HoleNo ratings yet
- Alishar SP 2Document84 pagesAlishar SP 2Alam MD SazidNo ratings yet
- Cutting Plan FormatDocument1 pageCutting Plan FormatPrinceRaghavNo ratings yet
- The New Declaration of Performance (Description)Document39 pagesThe New Declaration of Performance (Description)Bogdan MuresanNo ratings yet
- PreheatDocument2 pagesPreheatScott TrainorNo ratings yet
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsDocument5 pagesWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraNo ratings yet
- Sheet Metal WorkDocument29 pagesSheet Metal WorkSolcastic SoulNo ratings yet
- DR 10.01 Instructions For Non-Destructive Testing of Welds REV 05 2011-07Document13 pagesDR 10.01 Instructions For Non-Destructive Testing of Welds REV 05 2011-07SasaNo ratings yet
- IZO Appliances (PVT) LTD: Quality Management System Procedure For System of ProductionDocument7 pagesIZO Appliances (PVT) LTD: Quality Management System Procedure For System of ProductionS M Arif HussainNo ratings yet
- Bs Tech: Electrodes Issue and Return RegisterDocument1 pageBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNo ratings yet
- Code of Practice For Liquid Penetrant Flaw Detection (Second Revision)Document13 pagesCode of Practice For Liquid Penetrant Flaw Detection (Second Revision)Pradeep Kumar JenaNo ratings yet
- AC 43.13-1B Section 5 Penetrant InspectionDocument8 pagesAC 43.13-1B Section 5 Penetrant Inspection320338100% (1)
- LIC BIMA Plan 848 - Bima ShreeDocument2 pagesLIC BIMA Plan 848 - Bima ShreeSubhendu KhantuaNo ratings yet
- 20 Staad Input & Output For Plinth BeamDocument5 pages20 Staad Input & Output For Plinth BeamSubhendu KhantuaNo ratings yet
- Not For Sale: Amendment NO. 2 October 2005 TO IS 2048:1983 Specification For Parallel Keys and KeywaysDocument1 pageNot For Sale: Amendment NO. 2 October 2005 TO IS 2048:1983 Specification For Parallel Keys and KeywaysSubhendu KhantuaNo ratings yet
- Material SpecificationDocument50 pagesMaterial SpecificationSangyt Karna0% (2)
- Not For SaleDocument1 pageNot For SaleSubhendu KhantuaNo ratings yet
- Chapter 2Document33 pagesChapter 2mtas97No ratings yet
- Lecture 2Document23 pagesLecture 2علي سعيد سعودNo ratings yet
- Sample Question Paper Chemistry (043) Class-XII, Session: 2021-22 TERM IIDocument5 pagesSample Question Paper Chemistry (043) Class-XII, Session: 2021-22 TERM IIShiny AlexNo ratings yet
- Bismuth To GoldDocument20 pagesBismuth To GoldTony Gary67% (3)
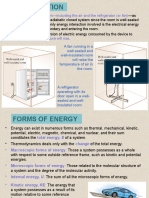
- Room-Including The Air and The Refrigerator (Or Fan)Document26 pagesRoom-Including The Air and The Refrigerator (Or Fan)denyNo ratings yet
- 1: Design of External Pressure For Unstiffened Shell A. Amstutz's FormulaDocument2 pages1: Design of External Pressure For Unstiffened Shell A. Amstutz's FormulaPuskar PathakNo ratings yet
- Tsymbal, Zutic - SpintronicsHandbook (2019)Document619 pagesTsymbal, Zutic - SpintronicsHandbook (2019)Alessandro Muzi FalconiNo ratings yet
- A2 Ch.17 QuestionsDocument14 pagesA2 Ch.17 QuestionsDigola WillsNo ratings yet
- CE404 03 Stilling BasinsDocument10 pagesCE404 03 Stilling BasinsAbhishek Shah100% (1)
- Reg-C - MSB Protection SystemDocument24 pagesReg-C - MSB Protection SystemRiski SaputraNo ratings yet
- Chap 04-Shear Force and Bending MomentDocument27 pagesChap 04-Shear Force and Bending MomentMuhammad Fahim100% (1)
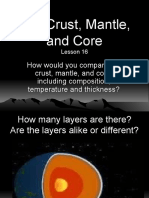
- The Crust, Mantle, and CoreDocument30 pagesThe Crust, Mantle, and CoreKianNo ratings yet
- Pourbaix Diagrams For The SystemDocument57 pagesPourbaix Diagrams For The SystemNatitoPazGonzalezArmijoNo ratings yet
- 2a - Precision-Interferometer-Experiment 1Document27 pages2a - Precision-Interferometer-Experiment 1Brenda CruzNo ratings yet
- Astm E746Document5 pagesAstm E746doradoanNo ratings yet
- Edfa-Wdm Optical Network Design and Development Using Optisystem SimulatorDocument10 pagesEdfa-Wdm Optical Network Design and Development Using Optisystem SimulatorJenyNo ratings yet
- Workshop Exercise - Furnaces and RefractoriesDocument3 pagesWorkshop Exercise - Furnaces and RefractoriesKarthik MandyaNo ratings yet
- Chemical Kinetics: Rate of ReactionDocument32 pagesChemical Kinetics: Rate of ReactionMohammed IliasNo ratings yet
- Iw Maintenance Schedule To 2000 HoursDocument6 pagesIw Maintenance Schedule To 2000 HoursJoss RamosNo ratings yet
- Earth Science Reviewer Grade 11Document10 pagesEarth Science Reviewer Grade 11Maven Cuenca100% (1)
- Of Metals: A Review: The Dynamic Plastic DeformationDocument227 pagesOf Metals: A Review: The Dynamic Plastic DeformationalirafiqNo ratings yet
- USCG ME Exam - Steam KnowledgeDocument112 pagesUSCG ME Exam - Steam KnowledgeMark Anthony SisonNo ratings yet
- Eiffic/Efuf (T:, RFRDT (FrrtfuDocument17 pagesEiffic/Efuf (T:, RFRDT (FrrtfuRamasubba RajuNo ratings yet
- Analysis of Building With Soft Storey During EarthquakeDocument5 pagesAnalysis of Building With Soft Storey During EarthquakeKausalya PurushothamanNo ratings yet
- Lecture 1b Precise LevellingDocument30 pagesLecture 1b Precise LevellingNur Fatin Are Tien58% (12)
- Clinical Biomechanics: J. Zelle, A.C. Van Der Zanden, M. de Waal Malefijt, N. VerdonschotDocument8 pagesClinical Biomechanics: J. Zelle, A.C. Van Der Zanden, M. de Waal Malefijt, N. VerdonschotJoko TriwardonoNo ratings yet
- NBGDocument7 pagesNBGMuhammad B HartonoNo ratings yet
- Spectroscopy - WikipediaDocument7 pagesSpectroscopy - WikipediaLuan D SouzaNo ratings yet
- IbchkineticsDocument16 pagesIbchkineticsapi-293306937No ratings yet